Способы повышения технологичности конструкции детали при механической обработке
1. Исключение обработки внутренних торцов, канавок и других поверхностей внутри корпуса. Выполнять за счет использования уже обработанных стаканов.
2. Расчленение деталей значительно упрощает получение труднообрабатываемых поверхностей в корпусах и сложных отверстиях для обеспечения соосности.
3. Разграничение обрабатываемых поверхностей улучшает условия резания, повышает стойкость инструмента и повышает точность обработки.
4. Сокращение числа обрабатываемых поверхностей, уменьшение размеров обрабатываемых поверхностей достигается за счет литейного обнижения
5. Исключение обработки с двух сторон.
6. Уменьшение числа инструментов. Расширяет номенклатуру деталей получаемых на данном станке с ЧПУ. Предпочтительно иметь несоосные отверстия, но с одинаковыми резьбовыми отверстиями.
7. Обработка за один установ. Позволяет повысить точность и эффективность использования оборудования.
8. Уменьшение расхода материала. За счет рациональной конструкции.
9. Разграничение поверхностей, доступ инструмента. Создание условий для свободного выхода инструмента.
10. Рациональное размещение отверстий.
Типовые размерные связи
Не рационально
Рационально
Список использованной литературы
1.В. В. Бушуев, «Практика конструирования машин», Москва, Машиностроение, 2006 г., 448с., ил.
2.«Технологичность конструкции изделия», под ред. Ю. Д. Амирова, Москва, Машиностроение, 1990 г., 768 с., ил.
Источник
Пути повышения технологичности изделий ЭВС
Технологичность нового изделия вообще и изделий радиоэлектронной техники в частности начинается с отдельных ДСЕ. Поэтому один из путей повышения технологичности РЭА связан с технологичностью каждого отдельного конструктивного элемента, входящего в устройство и изготавливаемого на данном предприятии. Чтобы каждая такая деталь была бы технологичной, необходимо при ее конструировании учитывать определенные требования, предъявляемые с учетом способа изготовления. Эти технологические требования в большинстве отраслей изложены в специальных отраслевых стандартах. Некоторые из них, касающиеся технологических требований к деталям, изготавливаемым методами литья металлов и сплавов, холодной штамповкой, резанием, методами порошковой металлургии и формообразованием из полимерных материалов: ОСТ4.091.071-80; ОСТ4.091.121-79; ОСТ4.091.071-80; ОСТ4.091.173-81; ОСТ4.091.102-78.
Требования, изложенные в этих документах, направлены прежде всего на уменьшение затрат труда, средств, материалов и времени при изготовлении деталей. Так, например, для экономии материалов рекомендуется применять легкие и облегченные конструкции деталей, изготовляемых методами литья металлов и сплавов, методами порошковой металлургии и холодной штамповки, одновременно увеличивая их (деталей) жесткость с помощью использования ребер жесткости. С этой же целью необходимо применять рациональный раскрой листового материала, из которого затем будут изготавливаться холодноштампуемые детали. Рациональный раскрой зависит в первую очередь от конфигурации детали, которую придает ей конструктор.
В деталях, изготовляемых резанием, для экономии трудозатрат, времени и средств следует избегать применения сложных фасонных поверхностей, заменяя их более простыми. Если же фасонной поверхности избежать нельзя, то следует стремиться к тому, чтобы ее протяженность была минимальной.
Избегать сложных фасонных поверхностей необходимо и у деталей, изготовляемых всеми другими способами. Следует обращать также внимание на выбор шероховатости поверхностей и на точность получаемых размеров детали. Площади поверхностей, обрабатываемых на металлорежущих станках, с высокой точностью и высоким пределом шероховатости должны быть по возможности максимально сокращены. При других видах формообразования также следует стремиться к получению размеров с минимально возможной точностью и поверхностей, шероховатость которых велика.
Большое внимание нужно уделять припускам на обработку резанием. Они должны быть минимально возможными.
При проектировании РЭА много внимания приходится уделять печатным платам. Технологичность будущего и уже спроектированного изделия зависит в немалой степени от того, как рационально спроектированы печатные платы. При проектировании последних требуется в первую очередь соблюдать требования ГОСТ 10317-79. Правильно спроектированная печатная плата определяет технологичность конструкции за счет ее техна сборке рабочих с низкой квалификацией, сокращает трудоемкость сборки.
Для простоты сборки необходимо применять простые производственные приемы, не требующие специального инструмента и приспособлений. Места сборки и установки деталей и сборочных единиц должны быть открытыми и доступными не только для осуществления самого процесса сборки, но и для регулировки и контроля.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Большая Энциклопедия Нефти и Газа
Повышение — технологичность — изделие
Повышение технологичности изделий , которое тесно связано с совершенствованием процесса конструирования, конструкции новых образцов изделий, является важным направлением решения проблемы ресурсосбережения, поэтому в большинстве случаев максимальная технологичность изделий достигается на этапе проектирования новых образцов техники. На каждом предприятии в процессе освоения производством новых образцов осуществляется доработка изделий, которая направлена не только на повышение эксплуатационных и технических характеристик изделий, но и их технологичности в соответствии с установленным на предприятии оборудованием, применяемыми оснасткой и инструментом, отработанностью технологических процессов изготовления деталей и сборки узлов. [1]
На рисунке 4.7 показана схема повышения технологичности изделия на различных стадиях проектирования. Схема отражает прямую и обратную связи различных стадий между собой. Прямая связь — последовательность разработки проекта от составления технического задания до перехода к технологической подготовке производства при условии, что результаты технико-экономического анализа, проводимого на каждой стадии проектирования, подтверждают получение оптимального варианта конструкторского решения, обеспечивающего положительное значение годового экономического эффекта и максимальную его величину. Обратная связь отражает необходимость корректировки конструкторских решений в случае получения отрицательного значения годового экономического эффекта при технико-экономическом анализе, поиска иных вариантов решений на данной стадии проектирования, обеспечивающих экономическую эффективность создаваемой конструкции. [2]
Значительный эффект от внедрения ЕСТПП достигается в результате повышения технологичности изделий , сборочных единиц и деталей; широкого применения типовых технологических процессов, переналаживаемой оснастки; механизации и автоматизации инженерно-технических работ по технологической подготовке производства и др. Для облегчения внедрения ЕСТПП разработано 14 методических документов. [3]
Наиболее важными путями повышения эффективности технологических процессов являются: повышение качества и производительности технологических процессов, сокращение расходов на материалы и заработную плату, повышение технологичности изделия , типизация технологических процессов, автоматизация и механизация технологических процессов, совершенствование организации производства, улучшение условий труда и, наконец, оптимизация технологических процессов. Ниже раскрывается содержание перечисленных путей повышения эффективности технологических процессов. [4]
Оценка степени пригодности свариваемых изделий для механизированной и автоматической сварки и автоматизации сварочных и сопутствующих операций должна предшествовать работам по механизации и автоматизации процесса. При этом должны быть намечены экономически обоснованные мероприятия по повышению технологичности изделия , которые в сочетании с выбранными технологией и техникой сварки, с одной стороны, и методами и техническими средствами механизации и автоматизации — с другой, дают наибольший экономический эффект с учетом характера и объема производства, ожидаемого периода выпуска изделия данного типа и возможных путей его совершенствования в перспективе. [5]
В процессе отработки изделий на технологичность в значительно меньшей степени, чем при совершенствовании конструкции новых образцов изделий и технологических процессов их изготовления, изменяется количество наименований применяемых материальных ресурсов. В основном это сырье и материалы, используемые для изготовления необходимой оснастки и приспособлений, применяемых в сборочных операциях, а также технологических деталей и сборочных единиц, без которых не может быть осуществлен производственный процесс при повышении технологичности изделий . [6]
Отработка конструкции или схемотехнической разработки на технологичность осуществляется совместной работой конструктора и технолога. Эта работа включена в систему стандартов технологической подготовки производства, так как технологи должны определить, технологично ли данное изделие для данного производства. Внесение же изменений в чертежи для повышения технологичности изделия может быть выполнено только конструкторами. [7]
Эти факторы являются движущей силой и одновременно необходимыми условиями экономии и рационального использования материальных ресурсов в народном хозяйстве. В свою очередь в каждом отдельном факторе можно выделить источники, которые представляют собой конкретную основу экономии материальных ресурсов. Например, в факторе развития научно-технического прогресса в качестве источников выступают: совершенствование конструкции технических устройств, повышение технологичности изделий , совершенствование технологии изготовления продукции, использование заменителей дефицитных и дорогостоящих материалов. [8]
В зависимости от типа производства одна и та же деталь может иметь различную технологичность. Деталь технологичная в условиях мелкосерийного производства может быть нетехнологичной при массовом производстве, и наоборот. Оптимальность затрат при изготовлении детали следует из того, что, кроме технологичности отдельно взятых деталей, есть технологичность изделия в целом. Не всегда конструкторские мероприятия, направленные на повышение технологичности отдельно взятой детали, ведут к повышению технологичности изделия в целом. Поэтому, прежде чем рассматривать направления повышения технологичности детали, рассмотрим показатели, которыми количественно оценивается технологичность конструкции изделия. [9]
Источник
Конструктивные и технологические мероприятия, обеспечивающие повышение технологичности детали
Сокращение объема механической обработки заготовок. Для деталей, изготовляемых из сортовых профилей круглого поперечного сечения, снижения трудоемкости механической обработки и уменьшения объема снимаемого металла достигают сокращением перепада между максимальным и минимальным диаметрами изделия.
В ступенчатом валу (рис. 32.1, а) ввиду наличия заплечника увеличивается диаметр D исходной заготовки. Объем снимаемой стружки составляет 135 % объема готового изделия. В таком случае КИМ заготовки равен 0,43, т. е. более половины объема заготовки идет в стружку.
В конструкции вала без заплечника (рис. 32.1, б) объем снимаемой стружки сокращается в 3 раза по сравнению с предыдущим вариантом, а КИМ повышается до 0,7. При изготовлении детали из заготовки диаметром, равным максимальному диаметру D1 вала, КИМ повышается до 0,8 (рис. 32.1, в).
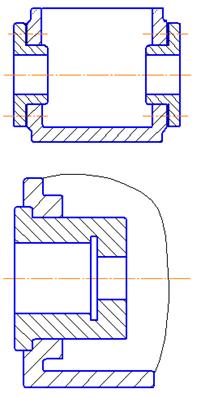
Обработка напроход. Конструкция корпусной детали, изображенной на рис. 32.2, а, нетехнологична, так как ход режущего инструмента (торцовой фрезы) вдоль обрабатываемой поверхности ограничен стенками изделия. Условия резания неодинаковы на различных участках обрабатываемой поверхности. Для того чтобы получить одинаковую шероховатость на всем протяжении обрабатываемой поверхности, требуется выполнить несколько проходов.
В технологичной конструкции (рис. 32.2, б) фреза работает напроход, что позволяет получить поверхность с одинаковой шероховатостью при высокой производительности.
Выход обрабатывающего инструмента. Обработка напроход не всегда осуществима по конструктивным условиям. В таких случаях выход инструмента обеспечивают введением на участке сопряжения канавок глубиной несколько десятых миллиметра. Если обработке подвергается только цилиндрическая поверхность, то применяют цилиндрические выточки (рис. 32.3, а). При механической обработке торцовых поверхностей предусматривают торцовые выточки (рис. 32.3, б). При одновременной обработке цилиндра и примыкающего к нему торца вводят диагональные канавки (рис. 32.3, в).
Подход обрабатывающего инструмента. Для повышения производительности и точности механической обработки требуется обеспечить свободный подход режущего инструмента к обрабатываемой поверхности. Для этого необходимо представлять особенности технологической операции, знать размеры режущего инструмента и способ его закрепления, условия установки заготовки в приспособлении станка.
Разделение поверхностей, обрабатываемых с разной точностью. Цилиндрические поверхности одинакового диаметра, обрабатываемые до различных параметров шероховатости, целесообразно разделять неглубокой канавкой или же обрабатывать всю поверхность напроход до одинаковых параметров шероховатости. Если номинальный диаметр посадочной поверхности вала равен наружному диаметру резьбы, то из-за увеличения диаметра резьбы в результате «подъема» витков при нарезании невозможно установить деталь на вал. В таких случаях целесообразно уменьшить диаметр резьбы.
Обработка с одного установа. Поверхности, нуждающиеся в точной взаимной координации, целесообразно обрабатывать с одного установа. Так, в корпусных деталях технологичнее делать отверстия одинакового или ступенчатого диаметра, убывающего по направлению хода режущего инструмента.
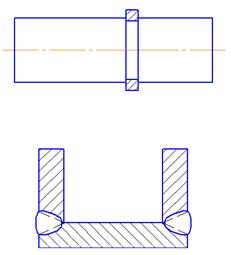
Устранение одностороннего давления на режущий инструмент. При обработке отверстий осевым инструментом следует предотвращать одностороннее давление на режущий инструмент, нарушающее точность обработки и вызывающее повышенный износ, а иногда и поломку инструмента (рис. 32.4, б, в). Правильная работа инструмента обеспечивается в том случае, когда отверстие отнесено от стенки на расстояние К (рис. 32.4, а).
Безударная работа резца. При обработке должен быть выдержан непрерывный контакт инструмента с поверхностью заготовки. Нежелательны местные выемки, углубления и другие неровности на обрабатываемой поверхности, нарушающие непрерывность процесса резания. Получить ровную поверхность в этих условиях трудно. Резец, подверженный периодическим ударам, быстро изнашивается.
Обработка отверстий. Отверстия неответственного назначения с параметрами шероховатости поверхности до Ra 3,2 мкм и диаметром до 40 мм рекомендуется выполнять только сверлением, оставляя днище коническим (рис. 32.6, б).
Форма отверстия, показанного на рис. 32.6, а, нетехнологична. Глубину отверстий, получаемых с помощью обычных спиральных сверл, во избежание смещения отверстия и поломки сверл рекомендуется делать не более 6-8 диаметров.
Сокращение номенклатуры обрабатывающего инструмента. Для сокращения номенклатуры режущего инструмента следует унифицировать параметры поверхностей. Это особенно важно для отверстий, обрабатываемых мерным цилиндрическим инструментом (сверла, зенкеры, развертки, протяжки). Во избежание перестановки и смены инструмента рекомендуется использовать один и тот же инструмент для выполнения максимально возможного числа операций.
Свободные переходы между ступеньками и буртиками валов, не служащие опорными поверхностями, целесообразно выполнять по конусу с углом наклона, равным углу главной режущей кромки проходного резца в плане (обычно ф = 45°), и галтелью у основания, равной стандартному закруглению R = 1 мм у вершины резца.