
- Как повысить выходное напряжение сварочного инвертора
- Как повысить выходное напряжение сварочного инвертора
- Дополнительный блок для увеличения напряжения холостого хода
- Как настроить сварочный ток начинающему сварщику
- Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
- Практическое руководство по подбору сварочного тока
- Регулятор тока для сварочного аппарата
- Общая информация
- Как производится регулировка тока сварочного аппарата
- Способы регулировки сварочного тока
- Введение резистивной или индуктивной нагрузки
- Изготовление дросселя своими руками
- Изменение количества витков
- Изменение магнитного потока аппарата для сварки
- Мощные полупроводниковые приборы
- Регулировка в сварочных инверторах
- Изготовление регулятора сварочного тока
- Необходимые элементы
- Схема тиристорного и симисторного регулятора тока
- Способы измерения сварочного тока
- Токоизмерительные клещи
- Амперметр
- Дополнительная информация
Как повысить выходное напряжение сварочного инвертора
Некоторые электроды требуют повышенного напряжения холостого хода. Например, таким электродами как МР-3 нужно не менее 70 Вольт на выходе. Но, как оказывается, не все сварочные инверторы способны выдать столь большое напряжение.
Вследствие этого и возникают различные проблемы при сварке: электроды прилипают к металлу и намного хуже зажигаются. Какие способы повышения выходного напряжения сварочного инвертора существуют? Можно ли как-то самому поднять напряжение холостого хода?
Как повысить выходное напряжение сварочного инвертора
Большинство инверторов для сварки выдают по разным результатам, напряжение от 30 до 80 Вольт. Хорошо если есть аппарат, который выдаёт нужное напряжение, тогда и такие капризные электроды, как МР-3 варят хорошо и без проблем.
Однако, как это часто и бывает, инвертор не выдаёт нужное напряжение, что связано со многими причинами. Чаще всего это заниженное напряжение в сети, из-за чего собственно и страдает качество розжига электродов.
Чтобы избавиться от проблемы, которая связанна с плохим розжигом электродов, можно попробовать следующее:
- Увеличить сварочный ток. В действительности, те значения тока для сварки, которые прописаны на крутилке аппарата, не всегда соответствуют действительности;
- Попробовать использование других электродов на том же самом сварочном инверторе.
Увеличить холостой ход инвертора очень сложно, для этого придётся лезть в электронную схему аппарата или добавлять блок. Изменению необходимо подвергать вторичную обмотку трансформатора, что чревато выходом из строя всего инвертора.
Дополнительный блок для увеличения напряжения холостого хода
Также возможна установка дополнительного блока, который все-таки требует определённой модернизации инвертора. Данный блок напрямую связывается с тороидальным трансформатором, который, как раз и призван для того, чтобы поднимать напряжение холостого хода на сварочном инверторе.

Данный метод называется «Удвоение напряжения». Способ действительно рабочий, а напряжение холостого хода сварочного инвертора увеличивается почти что вдвое. Вследствие этого электрод намного лучше загорается.
При этом в разы возникает риск поражения током от сварки. Поэтому данный метод достаточно рискован в осуществлении. Не зря же производители сварочных инверторов выбрали именно такое напряжение холостого хода, а не 100 Вольт и выше.
Итак, кто хочет заморочиться, устройство так и называется «Удвоитель». Однако прежде чем это сделать, я бы порекомендовал поэкспериментировать, используя другие электроды. Возможно дело именно в их качестве, а также в том, что электродная обмазка отсырела со временем.

Также, если есть какие-либо подозрения на неисправность, можно посоветовать проверить инвертор и напряжение холостого хода. Возможно, обращение к опытным специалистам сервисного центра поможет исправить проблему.
Источник
Как настроить сварочный ток начинающему сварщику
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.

Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.

Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.

Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.

В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Источник
Регулятор тока для сварочного аппарата
Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.
 Устройство-регулятор контактной сварки.
Устройство-регулятор контактной сварки.
Общая информация
Залог высокого качества шва – правильная настройка параметров электротока. Опытные сварщики работают с деталями разной толщины. При этом мало выставить стандартные значения минимума или максимума.
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт аппарата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
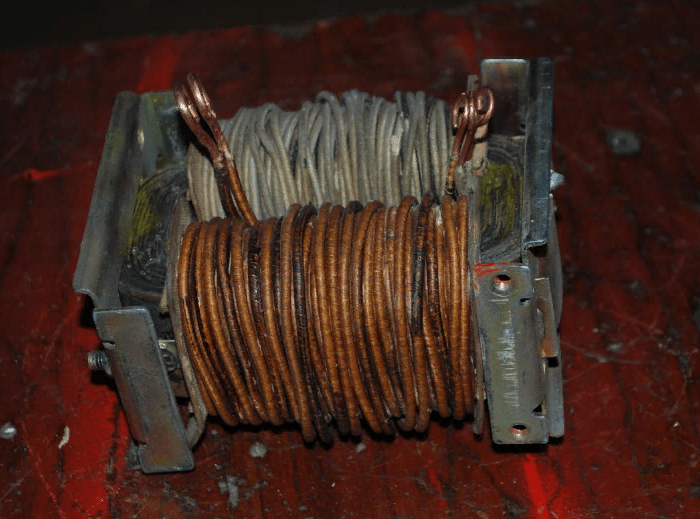 Накручиваем витки из медной толстой жилы.
Накручиваем витки из медной толстой жилы.
Изменение количества витков
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
.jpg) Схема первичной и вторичной обмоток трансформатора.
Схема первичной и вторичной обмоток трансформатора.
Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Они позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
![]() Трансформатор сварочного аппарата.
Трансформатор сварочного аппарата.
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
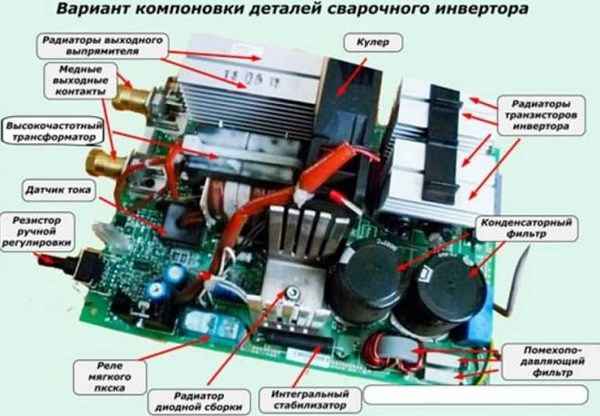
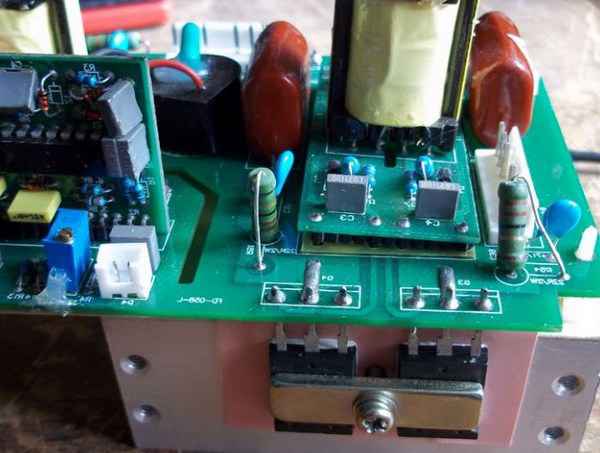
.jpg) Устройство инверторного сварочного аппарата.
Устройство инверторного сварочного аппарата.
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.
 Регулятор тока для сварочного аппарата.
Регулятор тока для сварочного аппарата.
Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.
 Токоизмерительные клещи для измерения переменного тока.
Токоизмерительные клещи для измерения переменного тока.
Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
 Амперметр для сварочного аппарата.
Амперметр для сварочного аппарата.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
Источник



