
- Способ получения зубьев напильника
- Глава IX. Опиливание металла
- § 37. Сущность опиливания. Напильники
- Большая Энциклопедия Нефти и Газа
- Зуб — напильник
- Открытый урок на тему : » Опиливание «
- Охрана труда
- Библиотечно-библиографические и информационные знания в педагогическом процессе
- Охрана труда
- Оставьте свой комментарий
- Безлимитный доступ к занятиям с онлайн-репетиторами
- Подарочные сертификаты
Способ получения зубьев напильника
Й ВТОРО4ОМУ СВКДНИЛЬС7ВУ (61) Дополнительное к авт, евид-ву (22) Занвлено25.03.74 (21)200771 6/08
B. 23@ 73/08 е присоединением заявки №
ГОщд6 0тинный кбмип
608876 MONcTpon Mby
w деин ныбуинпй
И OTl(PblTHH (23) Приоритет (53) у,Щ(621.771.27. ,621. 834(088. 8) (43) ()ну ликованф 5.04.76. Ятоллетщц, №1 5 (45) Дата опубликовании опиеанин07 pc(.76
Э. A. Оганов, В. И. Кистерев, Б. И, Насаридзе(к Н. Р. Багдасаров
01) За»витЕль Проектно=-технологический научно-исследоватеискийл институт машиностроения и электротехники (54) СПОСОБ ПОЛУЧЕНИЯ ЗУБЬЕВ НАПИЛЬНИКА обход(лмьтйт для получения зуба под углом к ! оси напильника, Одновременно с качат льным и возврат но-поступательным движениями- режущего инструмента 1 заготовка пап(тли((н а 2 совершает непрерывное перемещение вдоль своей осн. т, е. зубья на заготовке напил
Изобретение касается производства напильников,.
Известны способы получен ля зубьев напильника. с сообщения поступательного движения инструменту.
Предложенный способ улу лпает ка ec TO D i зубьев напильника, С этой целью инструмен ту дополнительно задают качательное движе- ние вокруг своей оси, развернутой относительно оси заготовки, которой сообщают по- 1О ( ступательное движение. Кроме того, угол разворота оси инструмента относительно оси заготовки выбирают в зависимости от угла наклона зубьев обрабатываемого нап1лльника.)
На чертеже схематически изображен pe-.,l И ( жуший инструмент (фасонный резец) в про. цессе образования зуба напильника и режущий инструмент и заг.)TDBKB нагильника в плане, B процессе работы режушему инструмен (О ту (фасонному резцу) 1 сообщается качатель ное движение вокруг -.,сп А качания, одно=временно ось качания получает возвратнопоступательное движение Е, До начала раба ты ось качания .разворачивается на угол, не-, ника получаются при одновременном движении режущего инструмента и перемещении заготовки, Получение зуба на зат., товках напильников осуществляется следующим образом„Режущий инструмент 1 устанавливается на обрабатываемой заготовке напильника 2 с учетом высоты получаемого зуба„и инструменту сообщается ттерекатываюшее; движение, т, е. движение, полу аемое от качания инст румента с одновременным возвратно-поступательньтм движением оси качания„При эубообраэовании после того как резец-,сок шит качательное и поступатет-ьное движе(»( в одну сторону (paGñ щй ход), т. е, прорежет канавку на заготовке напильн((ка и вый
AT BG EoHTBET9 с ней, высоту, несколько большу(о, чем глуби((а
3 прорезанного зуба, и обратный ход coaep: шает вхолостую.
Ввиду,того, что заготовка напильника движется непрерывно, в момент совершения. резцом обратного холостого хода она перемешается на один шаг. При начале рабоче-, го хода инструментальная головка опускает ся, и процесс зубообразования повторяется вновь
За счет «выглаживания» зуба при его 1О образовании качество получаемого зуба выШе, а из«эа отсутствия ударов стойкость режушего инструмента значительно повышаI l5 ется, Ф ормула изобретения
1. Способ получения зубьев напильника с сообшением поступательного движения инструменту, например фасонному резцу, отличающийся тем, что, с целью, улучшения качества зубьев напильника и исключения шума в процессе зубообразования, инструменту дополнительно задают ка- чательное движение вокруг своей оси, ) развернутой относительно оси заготовки, которой сообщают поступательное движение.
2. Способ по п. 1, о т л и ч а ю.ш и й- с я тем, что угол разворота оси инструмента относительно оси заготовки выбирают в зависимости от угла наклона зубьев обрабатываемого напильника. с
ЦНИИПИ) Заказ I55gO, Иэл. М /7Д ТиP ® 1178 Подписное филиал ППП «Патент, r. Ужгород, уп. Проектная, 4
Источник
Глава IX. Опиливание металла
§ 37. Сущность опиливания. Напильники
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильника слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.
При помощи напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и. т. п. Припуски на опиливание оставляются небольшими — от 0,5 до 0,025 мм. Точность обработки опиливанием от 0,2 до 0,05 мм, в отдельных случаях до 0,001 мм.
Ручная обработка напильником в настоящее время в значительной степени заменена опиливанием на специальных станках, но полностью ручное опиливание эти станки вытеснить не могут, так как пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильник (рис. 134) представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготовляют из стали У13 или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке.
Напильники подразделяют: по крупности насечки, по форме насечки, по длине и форме бруска, по назначению.
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках при помощи специального зубила, на фрезерных станках — фрезами, на шлифовальных станках — специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках — протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба. Однако независимо от способа получения насечки каждый зуб имеет задний угол а, угол заострения р, передний угол у и угол резания 5 (рис. 135).
У напильников с насеченными зубьями (рис. 135, а) с отрицательным передним углом (γ от -12 до -15°) и сравнительно большим задним углом (α от 35 до 40°) обеспечивается достаточное пространство для размещения стружки. Получающийся при этом угол заострения β = 62 (до 67°) обеспечивает прочность зуба.
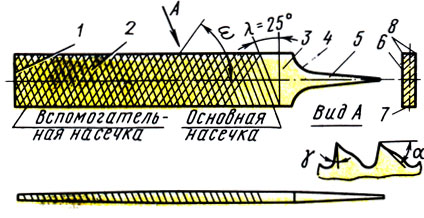
Рис. 134. Напильник слесарный общего назначения: 1 — носок, 2 — рабочая часть,3 — ненасеченный участок, 4 — заплечик, 5 — хвостовик, 6 — широкая сторона, 7 — узкая сторона, 8 — ребра
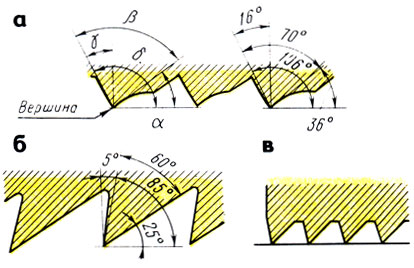
Рис. 135. Зубья напильника: а — насеченные, б — полученные фрезерованием, в — полученные протягиванием или шлифованием
Напильники с фрезерованными или шлифованными зубьями (рис. 135, б) имеют положительный передний угол γ = 2 (до 10°). У них угол резания меньше 90° и, значит, меньше усилие резания. Большая стоимость Фрезерования и шлифования ограничивает применение этих напильников.
Для напильников с зубьями, полученными протягиванием (рис. 135, в), γ = — 5°, β = 55°, α = 40° , δ = 95°.
Протянутый зуб имеет впадину с плоским дном. Эти зубья лучше врезаются в обрабатываемый металл, что значительно повышает производительность труда. Кроме того, напильники с такими зубьями более стойки, так как зубья не забиваются стружкой.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т. е. простой насечкой (рис. 136, а), с двойной, или перекрестной (рис. 136, б), точечной, т. е. с рашпильной (рис. 136, в), и дуговой (рис. 136, г).
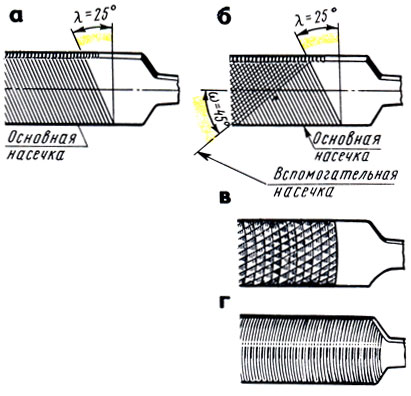
Рис. 136. Виды насечек напильника: а — одинарная (простая), б — двойная (перекрестная), в — рашпильная, г — дуговая
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используют для заточки пилг ножей, а также для обработки дерева и пробки. Одинарная насечка наносится под углом λ = 25° к оси напильника.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала насекается нижняя — глубокая насечка, называемая основной, а поверх нее — верхняя, неглубокая насечка, называется вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев.
Перекрестная насечка больше размельчает стружку, что облегчает работу. Основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45°.
Расстояние между соседними зубьями насечки называется шагом S. Шаг основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей с осью напильника угол 5°, и при его движении следы зубьев частично перекрывают друг друга, поэтому на обработанной поверхности уменьшается шероховатость, поверхность получается более чистой и гладкой.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (кожу, резину и др.).
Дуговую насечку получают фрезерованием. Насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
Источник
Большая Энциклопедия Нефти и Газа
Зуб — напильник
Конструкция напильника зависит от вида насечки, геометрии зубьев, профиля и других факторов. Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространенным способом образования зубьев является насекание их на специальных станках. [31]
Виды и основные элементы насечен, Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках с помощью специального зубила, на фрезерных станках — фрезами, на шлифовальных станках — специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках — протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба. [32]
Угол наклона стола 0 или) и углы зубила т) и ф являются основными факторами, определяющими форму зуба напильника. Передний же угол зуба напильника у обусловливается углами наклона стола 6 ( или) и углом зубила т), формирующим переднюю поверхность зуба. [33]
Задним углом а называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания б образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки. [34]
Однако в пилонасекальных станках наклон стола не может быть выбран большим, так как иначе увеличивается горизонтальная слагающая Я и уменьшается вертикальная слагающая V от общей равнодействующей силы R удара бойка ( см. фиг. В результате этого может получиться большой сдвиг материала зуба напильника и в то же время сила V будет недостаточной для просекания впадины между зубьями. При большом наклоне стола зуб напильника получается с сильно загнутой вершиной, а впадина малой глубины. [35]
Однако в пилонасекальных станках наклон стола не может быть выбран большим, так как иначе увеличивается горизонтальная слагающая Н и уменьшается вертикальная слагающая V от общей равнодействующей силы R удара бойка ( см. фиг. В результате этого может получиться большой сдвиг материала зуба напильника и в то же время сила V будет недостаточной для просекания впадины между зубьями. При большом наклоне стола зуб напильника получается с сильно загнутой вершиной, а впадина малой глубины. [36]
Форма зуба в значительной степени зависит от состояния зубила, а также от силы удара бойка. При неправильной заточке зубила или недостаточной заправке его оселком зуб напильника сильно отгибается назад. [37]
Передним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Угол заострения 3 образуется между передней и задней поверхностями зуба напильника . Величина заднего угла зуба напильника стандартом не регламентирована. Угол резани я б образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки. [39]
Зубья нового напильника имеют заусенцы. При опиливании твердого металла эти заусенцы отламываются; при этом выкрашиваются и зубья напильника , после чего он быстро изнашивается. Поэтому не рекомендуется употреблять новый напильник для опиливания твердых металлов; сначала им следует работать по мягкой стали и цветным металлам, и лишь когда заусенцы на зубьях сработаются, перейти к опиливанию твердых металлов. [40]
Джр е дним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. У г о л заострения р образуется между передней и задней поверхностями зуба напильника . Задним углом а называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания 6 образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки. [42]
Для придания детали вручную необходимой формы или пригонки ее размеров предназначены напильники ( ГОСТ 1465 — 80) длиной от 1100 до 450 мм. Номер насечки характеризуется числом основных насечек на 10 мм его длины; чем меньше номер насечки, тем крупнее зуб напильника . [43]
Для придания детали вручную необходимой формы или пригонки ее размеров предназначены напильники ( ГОСТ 1465 — 80) длиной от J100 до 450 мм. Номер насечки характеризуется числом основных насечек на 10 мм его длины; чем меньше номер насечки, тем крупнее зуб напильника . [44]
Представленный на рис. 294 случай, когда х 17 ( углу наклона каретки), имеет место при расположении насечки перпендикулярно к оси напильника. При перекрестной насечке, направленной под углом я и р, угол х у р1; где у — передний угол зуба напильника ; р — угол наклона заготовки, измеренный в плоскости, перпендикулярной к направлению насечки. [45]
Источник
Открытый урок на тему : » Опиливание «

Опиливание металла (конспект)
это операция по снятию лишнего слоя металла режущим инструментом напильником.
– это стальной стержень определенного сечения, на гранях которого выполнена насечка
Напильники выполняются из углеродистой инструментальной стали У10А, У13, У13А.
Получение зубьев у напильника.
Насеканием – на пилонасекательных станках с помощью специального зубила.
Фрезерованием или шлифованием.
– для мягких материалов (латунь, медь, алюминий ) См. рисунок.
– для твердых материалов (чугун, сталь) См. рисунок.
– для обработки неметаллов (дерево, оргстекло, кожа. кость) См. рисунок.
– для мягких материалов (медь, алюминий). См. рисунок.
I. Напильники общего назначения.
Точность обработки, мм
Кол-во насечек на 10 мм
По форме напильники бывают:
Плоские длина напильников бывает: от 100 до 400 мм
Квадратные У10А, У13А.
II. Специальные напильники
– для обработки специальных сплавов.
для обработки изделий из легких сплавов.
– для обработки и доводки твердосплавных материалов.
это мелкие напильники для ювелирных, граверных работ и зачистки в трудно доступных местах. По форме они такие же, как и напильники общего назначения – плоские,трехгранные, круглые и т.д.
для обработки неметаллов (дерево и т.п.)
V . Машинные напильники –
применяются для опиловочных станков с вращательным движением.
Уход за напильниками.
Предохранять от ударов (хранить на деревянных подставках).
Не допускать попадания влаги (коррозия).
Не допускается попадания масла (напильник будет скользить, теряется острота зуба).
Применять напильники только по назначению.
Новые напильники лучше обрабатывать сначала мягкие материалы или натирать мелом.
Напильники очищают кордовой щеткой.
На протяжении всего урока повторяется вопрос проблемного задания, а в конце урока учащиеся должны ответить на него.
Ответ на проблемное задание
Выбирается тип напильника (от формы обрабатываемой поверхности).
Выбирается длина напильника (от размеров детали).
Выбирается номер насечки (от вида обработки и размеров припуска).
Длина ручки напильника берется в полтора раза длиннее хвостовика напильника.
Тестовая контрольная работа по теме “Опиливание”
Одинарная, двойная (перекрестная), рашпильная, дуговая.
Напильники выполняются из…
мелкие напильники для ювелирных, граверных работ и зачистки в трудно доступных местах.
Напильники с одинарной насечкой применяются для…
Насеканием, фрезерованием или шлифованием, протягиванием.
Обработки неметаллов (дерево, оргстекло, кожа. кость).
Углеродистой инструментальной сталиУ10А, У13, У13А.
Напильники с рашпильной насечкой применяются для…
Обработки мягких материалов (латунь, медь, алюминий).
Получение зубьев у напильника выполняется…
Операция по снятию лишнего слоя металла режущим инструментом напильником.

Курс повышения квалификации
Охрана труда
- Сейчас обучается 97 человек из 44 регионов
Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
- Сейчас обучается 336 человек из 66 регионов
Курс профессиональной переподготовки
Охрана труда
- Сейчас обучается 172 человека из 48 регионов
Ищем педагогов в команду «Инфоурок»

Номер материала: ДВ-195807
Международная дистанционная олимпиада Осень 2021
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.
Безлимитный доступ к занятиям с онлайн-репетиторами
Выгоднее, чем оплачивать каждое занятие отдельно


Рособрнадзор откажется от ОС Windows при проведении ЕГЭ до конца 2024 года
Время чтения: 1 минута
Российский совет олимпиад школьников намерен усилить требования к олимпиадам
Время чтения: 2 минуты
В Северной Осетии организовали бесплатные онлайн-курсы по подготовке к ЕГЭ
Время чтения: 1 минута
Минпросвещения разрабатывает образовательный минимум для подготовки педагогов
Время чтения: 2 минуты
В 16 регионах ввели обязательную вакцинацию для студентов старше 18 лет
Время чтения: 1 минута
Вопрос о QR-кодах для сотрудников школ пока не обсуждается
Время чтения: 2 минуты
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Источник



