
- Методы получения заготовок
- Просмотр содержимого документа «Методы получения заготовок»
- Презентация на тему «Способы получения заготовок»
- Охрана труда
- Библиотечно-библиографические и информационные знания в педагогическом процессе
- Охрана труда
- Оставьте свой комментарий
- Безлимитный доступ к занятиям с онлайн-репетиторами
- Подарочные сертификаты
Методы получения заготовок

В презентации представлены методы получения заготовок
Просмотр содержимого документа
«Методы получения заготовок»
Методы получения заготовок
Производство заготовок литьем
- Литейное производство— отрасль машиностроения, занимающаяся изготовлением заготовок путем заливки расплавленного металла в форму, при охлаждении которой металл затвердевает, скопировав конфигурацию формы. В результате получается заготовка, называемаяотливкой.
Литье в песчано-глинистые формы
Одним из распространенных методов получения заготовок является литье в песчано-глинистые формы.
Песчано-глинистые формы подразделяют на
- разовые, изготавливаемые из песчано-глинистых смесей, служащие для получения одной отливки (при выбивке отливки форма разрушается). Их применяют при изготовлении заготовок из черных и цветных металлов любого размера и веса;
- полупостоянные, изготавливаемые из огнеупорных материалов (шамот, магнезит и др.) и служащие для получения нескольких десятков отливок;
- постоянные, изготавливаемые из металлов и сплавов.
Литье в оболочковые формы
- Литье в оболочковые формыобеспечивает точность размеров 13. 14 квалитета и величину параметра шероховатостиRa= 6,3 мкм.
Литейной формой является оболочка, состоящая из формовочных смесей с термопластичными и термореактивными связующими смолами, которые помещают в ящик с песком или дробью перед заливкой ее металлом. Для изготовления оболочковых форм требуется дорогостоящая оснастка, а сама форма используется один раз, поэтому данный метод целесообразно использовать в массовом, крупносерийном и среднесерийном производстве для изготовления заготовок массой до 100 кг (хотя имеется возможность получать заготовки до 300 кг) и размером до 100 мм.
- В кокилях получают отливки (из чугуна и стали) с толщиной стенки 5 мм, 12-14 квалитета точности, значениями параметров шероховатости поверхностиRa=12,5. 3,2 мкм и массой до 200 кг.
Этот метод получения заготовок применяют в серийном и массовом производстве. Кокили изготавливают литыми из чугуна, стали, меди и алюминия. В зависимости конструкции кокили бывают разъемными или вытряхными. Широкое распространение получили многоместные кокили.
Литье по выплавляемым моделям
- Литьем по выплавляемым моделямполучают отливки из сплавов цветных металлов, стали и чугуна. Отливки можно получить массой от нескольких грамм до 300 кг.
- Данный метод получения заготовок применяют в массовом, крупно- и среднесерийном производстве при изготовлении мелких и сложных по форме заготовок.
- Сущность процесса литья по выплавляемым моделям заключается в использовании точной неразъемной разовой модели, по которой изготавливается неразъемная керамическая оболочковая форма, куда и заливается расплавленный металл после удаления модели из формы путем выжигания, испарения или растворения
- Этим способом можно изготавливать точные отливки из различных сплавов толщиной от 0,8 мм и более с небольшими припусками на обработку.
Литье под давлением
- Литье под давлением— прогрессивный метод изготовления отливок заключающийся в заполнении расплавленным металлом металлической литейной формы под давлением сжатого воздуха или поршня, когда металл запрессовывается в форму и воспроизводит ее точную конфигурацию. Расплав металла заполняет форму с большой скоростью (до 35 м/с), что обеспечивает высокую плотность материала, точность и качество поверхности слоя отливки.
- Литьем под давлением получают отливки из стали, цветных металлов и/1 чугуна. Масса отливок может быть от нескольких граммов до 50 кг, толщина стенки 1,0. 0,8 мм. Этот метод литья позволяет получить отливки высокой точности (8-12 квалитет) приRa= 12,5. 3,2 мкм. Метод литья под давлением применяют в массовом и крупносерийном производстве.
- Высокая производительность и возможность получения заготовок, имеющих мелкозернистую структуру и высокие механические свойства, являются важным преимуществом этого метода получения отливок.
Центробежное и другие виды литья
- Центробежным литьемполучают отливки из чугуна, стали, цветных металлов и сплавов. Применяют данный метод в массовом и серийном производстве для получения пустотелых и тонкостенных отливок (тел вращения) сложной конфигурации, например, Гильз, втулок, вкладышей и т. д. Используют центробежное литье с горизонтальной и вертикальной осями вращения, реже с наклонной.
- Изготовление отливок центробежным методом осуществляют путем заливки металла во вращающуюся металлическую форму. Под действием центробежных сил частицы расплавленного металла отбрасываются к поверхности формы и, затвердевая, принимают ее очертания.
Производство заготовок пластическим деформированием
- Ковка— метод обработки металлов давлением, при котором заготовке придается заданная форма из слитка с помощью инструмента, не ограничивающего течение металла в плоскости, перпендикулярной действию силы.
- Различают ковку ручную и машинную.
Штамповка — метод обработки металлов давлением, при котором заготовке (поковке) придается достаточно сложная по конфигурации форма с помощью инструмента (штампа), ограничивающего течение металла в плоскости, перпендикулярной действию осевой силы.
- Штамповка— метод обработки металлов давлением, при котором заготовке (поковке) придается достаточно сложная по конфигурации форма с помощью инструмента (штампа), ограничивающего течение металла в плоскости, перпендикулярной действию осевой силы.
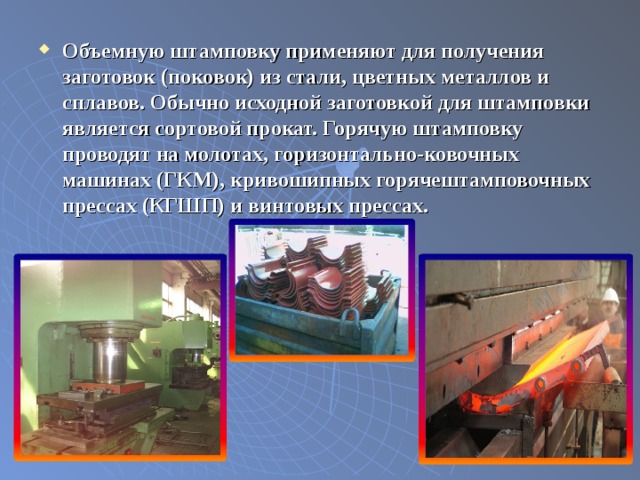
- Объемную штамповку применяют для получения заготовок (поковок) из стали, цветных металлов и сплавов. Обычно исходной заготовкой для штамповки является сортовой прокат. Горячую штамповку проводят на молотах, горизонтально-ковочных машинах (ГКМ), кривошипных горячештамповочных прессах (КГШП) и винтовых прессах.
- Прокатка— пластическое деформирование металла вращающимися валками. Различают три основных вида прокатки:
- продольную,
- поперечную;
- продольно- и поперечно-винтовую.
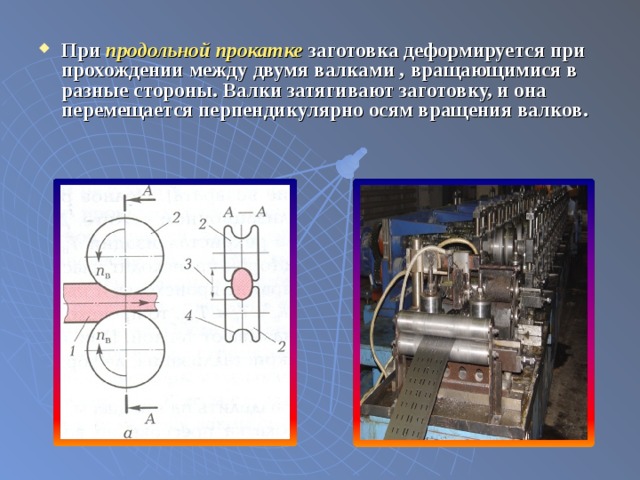
- Припродольной прокаткезаготовка деформируется при прохождении между двумя валками,вращающимися в разные стороны. Валки затягивают заготовку, и она перемещается перпендикулярно осям вращения валков.
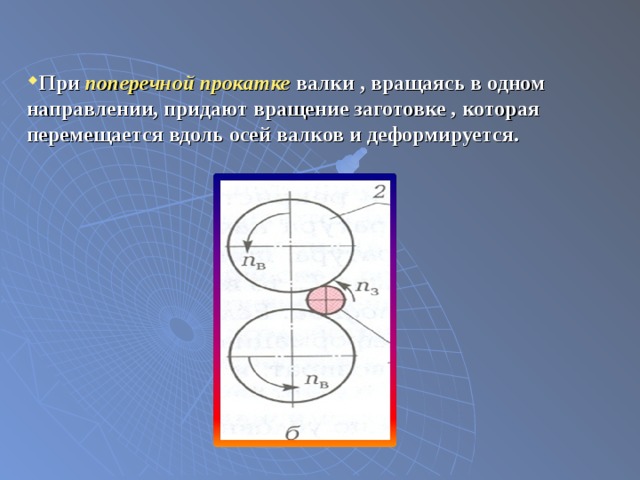
- Припоперечной прокаткевалки , вращаясь в одном направлении, придают вращение заготовке,которая перемещается вдоль осей валков и деформируется.
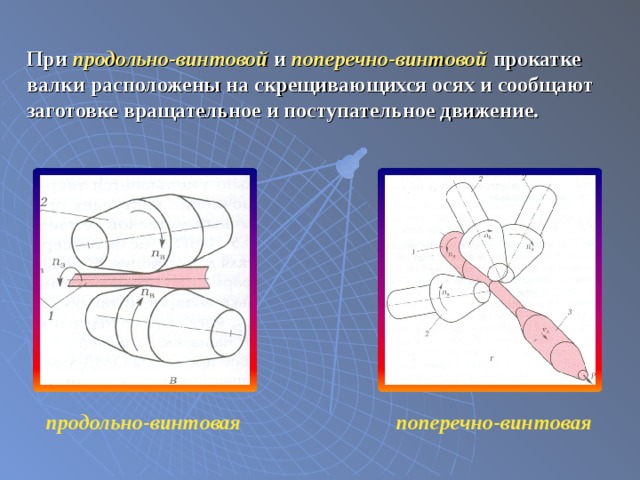
При продольно-винтовой и поперечно-винтовой прокатке валки расположены на скрещивающихся осях и сообщают заготовке вращательное и поступательное движение.
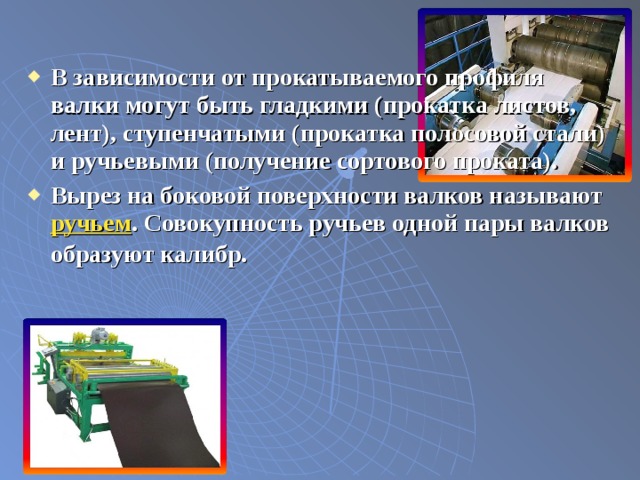
- В зависимости от прокатываемого профиля валки могут быть гладкими (прокатка листов, лент), ступенчатыми (прокатка полосовой стали) и ручьевыми (получение сортового проката).
- Вырез на боковой поверхности валков называютручьем. Совокупность ручьев одной пары валков образуют калибр.
Источник
Презентация на тему «Способы получения заготовок»


Описание презентации по отдельным слайдам:
Способы получения заготовок
Основные способы производства заготовок : Литьё Ковка Штамповка Сварка
Литье Расплавленный жидкий металл заливают в специальные формы, после остывания металла и разъема (или разрушения) форм получается заготовка (отливка) заданной конфигурации и размеров.
Литье в песчаные формы Довольно распространено, так как стоимость таких форм значительно меньше, чем при других способах литья. Песчаные формы изготовляют из формовочной смеси, в состав которой входят песок, глина и специальные добавки. Металл в такую форму можно заливать только один раз, так как после получения отливки форму разрушают. Поэтому такой способ литья малопроизводителен и, кроме того, дает меньшую точность по сравнению с другими способами литья заготовок.
Литье в металлические формы Более производительно, так как оно допускает многократную заливку металла в одну форму. При этом обеспечивается более высокий параметр шероховатости поверхности и более точные размеры заготовок.
Литье в оболочковые формы Сравнительно новый способ литья заготовок и деталей из черных и цветных металлов, при котором форму изготовляют из смесей, содержащих термореактивные смолы. Формовочная смесь наносится на поверхность подогретой металлической модели, вследствие чего термореактивная смола оплавляется и на модели образуется предварительно отвердевшая форма (корка) толщиной 5—7 мм. Затем модель со слегка отвердевшей оболочкой помещают в электропечь, где происходит окончательное отвердение формы. После этого форму снимают с модели и направляют для заливки металлом.
Литье под давлением распространено в производстве электро- и радиоаппаратуры и других подобных изделий. Сущность этого способа состоит в том, что жидкий металл подается в металлическую форму под давлением в специальных литьевых машинах, благодаря чему он хорошо заполняет все ее полости. Литье под давлением используют для получения из цветных сплавов литых заготовок сложной формы с различными выступами, приливами и отверстиями.
Литье по выплавляемым моделям Основано на использовании моделей, которые изготовляют в металлических пресс-формах заполнением их парафиностеариновой смесью. Полученные таким образом модели покрывают тонким слоем специальной жидкой массы и мелким кварцевым песком, просушивают и прокаливают в электропечи. При этом парафиностеариновая смесь вытекает из формы, которая затем используется для получения точных металлических деталей.
Центробежное литье При центробежном литье жидкий металл заливают в форму, быстро вращающуюся вокруг вертикальной или горизонтальной оси. Этот способ наиболее эффективен при получении заготовок кольцевидной формы, труб, зубчатых колес и т. д.
Ковка Ковка-процесс горячего пластически деформирования металла универсальным инструментом байкам. Ковкой получают паковки массой от 0,1 кг до 400х тонн. Различают ковку ручную и машинную.
Процесс ковки состоит из следующих операций: -осадка (уменьшение высоты); -протяжка (увеличение длины заготовки); -гибка (придание заданной формы); -срубка (отделение части заготовки); -скручивание (поворот части заготовки); -проливка( получение отверстий полостей);
Виды ковки: Ковка лошадей Художественная Ковка может быть горячей и холодной. Горячая ковка создаётся методом нагревания металла и придания ему нужной формы.
Штамповка Штамповка — процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы.
Холодная листовая штамповка Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист-до 6 мм). Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свёрнутую в рулон. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолёта, ракеты).
К преимуществам листовой штамповки относятся: возможность получения деталей минимальной массы при заданной их прочности и жёсткости; достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием; сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины); хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве.
Горячая объёмная штамповка Горячая объёмная штамповка — это вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа.
Сварка Сварка — процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.

Курс повышения квалификации
Охрана труда
- Сейчас обучается 93 человека из 44 регионов
Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
- Сейчас обучается 336 человек из 66 регионов
Курс профессиональной переподготовки
Охрана труда
- Сейчас обучается 171 человек из 48 регионов
Ищем педагогов в команду «Инфоурок»

Номер материала: ДБ-112327
Международная дистанционная олимпиада Осень 2021
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.
Безлимитный доступ к занятиям с онлайн-репетиторами
Выгоднее, чем оплачивать каждое занятие отдельно


Российский совет олимпиад школьников намерен усилить требования к олимпиадам
Время чтения: 2 минуты
Попова предложила изменить школьную программу по биологии
Время чтения: 1 минута
Минпросвещения разрабатывает образовательный минимум для подготовки педагогов
Время чтения: 2 минуты
Рособрнадзор откажется от ОС Windows при проведении ЕГЭ до конца 2024 года
Время чтения: 1 минута
Минпросвещения работает над единым подходом к профилактике девиантного поведения детей
Время чтения: 1 минута
В Пензенской области запустят проект по снижению административной нагрузки на учителей
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Источник



