
Черчение
Нарезание резьбы
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
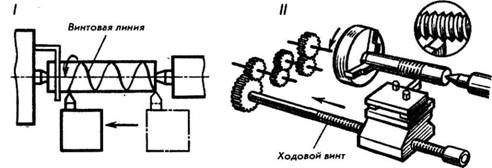
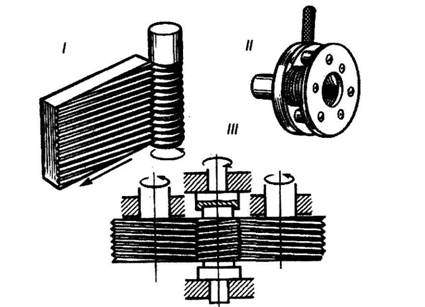
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
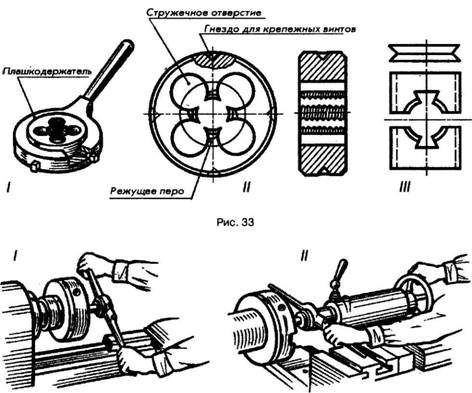
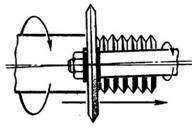
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
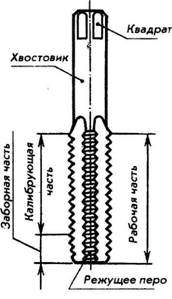
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
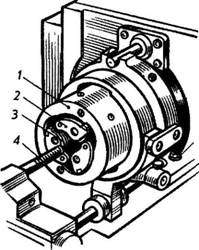
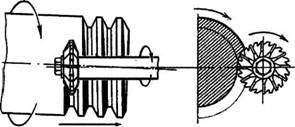
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.

Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Источник
Способы получения внутренней резьбы
ВЫБОР СПОСОБА РЕЗЬБОФОРМООБРАЗОВАНИЯ И РЕЗЬБООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ
Известные в настоящее время способы получения резьбы отличаются большим разнообразием. Наибольшее распространение в промышленности нашли нарезание и накатывание резьбы. Электрофизические, электрохимические и др. способы имеют ограниченную область применения (обработка материалов с высокой твердостью, хрупкостью и т.п.). При нарезании профиль резьбы формируется в результате снятия стружки и вырезания канавки режущим лезвием инструмента. При накатывании профиль резьбы образуется за счет образования выступа выдавленным из канавки металлом. Схемы накатывания и нарезания резьбы различными способами показаны на рис. 1 и 2.





 |  |
| д) | е) |
 |  |
| ж) | з) |
 |  |
| и) | к) |
Рис. 1. Способы накатывания наружных и внутренних резьб.








Рис. 2. Способы нарезания наружных и внутренних резьб.
Характеристики технологических возможностей основных способов обработки наружных и внутренних резьб приведены в таблицах 1 и 2.
Характеристика способов обработки наружных резьб

Характеристика способов обработки внутренних резьб

В таблицах 1 и 2 использованы следующие обозначения:
НОв — накатывание с осевой подачей двумя или тремя роликами с параллельными осями и винтовой нарезкой (рис. 1а);
НОк — накатывание с осевой подачей двумя или тремя роликами с пересекающимися осями и кольцевой нарезкой (рис 1б);
НАГ — накатывание наружных и внутренних резьб аксиальными резьбонакатными головками (рис. 1г) с осевой подачей инструмента, которым является аксиальная резьбонакатная головка, состоящая из нескольких (чаще всего трёх) накатных роликов с кольцевыми витками, имеющими заборную и калибрующую части;
HP — накатывание наружных резьб двумя или тремя роликами (рис. 1д) с радиальной подачей;
НЗР — накатывание наружных резьб двумя или тремя затылованными (некруглыми) роликами (рис. 1е), имеющими стационарные оси вращения. Радиальная подача осуществляется за счёт формы инструмента;
НТ — накатывание наружных резьб с тангенциальной подачей двумя роликами с параллельными осями и винтовой нарезкой, вращающимися с разными окружными скоростями (рис. 1ж)
НП — планетарное накатывание наружных резьб (рис. 1з). Инструментами являются резьбонакатной ролик и сегмент (реже кольцо). Заготовка получает тангенциальную подачу, перемещаясь между роликом и сегментом;
НПП — накатывание наружных резьб плоскими двумя (тремя) плоскими плашками (рис. 1и), одна (две) из которых неподвижна, а другая имеет тангенциальную подачу. Плашки имеют заборную и калибрующую части. Накатывание плоскими плашками — один из наиболее распространённых способов получения крепёжных резьб;
НТГ — накатывание двухроликовыми тангенциальными накатными головками;
НМ — выдавливание (накатывание) внутренних резьб бесстружечным метчиком (рис. 1к);
М — нарезание внутренних резьб метчиком (рис. 2, а);
П — Протягивание внутренних резьб метчиком-протяжкой (рис. 2а);
Пл — нарезание наружных плашками (рис. 2б) — мерным многозубым инструментом охватывающего типа для обработки резьб одного типоразмера, имеющим заборную и калибрующую части и получающим осевую подачу при навинчивании на заготовку;
РНГ — нарезание наружных и внутренних резьб с осевой подачей резьбонарезными головками (рис. 2в), состоящими из нескольких режущих гребёнок различной формы (круглой (рис. 2, в), призматической, сегментной и т. д.);
Т — точение наружных и внутренних резьб резцами и гребенками (рис. 2г), профиль которых имеет форму впадины резьбы, является наиболее универсальным методом получения резьбы. При многопроходной обработке резец получает непрерывную осевую подачу, равную шагу резьбы и прерывистую радиальную;
Тап — точение по полуавтоматическому циклу твердосплавными резцами;
ВО — вихревая обработка наружных и внутренних резьб (рис. 2д). Инструментом является вихревая головка, имеющая несколько резцов. Заготовка в процессе обработки получает медленное круговое движение по-дачи, а головка быстрое вращательное главное движение и осевую подачу, равную шагу резьбы;
ФД — фрезерование наружных и внутренних резьб дисковыми фрезами (рис. 2е), профиль зубьев которых соответствует форме впадины резьбы. Заготовка получает медленное круговое движение подачи, а инструмент — быстрое вращательное главное движение и осевую подачу, равную шагу резьбы;
ФВ — фрезерование винтовыми фрезами наружных и внутренних резьб (рис. 2ж). Производится аналогично фрезерованию дисковыми фрезами, однако фреза имеет несколько витков резьбы, что позволяет резко повысить производительность;
Ф — фрезерование всеми типами фрез;
Ш — шлифование наружных и внутренних резьб одно — (рис. 2з) и многониточными (рис. 2и) шлифовальными кругами. Это самый точный способ резьбоформообразования близкий по кинематике к фрезерованию резьбы.
Последовательность выбора рационального способа резьбоформирования следующая:
- На основании чертежа обрабатываемой детали из табл. 1 или 2 выбираются способы резьбоформирования, позволяющие получить резьбу данного диаметра и шага на заданной длине.
- На основании чертежа детали и стандартов определяются требования, предъявляемые к точности резьбы и шероховатости ее поверхности, и из способов резьбоформирования, отобраных на первом этапе, выбираются те, которые позволяют обеспечить выполнение данных требований.
- На основании чертежа детали и справочной литературы определяются механические свойства материала детали: твердость, предел прочности и коэффициент относительного удлинения. Из оставшихся способов исключают те, которые не позволяют обработать детали из данного материала.
- Из оставшихся способов резьбоформирования выбираются те, которые обеспечивают производительность, задаваемую программой выпуска изделия.
- С учетом конкретной ситуации на предприятии из оставшихся конкурирующих способов выбирается один, обеспечивающий наибольшую экономическую эффективность обработки с учетом стоимости оборудования и инструмента.
- Если ни один из способов резьбоформооразования не в состоянии обеспечить требования чертежа, то выбирается комбинированная технология из 2-х или более резьбообразующих операций, объединяющая технологические возможности методов.
Из таблицы 1 видно, что 1…3 степень точности при обработке наружных резьб может быть достигнута только шлифованием или накатыванием затылованными роликами, а при обработке внутренних резьб — шлифованием или выдавливанием метчиками. Четвертая степень точности достигается в результате обработки точением, резьбонарезными (только наружные резьбы) и резьбонакатными головками, планетарным накатыванием (внутренние резьбы).
Фрезерование, вихревая и другие виды обработки из-за присущих им специфических причин возникновения погрешностей не позволяют обеспечить выше пятой степени точности. Эти виды обработки часто используются в качестве предварительных.
Данные сравнения способов резьбоформообразования по производительности свидетельствуют о значительном преимуществе методов накатывания перед методами нарезания. По сравнению с наиболее прогрессивным способом нарезания наружной резьбы — обработкой резьбонарезными головками, производительность накатывания цилиндрическими роликами с радиальной подачей выше в 3 раза, накатывания аксиальными головками — в 3. 5 раз, тангенциальными головками — 2. 7 раз, накатывания затылованными роликами — в 6. 10 раз, а планетарного накатывания — в 28…30 раз.
Область применения точных и высокопроизводительных способов резьбоформообразования ограничена возможностями оборудования и технологической оснастки. Наиболее производительные способы формообразования наружных резьб — планетарное накатывание и накатывание затылованными роликами — имеют ограничения по диаметру и длине получаемой резьбы. Планетарное накатывание используется для резьб с d = 0,8. 27 мм, L
Конструкция инструмента для реализации данных способов может быть разработана для Вас авторским коллективом.
Характеристики резьбообразующего оборудования Вы можете найти на сайтах производителей
Станки резьбонакатные с 2-мя и 3-мя роликами
Источник



