
Защитные и декоративные покрытия сталей и сплавов, способы их нанесения, применяемость
Для увеличения срока службы крепежных изделий и придания им товарного вида используются защитные и защитно-декоративные покрытия. В ЦКИ в основном используются следующие виды покрытий:
- цинкование;
- фосфатирование;
- оксидирование;
- латунирование;
- никелерование;
- порошковая окраска;
- нитрид-титанирование (TiN).

Цинковые покрытия
Наиболее распространенное из них – цинковое. Оно значительно увеличивает срок службы изделия, технологично и недорого.
В ассортименте ЦКИ имеются изделия, оцинкованные по различным технологиям:
Защитное действие цинкового покрытия построено на том, что при наличии контакта с агрессивной средой (например, влажной атмосферой) процессы коррозии предпочтительно развиваются на цинке. Тем самым коррозия основного материала – железа (стали) временно подавляется. Однако защита подобного рода не слишком долговечна – она действует до полного окисления слоя цинка на поверхности стали. В машиностроении толщины цинковых покрытий обычно составляют 7-15 мкм, в строительной индустрии — 50-100 мкм.
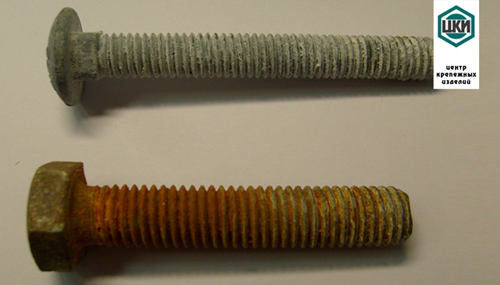
Внешне процесс коррозии стали с гальваническим цинковым покрытием в камере соляного тумана (стандартная испытательная среда) выглядит так. Через несколько часов после начала испытаний на изделии появляется белый, сперва компактный, а позднее – рыхлый налет – оксид цинка. Затем через его поры начинается коррозия основного металла. Она проявляется в виде красно-коричневых точек и пятен – ржавчины, в тех местах, где цинковое покрытие уже стало проницаемым.
Технология электролитического цинкования основана на процессе электролиза. Схема установки для электролиза очень проста.
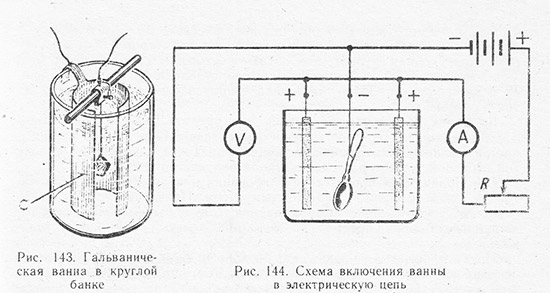
В ванне с электролитом помещаются стальное изделие (ложка), которое необходимо покрыть, и пластины чистого цинка. К ним через специальные зажимы подводится постоянный ток. При этом «-» подается на изделие (катод), а «+» — на цинковые пластины (аноды). Электролитом служат растворы различных кислот, щелочей и солей. В процессе электролиза цинковый анод растворяется, его ионы переносятся катоду – изделию, где восстанавливаются до металла и осаждаются на поверхности покрываемого изделия. Следует иметь в виду, что одновременно с осаждением цинка на той же поверхности образуется газообразный водород. Он проникает в металл, формирует газовые пустоты, которые перестраивают кристаллическую решетку, снижая тем самым механические характеристики металла. Именно поэтому цинкование не рекомендуется применять для изделий из материала с классом прочности выше 8.8.
Для повышения коррозионной стойкости и придания изделиям улучшенного декоративного вида применяют пассивирование. Оно заключается в том, что непосредственно после нанесения и промывки цинковое покрытие погружают на 5-10 минут в раствор бихромата натрия и серной кислоты. Цинковое покрытие при этом приобретает зеленовато-желтую окраску с радужными оттенками. Поэтому при неформальном общении его часто называют «желтым цинком». Если необходимо получить блестящее покрытие, применяют другой раствор, содержащий хромовый ангидрид, серную и азотную кислоты. Он не только пассивирует, но и осветляет поверхность изделия. Защитный эффект, вызываемый пассивированием, основан на заполнении пор цинкового покрытия соединениями хрома VI. Довольно часто употребляется термин «голубое» хроматирование. В этом случае речь идет о покрытиях, полученных при пассивировании составом, содержащим хром III.
На сегодняшний день электролитическое цинкование является самым распространённым способом защиты крепежных изделий от коррозии. Это обусловлено высокой производительностью гальванических агрегатов, низкой себестоимостью процесса и достаточно высокой защитной способностью.
Другой массовой технологией нанесения цинка является горячее цинкование. В этом случае стальные изделия погружают в расплавленный цинк при температуре от 445 до 460°C. Образование покрытия при этом происходит гораздо быстрее, чем при электролитическом способе: скорость горячего цинкования может достигать 80 мкм/мин. Это чрезвычайно удобно при нанесении покрытий на крупногабаритные детали.

Если обработке подвергаются мелкие детали, избыток цинка удаляют с помощью центрифуги, а детали сложной формы вообще к обработке в расплаве не допускаются.
Структура горячего покрытия состоят из двух слоев. Внутренний представляет собой сплав железо-цинк переменного состава (интерметаллид), а наружный – собственно металлическое цинковое покрытие. Существуют технологические приемы, позволяющие изменять толщину и структуру этих слоев. А высокая скорость формирования покрытия проявляется в крупном зерне внешнего цинкового слоя.

Узнать подробнее о технологии и свойствах горячего цинкования вы можете в технической статье. Кроме того, вы можете сравнить результаты испытаний горячеоцинкованного крепежа и метизов с гальваническим покрытием в статье ЦКИ «Горячеоцинкованный крепеж».
Термодиффузное цинкование (шерардизация) – насыщение верхнего слоя металлического изделия цинком (термодиффузный слой). Достаточно сложная и дорогая технология нанесения защиты. Производится в разогретых вращающихся центрифугах с цинковой пылью. Температура в контейнере достигает 290–450 °C. Шерардизация позволяет получить толщину покрытия в диапазоне от 6 до 110 мкм, причём покрытие образуется ровное и беспористое, с высокой адгезией к подложке. Защитная способность такого покрытия в 3–5 раз выше, чем у гальванического, и сравнима с горячецинковым. Этот способ используется для защиты металлопродукции специального назначения, например, для деталей железнодорожного транспорта. К минусам стоит отнести небольшую производительность, лимитируемую объёмами камер для цинкования, ограничение размера деталей размером контейнера и отсутствие декоративных свойств у диффузионного покрытия (серые тона, отсутствие блеска).

Цинк-ламельное покрытие содержит до 80% цинковых чешуек (ламелей), 10% алюминиевых и связующую основу (акриловые, уретановые, эпоксидные и кремнийорганические смолы). Микроскопические чешуйки расположены параллельно, поэтому перекрывают друг друга, не оставляя «пробелов» на металлической поверхности, куда мог бы попасть кислород. Кроме того, скорость окисления алюминия ниже, чем цинка, поэтому цинк-алюминиевое покрытие в 3 раза устойчивее к коррозии, чем стандартное горячеоцинкованное покрытие.
Цинк-ламельное покрытие можно наносить не только на чёрный металл, но и на оцинкованную сталь, никель, алюминий, медь, нержавеющую сталь и другие металлы. При необходимости на базовое покрытие наносятся дополнительные слои, которые повышают коррозионную и химическую устойчивость, придают нужный цвет и увеличивают износостойкость. Как правило крепежные изделия покрываются цинк-ламелью методом погружения в раствор, остатки которого удаляются в центрифуге.
Среди всех видов покрытия цинк-ламельное заметно превосходит аналогичные, выигрывая по физическим и эстетическим параметрам. Несмотря на то, что детали покрываются тонким слоем состава и полностью сохраняют свою форму, они на 100% защищены от коррозии, а металл – от проникновения водорода и охрупчивания. Такое покрытие выдерживает максимальный класс нагрузки – С5. Его просто наносить на детали сложной формы, а требования к толщине материала базы минимальны. Несмотря на очевидные преимущества цинк-ламельного покрытия, в России его пока используют предприятия, которые можно сосчитать по пальцам одной руки.

Существуют также многочисленные варианты покрытий на цинковой основе.
На саморезах SPAX после нанесения гальванического цинкового покрытия производится заполнение его пор суспензией фторопласта. Это повышает коррозионную стойкость системы, а также, что не менее важно, ее антифрикционные свойства.
На практике цинковое покрытие наносится на крепежные детали в подавляющем большинстве случаев. Однако, когда это по каким-либо причинам невозможно (например, из-за наводороживания высокопрочных сталей) или когда к покрытию предъявляются какие-либо специальные требования, используются фосфатное и оксидное покрытия.
Фосфатное покрытие
Фосфатное покрытие – результат фосфатирования. Так называют процесс химической обработки стали (как, впрочем, и других металлов и сплавов), в растворах фосфорнокислых солей щелочных металлов или аммония. В результате фосфатирования на поверхности изделия возникает слой из труднорастворимых солей – фосфатов железа. Покрытие имеет цвет от темно-серого до черного и шероховатую поверхность. Обычная толщина защитного слоя составляет 2-5 мкм. Он устойчив против воздействия керосина, смазочных масел, кислорода воздуха, выдерживает кратковременный нагрев до 500 0 С и охлаждение до — 75 0 С, но разрушается под действием кислот и щелочей. Часто используется как грунт – покрытие под окраску.
В нашем ассортименте фосфатные покрытия можно встретить:


Оксидное покрытие
Оксидное покрытие – результат оксидирования. Так называется процесс получения на поверхности изделия искусственно образованной пленки, состоящей преимущественно из оксидов покрываемого материала. В случае оксидировании сталей и чугунов на их поверхности образуется темная пленка, состоящая условно из оксида железа Fe3O4 толщиной всего несколько мкм. Среди прочих других, наиболее распространен способ химического оксидирования. При его реализации покрываемое изделие погружают в кипящий раствор, чаще всего состоящий из щелочи и окислителей — нитратов и нитритов. Получающаяся пленка плотно сцеплена с металлом основы, имеет черный цвет. Для повышения коррозионной стойкости пленку промасливают, благодаря чему ее поры заполняются и становятся непроницаемыми для внешней агрессивной среды. Одним из широко распространенных вариантов оксидирования является воронение. Название происходит от цвета покрытия. Оно черное с синим отливом, как крыло у ворона.
В нашем ассортименте оксидные покрытия можно встретить:

- на винтах установочных, где недопустимо использование мягкого покрытия;



Латунирование и никелерование
Латунирование придает покрываемым изделиям декоративные свойства. Чаще всего используется при монтаже сантехники. Основными составляющими латуни являются медь и цинк в разных сочетаниях, но в принципе преобладает медь. Типичная латунь имеет золотистый цвет. Общепринятый состав электролитически осаждаемой латуни содержит около 60-70% меди и 30-40% цинка.
Латунированные детали представлены в ассортименте ЦКИ мебельными винтами и шурупами, а также мебельными декоративными гайками.

Никелерование используется для придания крепежу большей стойкости в соляном тумане. Толщина наносимого покрытия обычно составляет от 1 до 50 мкм. Никелированию подвергаются детали, изготовленные из стали и сплавов на основе меди, алюминия, железа, а также гальваническое никелирование может наноситься на изделия из титана, молибдена, вольфрама. При никелировании стальных деталей на них обычно наносится подслой меди.
В ЦКИ никелем покрываются заклепки. С подробностями вы можете ознакомиться в разделе «Заклепки».
Лакокрасочные покрытия

Порошковая покраска придает изделиям декоративный вид и стойкость к коррозии. Покраска саморезов, заклепок и другого крепежа увеличивает срок его эксплуатации. Также плюсом является отсутствие «заливания» сложных шлицов на саморезах и винтах, таких как внутренний шестигранник и Torx, а также высокая адгезия к подложке.
Нитрид-титанирование (TiN)
Нитрид титана применяется для покрытия режущего инструмента и битах для увеличения ресурса.
В ассортименте ЦКИ вы можете найти следующие изделия с титан-нитридовым покрытием:
Источник
Методы нанесения металлических и окисных покрытий на металлическую основу.




![]()
![]()
Существует несколько методов нанесения металлических покрытий на металлическую поверхность деталей; горячим методом (погружения в расплав), термомеханическим методом (плакированием), напылением, гальваническим и химическим методами.
Горячим методом наносят пленку, погружая деталь в ванну с расплавленным металлом. В этом случае используют металлы с низкой температурой плавления, например олово и свинец. Горячим способом наносят покрытия на готовые изделия. В авиаконструкциях чаще всего этот метод применяют для лужения электропроводов. Существенный недостаток этого метода — невозможность получения гарантированной толщины покрытия, а также большой расход наносимого металла.
Термомеханический метод (плакирование) используют для защиты коррозии основного металла или сплава другим металлом или сплавом, достаточно устойчивым к воздействию окружающей среды. Соединение металлов покрытия и основы получают прокаткой. На основной лист (или другой вид проката) металла накладывают тонкий лист защитного металла и в горячем состоянии осуществляют прокатку с помощью валков. В этом случае образуется очень прочное соединение ‘ двух металлов за счет взаимной диффузии. В авиаконструкциях часто применяют плакирование технически чистым алюминием. На нем образуется защитная окисная пленка, предохраняющая основной металл от коррозии. Толщина плакирующего слоя колеблется от 3% и выше толщины защищаемого металла. В авиастроении применяют плакированные листы и ленты.
Напыление (металлизация) — процесс нанесения расплавленного металла на поверхность изделия. Он может осуществляться сжатым воздухом или инертным газом. Сущность метода с использованием сжатого воздуха состоит в том, что частицы расплавленного металла, двигаясь большой скоростью, вместе с воздушным потоком ударяются о поверхность защищаемого металла, сцепляются с ней, образуя металлическое покрытие. В электрометаллизаторе (рис. 4) с помощью специального устройства подается проволока 2 к соплу корпуса 1,где электрической дугой 3 проволока расплавляется и капли распыленного металла подхватываются струей сжатого воздуха, проходящего по направляющей трубке 4. Не успевшие застыть капли жидкого металла прилипают к поверхности металлизируемой детали. У этого метода имеются два существенных недостатка. Во-первых, покрытие получается пористым, поскольку застывшие металлические капля ложатся друг на друга. Во-вторых, адгезия покрытия относительно основы довольно слабая, так как горячая капля малого объема, ударяясь о холодную поверхность, остывает быстро и прочная взаимная диффузия не успевает произойти. В связи с этим напыление с помощью сжатого воздуха в авиастроении находит ограниченное применение.
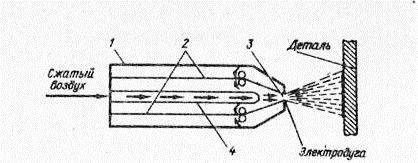
Рис. 4. Схема устройства металлизатора
Более распространено напыление с помощью плазмы. Она образуется в области электрической дуги, сквозь которую пропускается нейтральный газ, например аргон (рис. 5). Таким образом, в плазменную струю 2, выходящую из плазмотрона 1, подается по трубопроводу 3 аргон. В струю аргона через трубопровод 4 подают порошок металла, который мы хотим напылить. Вместе со струей 5 этот порошок подается к поверхности покрываемой детали 6. Практика показала, что плазменное напыление — весьма эффективный способ металлизации.
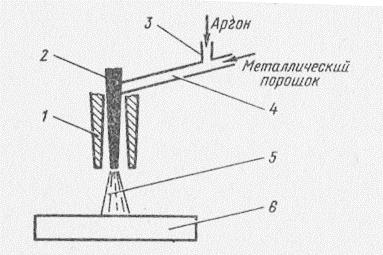
Рис. 5. Схема напыления с помощью плазмы
Все большее распространение находит способ детонационного напыления. Принцип нанесения металла на защищаемую поверхной (рис. 6) состоит в том, что находящийся в камере 1 металлический порошок при взрыве специального вещества взрывной волной 2 с огромной скоростью (до 2000 м/с) направляется к поверхности детали 3. При этом частицы металла покрытия глубоко внедряются в металл основной детали.
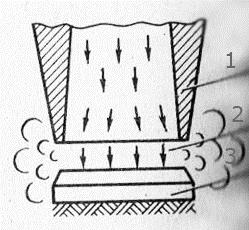
Рис. 6. Схема детонационного напыления
Гальванический метод нанесения покрытий имеет ряд преимуществ по сравнению с другими. Гальванические покрытия характеризуются хорошими физико-химическими и механическими свойствами: повышенными износостойкостью и твердостью, малой пористостью, высокой коррозионной стойкостью. При гальваническом методе имеется возможность точно регулировать толщину покрытия. Покрытие некоторыми металлами можно осуществить только этим методом. Поэтому он получил довольно широкое распространение.

Принцип нанесения покрытия гальваническим методом основан на использовании электролиза. Он основан на электролитической диссоциации, при которой в электролите при растворении какой-либо соли образуются ионы. Ионы в растворе, как и молекулы, движутся хаотически. При подключении источника тока к электродам, опущенным в такой раствор, возникает направленное движение заряженных ионов. Положительные ионы движутся к отрицательному электроду — катоду, поэтому их называют катионами. Отрицательные ионы -анионы — движутся к положительному электроду — аноду. Следовательно, в отличие от электрического тока в металлических проводниках, представляющего собой движение электронов в одном направлении, электрический ток в электролитах представляет собой направленное движение ионов в растворе под действием электрического поля в их направлениях: положительных ионов к катоду и отрицательных аноду.
Рассмотрим конкретный пример. Пусть в электролите растворен медный купорос CuSO4 (рис. 7). В гальванической ванне 1 CuS04 распадается на два иона: положительный (Cu ++ ) и отрицательный (SO4 — ). Покрываемая деталь 2 подвешена на штанге 3, соединенной с катодом. Анодная пластина 4 подвешена на штанге 5. Из рисунка видно, как ион 1 (катион) подходит к детали 2. Здесь он получает недостающие электроны, превращаясь в нейтральную молекулу Cu. Так происходит покрытие детали медью — меднение.
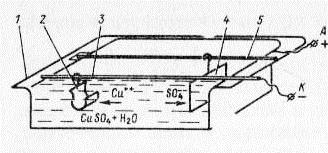
Рис. 7. Гальваническая ванна с электролитом на основе медного купороса
Анодное покрытие при возникновении коррозионной гальванической пары разрушается, сохраняя основу.
Катодное покрытие защищает основу — оно не дает доступа коррозионно-агрессивной среде к защищаемому металлу. При механическом нарушении целостности защитного никелевого покрытия (катода) 1 (рис. 8) разрушается железная деталь 3 (анод), продукты коррозии 2 могут располагаться под покрытием. В этом случае в процессе эксплуатации очень важно не повреждать анодное покрытие.
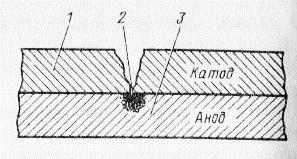
Рис. 8. Разрушение железа — анода, покрытого никелем — катодом
Любое гальваническое покрытие будет прочно соединено с основой только в том случае, если покрываемая поверхность тщательно подготовлена — очищена от грязи, жировых пятен, окисных пленок. Поэтому производственным участкам для подготовки деталей под покрытие уделяется большое внимание. Чистота обработки поверхности, отсутствие пор, раковин и других повреждений способствует образованию более долговечного и надежного покрытия.
Хромирование позволяет получить высокую твердость покрытия, низкий коэффициент трения, высокую износостойкость и коррозионную стойкость. Несмотря на то, что хром относится к электроотрицательным металлам, он может сильно пассивироваться, благодаря чем приобретает свойства благородных металлов. Пассивная плен окислов предохраняет хромовое покрытие от потускнения.
Осаждение хрома на катоде производится из электролита, содержащего в качестве основного компонента не соль, как в больший гальванических процессов, а хромовый ангидрид. Часто хром покрытие получается пористым. При этом сам хром является катодом. Перед хромированием наносят подслой меди и никеля.
Цинкование дает возможность получить анодное цинковое покрытие, преимущества которого описаны выше. Широкое примение такого покрытия обусловлено дешевизной цинка. Существует большое число электролитов, применяющихся для цинкования. Однако всех случаях применяют те или иные соли цинка.
Кадмирование применяют для защиты от коррозии черных металлов. Кадмий химически более устойчив, чем цинк. Однако если цинковое покрытие почти всегда является анодным, то кадмии может менять свой характер. При одних условиях оно может анодным, при других — катодным. Кадмиевое покрытие довольно пластично, что обусловило его применение для защиты от коррозии деталей резьбовых соединений.
К существенным недостаткам кадмиевого покрытия относится что при контакте с различными смазочными и топливными материалами, содержащими сернистые соединения, а также с некоторыми пластмассами, выделяющими газообразные продукты, кадмий довольно быстро разрушается. Вот почему кадмированные детали в авиастроении не применяют в топливных системах.
Химические способы нанесения металлов основаны на возможности химического восстановления ионов, содержащих металл, до чистого металла. Наиболее распространен способ химического никелирования. Такое покрытие хорошо защищает металл от коррозии.
Основным преимуществом химического никелирования является возможность осаждения никеля равномерным слоем на деталях практически любой конфигурации и даже на внутренних стенках труб.
Источник



