
Металлографская печать
Глубокая металлографская печать — это способ печати, при котором элементы изображений углублены в печатной форме. При печати краска из форм переходит на бумагу и при высыхании образует выступающий над поверхностью бумаги красочный слой достаточно большой толщины, который легко почувствовать на ощупь. С помощью металлографской печати достигается высокая точность и четкость воспроизведения рисунка. Мельчайшие элементы изображений на купюрах выполняются именно этим способом.
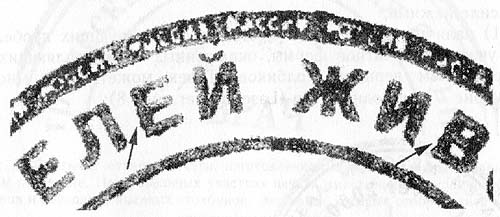
На всех российских купюрах образца 1997 года присутствуют изображения, выполненные металлографской печатью с повышенной рельефностью. Это надпись на лицевой стороне — «БИЛЕТ БАНКА РОССИИ» (в верхней части справа) и метка для людей с ослабленным зрением в виде кружков и прямоугольников. У свежеотпечатанных купюр указанные реквизиты легко воспринимаются на ощупь.


Микротекст на купюре 100 долл. США образца 1996 года,
линии и рисунка выполнены глубокой печатью
II. Исследование оттисков удостоверительных печатных форм, изготовленных по современным технологиям (лазерное гравирование по резине, фотополимерным способом, изготовлением резиновых печатных форм в матрицах, полученных фрезерованием).


На сегодняшний день наибольшее распространение получили такие технологии изготовление печатей:
— технология методом вулканизации резины
Для изготовления печати путем вулканизации предварительно изготавливается матрица с прямым углубленным изображением печатающих элементов, на специальных фрезеровальных станках. Резец формирует печатающие элементы формы. С готовой матрицы, как и в традиционной технологии, путем вулканизации резины получают резиновую удостоверительную печатную форму. В качестве материалов для матриц используют металлы и пластмассы. Установлено, что первые дают более качественное изображение, чем вторые.


Термопресс «сырая» резина
Технология изготовления лазерным гравированием. При изготовлении данного вида удостоверительной печатной формы применяется прямая технология, когда для выборки формного материала используется энергия мощного, тонко сфокусированного лазерного луча. В качестве формного материала используется специальная резина. Лазерный пучок, сфокусированный в пятно размером от единиц до сотен микрон, разогревает формный материал до температуры испарения или термического разложения. В результате в тех местах формы, где она была обработана лазерным пучком, материал удаляется с поверхности и образуются пробельные элементы. При этом одновременно создаются печатающие элементы. Никакая химическая или фотохимическая обработка формы не требуется.

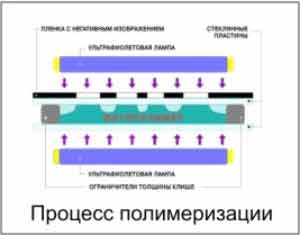
Фотополимерная технология – это изготовление печатей, штампов, факсимиле методом, основанным на свойстве фотополимера постепенно отвердевать по слоям под воздействием ультра-фиолетового освещения определенного спектра.
Метод изготовления печати из жидкого фотополимера.

| Создание макета |


| Монтаж изделия |

Печати, изготовленные при помощи флеш-технологии, имеют ряд немаловажных преимуществ.
На печатающей поверхности нет выступающих частей, которые могут изнашиваться и крошиться, не нужна штемпельная подушка. Количество оттисков, получаемых после одной заправки 5-8 тысяч, после чего печать можно снова неоднократно заправлять. Можно получить многоцветные печати.
Процесс изготовления включает 5 этапов:
1 Вывод оригинал-макета на лазерном принтере (позитив)
2 Монтаж заготовки на флэш-установке
4 Монтаж клише печати в оснастку
5 Наполнение печати чернилами
Этот метод позволяет изготавливать печати с более высокой степенью защиты от подделки.




Для флеш-технологии необходима термочувствительная пористая резина. В процессе изготовления печати некоторые поры резины запекают. На запекаемую поверхность накладывают специальную светочувствительную углеродную пленку.
Световая энергия лампы-вспышки преобразуется в тепловую энергию (70-75 С). При поглощении света лампы углеродная пленка нагревается и при контакте с поверхностью резины запекает ее поры. Находящиеся под изображением поры остаются открытыми. Затем заливаются чернила через специальное отверстие (щтуцер) в оснастку с припаянной или приклеенной печатью.
Для полного насыщения резины необходимо 1-2 часа. Если чернила нагреть до температуры 30-35 С, время заполнения можно значительно сократить. После насыщения чернилами печати или штампа, выход чернил, необходимых для заполнения, определяется из таблицы (для обыкновенной круглой печати диаметром 40-45 мм — 2-3 грамма).
При решении вопроса: «не одной ли и той же печатью нанесены оттиски?» необходимо определиться со способом изготовления печати (штампа), что бы знать в каком направлении вести исследования. Так как, определив способ изготовления печати можно будет целенаправленно искать, и изучать именно те признаки, которые характерны для конкретного способа.
Если это печать, изготовленная традиционным способом, то эксперт прежде всего будет обращать внимание на взаимное размещение элементов оттиска: изучать их смещения по вертикали и горизонтали, положение по отношению к центру, деформацию букв и цифр и др.
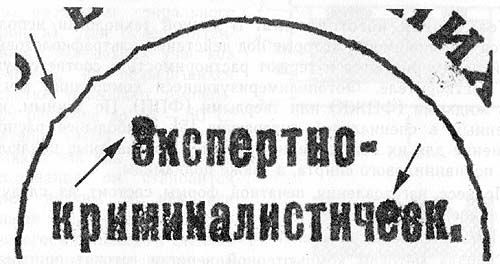
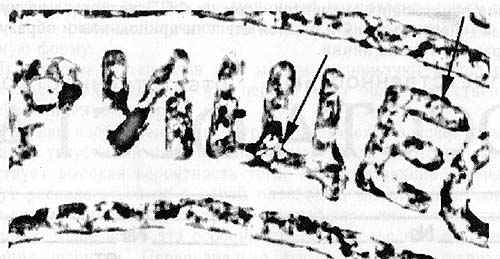
Фрагмент оттиска печати, изготовленной традиционным способом. Стрелками отмечены часто встречающиеся признаки данного вида удостоверительных печатных форм: «забитость» шрифта, деформация линий окружностей
Если будет установлен способ лазерного гравирования, эксперт будет изучать разрывы в тонких штрихах, обращать внимание на отсутствие отдельных элементов, проверять устойчивость выявленных признаков (известно, например, что разрыв может произойти не от отсутствия элемента в печати; при определенных условиях элемент может полностью отобразиться), искать дефекты удостоверительной печатной формы, связанные с качеством использованной резины, и др.
Фрагмент оттиска печати, изготовленной прямым лазерным гравированием по резине. Стрелками показаны линии границы штрихов, имеющие пилообразную форму
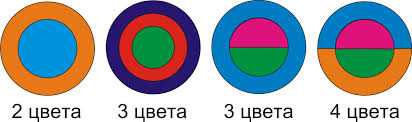
В случае изготовления печати (штампа) по фотополимерной технологии эксперт будет изучать особенности распределения штемпельной краски в штрихах, так как качество изготовления такой удостоверительной печатной формы может быть как очень высоким, так и низким. Наличие на поверхности печатающих элементов следов лопнувших пузырьков воздуха в полимерном слое может отобразиться в виде неокрашенных круглых пятнышек или в виде точки с неокрашенным кольцом. И очень существенным признаком будет наличие посторонних дополнительных небольших штрихов, примыкающих к печатным элементам. Не зная способа изготовления печати (штампа), эти признаки можно не заметить.
Стрелками показаны неокрашенные участки круглой формы и точки с неокрашенными вокруг них кольцами в которых отобразились особенности строения фотополимера
В оттисках резиновых печатей, полученных с матриц, изготовленных фрезерованием, обычно ищут разрывы в штрихах в местах их пересечения, обращают внимание на отсутствие элементов, особенности их строения (в связи с фрезерованием матрицы). Если будут обнаружены устойчивые различия, то можно говорить о разных печатях, а сходство не может исключить изготовления их с одной матрицы.
Важно при обнаружении и оценке признаков установить причину их возникновения. Например, круглые неокрашенные пятнышки появляются в любых штрихах, если используется штемпельная подушка из крупнопористого материала; признаки маскируются, если подушка обильно смочена краской; образуются новые, нехарактерные для данной печати признаки, если используется непроклеенная бумага или краска не густая.
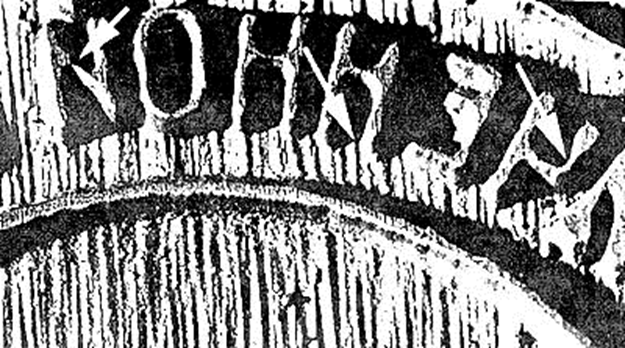
Фрагмент печати, изготовленной прямым лазерным гравированием по резине с грубыми нарушениями технологических правил, что вызвало затруднение при определении способа ее изготовления. Стрелками показаны неровные края печатающих элементов, утончение, разрывы элементов, а также нагромождение на пробельных участках непараллельных линий различной ширины, являющихся следами обработки лазерным лучом
Таким образом, установив способ изготовления удостоверительной печатной формы, можно целенаправленно изучать другие признаки (зависит от задачи): удостовериться в их устойчивости, влиянии на них условий нанесения, воспроизвести эти условия (по возможности и с разрешения следователя), получив оттиски непосредственно на документе или подобной ему бумаге, запросив печати (штампы), не только изъятые у подозреваемого, но и подлинные.
Более полную информацию о структуре поверхности печатающих элементов и устойчивости отображения признаков можно получить, изучив их оттиски на мелованной бумаге.
Источник
Способы печати банкнот Банка России

Производство денежных знаков — трудоемкий процесс, предполагающий не только изготовление самих денег на прочной и износостойкой бумаге, но обеспечение соответствующей защиты от копирования. Существует около десятка разных способов печати банкнот Банка России, из которых наиболее популярными считаются следующие.
Орловская печать
Название процесса связано с фамилией его разработчика, Ивана Орлова, работавшего в конце XIX в. на фабрике «Гознака». В то время для печати каждого цвета, составлявшего рисунок на купюре, требовалась отдельная форма, которая оттискивалась на фрагменте специальной бумаги. Добиться идеальной накладки линий и границ краски было невозможно. Орлов спроектировал эластичный валик с мягкой структурой, на который переносились фрагменты рисунков с каждой промежуточной формы. С вала вся палитра красок перемещалась на общую форму, где цветовая картинка отображается уже в полной мере. Таким образом, многокрасочная однопрогонная печать позволяет исключить разрывы штрихов, наложения одного цвета на другой, а также другие дефекты в процессе работы. Краски совмещаются друг с другом в неразрывных линиях буквально с ювелирной точностью, а необходимый фрагмент рисунка получается всего за один прогон листа через станок.

Первая печатная установка была запущена в действие в 1893 г., а первыми деньгами, опробованными на новом оборудовании стали кредитные билеты номиналом 25 руб. Примером орловской печати является орнаментальная полоска, расположенная слева на лицевой стороне российских купюр (кроме достоинства 10 руб.). Все штриховые элементы точно совмещены друг с другом, а если посмотреть банкноты на просвет, то можно увидеть, как закрашенные фрагменты с обеих сторон (лицевая и тыльная) сливаются в новый узор. Подделать такой эффект без наличия сложного оборудования нереально, боле того, право на использование подобных установок лицензируется на государственном уровне.
Офсетная печать
Особенностью этого способа является то, что пробельные и печатающие элементы укладываются в одну плоскость. Однако поверхности их смачиваются разными составами, пробельные — водой, печатающие — жирным раствором. соответственно, первые будут отталкивать воду, но хорошо впитывать краску (гидрофобные), вторые — наоборот, поглощают воду, но отторгают краску (гидрофильные).

В процессе печати краска сначала наносится на промежуточное полотно, эластичное по структуре, материал — резина, а уже с него производится оттиск на бумагу. Отпечаток получается тонкий, ровный, сквозь него можно рассмотреть фактуру бумаги. Сами же краски подразделяются на три категории: красные, синие и желтые.
Офсетным методом обычно создаются выборочные дополнительные элементы либо фоновая сетка. Иногда она используется для нанесения основного рисунка, но преимущественно на банкнотах мелкого достоинства. Этим же способом печатаются практически вся типографская продукция: календари, журналы, буклеты и т.д. Разница лишь в том, что для массового потребительского сегмента применяется растровый офсет, основанный на упорядочивании разноцветных точек, а валюта печатается штриховым офсетом.
Современное оборудование позволяет значительно ускорить технологический процесс, создавая одновременно по 4 шаблона с обеих сторон банкнот. Диапазон цветов также широк, до 10 оттенков. Возможность контроля подачи чернил по сдвоенному или разделительным каналам делает доступным создавать максимально сложные узоры, повторить которые для фальшивомонетчиков очень трудно.
Металлографическая печать
Впервые была применена в 1887 г. и с тех пор получила широкое распространение среди эмитентов денежных знаков. Из самого названия уже понятно, что основные формы изготавливаются из металла, а если быть точнее — стали и никеля. Визуально это пластины с хорошо отполированной поверхностью, на которые под прессом наносится нужный рисунок. Для создания формы-оригинала используется только ручная гравировка, так называемый «оригинальный штемпель».

Узоры, получающиеся на подобных гравировальных установках, состоят из множества линий, которые в ходе травления преобразуются в конечное изображение, видимое впоследствии на купюре. Чтобы растиражировать рисунок, необходимо настроить автоматизированную гальванолинию либо использовать высокочастотное оборудование.
Краска, наносимая на печатные формы, покрывает пробельные и гравюрные элементы с разной интенсивностью. Рисунок получается в результате давления формы на бумагу под большим прессом. Как утверждают специалисты, одно из основных преимуществ металлографии — возможность варьирования цветами и, как результат, получения широкого оттеночного спектра для печати, а также объемных и красочных изображений.
Различают два вида металлографической печати:
- Высокий. Печатающие элементы располагаются выше пробельных, вследствие чего рисунок по краям имеет характерные «бортики», прощупывающиеся пальцами. Таким методом на банкноты наносятся серийные номера.
- Глубокий. Элементы изображений располагаются ниже пробельных для того, чтобы при заполнении формы краской она оставляла при высыхании на бумаге более толстый слой. Повышенную рельефность можно протестировать на всех российских купюрах выпуска 1997 г. Также метод применяется для нанесения специальных меток для незрячих людей.
Ирисовая печать
Одна из разновидностей офсетной печати, при которой многоцветное изображение получается с плавными переходами оттенков без четко обозначенных границ. Краски смешиваются, проходя через систему валиков и образуя микроузоры, «сотканные» из тонких линий и штрихов. На российских банкнотах подобные участки размещаются на оборотных сторонах, имея вид шестиугольников разного формата. В различных купюрах границы градиента могут иметь незначительное смещение, в пределах допусков это не считается дефектом.

Производство бумаги
Для производства денежной бумаги используется лен и хлопок, обычно это обрезки из льняных и хлопчатобумажных тканей в разной пропорции. Ориентировочно процент целлюлозы составляет 95-98%. Сырье сортируется, проверяется на наличие инородных элементов, измельчается и отправляется в специальный котел, где под действием пара превращается в однородную бумажную массу. Далее, материал поступает в вымывную машину, хорошо промывается артезианской водой и смешивается с отбеливателем. Через несколько дней, когда масса приобретен нужную консистенцию, ее отправляют в размольную машину и смешивают с красителями и цветными волокнами.

Излишняя влага убирается путем прокатки через проволочную сетку, в процессе чего волокна между собой переплетаются и становятся похожими на бумажное полотно. Окончательный вид материал приобретает после прогонки через вакуумные валики и отсосы, чтобы еще больше уплотнить волокна и придать им требуемую структуру. Окончательный производственный этап — сушка. Здесь также используется система валиков, разогретых паром. После обработки бумага становится похожей на промокательную.
Чтобы добиться нужной плотности, бумагу пропитывают клеем, в составе которого содержится животный жир, а также глицерином. Готовые просушенные полотна разрезают на листы и отправляют на печать. После четко выдержанного технологического процесса купюры становятся устойчивыми к разрыву, многократным изгибам и характерно хрустят.

Дополнительно в бумагу добавляются различные защитные волокна, хаотично распределенные по общему полотну. Они могут быть как в толще листа, так и быть заметными на поверхности. Также существует практика ввода в сырьевую массу разноцветных полимерных частиц, кружочков, прямоугольников и прочих геометрических фигурок, обобщенно называемых конфетти.
Обязательный элемент денежных купюр — водяные знаки. Они могут быть двух- или многотоновые, представляя собой затемненные или, наоборот, высветленные участки, выделяющие на основном фоне листа. Водяные знаки должны хорошо просматриваться на просвете, но не иметь четких границ. Эффект размытости объясняется отсутствием однородности толщины бумаги. По своему назначению знаки различают на:
- Локальные. Рисунок, размещенный в одном определенном участке купюры. Как правило, на купонном поле.
- Общие. Рисунок, симметрично нанесенный по всему полю банкноты с определенным повторением.
Отсутствие оптического отбеливателя в составе денежной бумаги является причиной того, что в ультрафиолетовом свете она не люминесцирует. В отличие от обычной, которая под УФ-лампой начинает светиться голубым цветом.
В России поставки специализированной бумаги осуществляются из двух мест: Санкт-Петербургской бумажной фабрики Гознака и Краснокамской бумажной фабрики Гознака.
Полиграфические методы защиты
По статистике процент подделок бумажных денег и ценных бумаг в общем количестве экономических преступлений равняется приблизительно 7-9%. Логично, что предприятия, занимающиеся выпуском документов строгой государственной отчетности, стараются всячески обезопасить свою продукцию от потенциальных мошенников.

В отношении денежных знаков применяются следующие полиграфические способы защиты:
Гильошные элементы
Определение гильоша звучит как рисунок сложной геометрической формы, созданный переплетением множества тонких линий и используемый на оттиске в качестве фона. Это могут быть всевозможные виньетки, сетки, бордюры и прочие узоры, дизайн которых просчитывается автоматически, с использованием математических формул, имеющих десятки цифр после запятой. Вариантов гильошей существует бесконечное количество, что и создает трудности для подделки. Если гильошная композиция создается методом орловской печати, то воспроизвести размытость контуров и вовсе не представляется возможным. Элементы рисунков настолько малы по толщине, что справиться с копированием не способны даже ультрасовременные сканеры и множительные аппараты. Техника нанесения гильошей применялась еще в период правления Александра II. В 1866 г. ее использовали для выпуска новых ассигнаций.
Дефекты
Чтобы ввести в заблуждение фальшивомонетчиков, сыграв на их невнимательности, иногда при производстве купюр специально допускают различные огрехи. Например, ставят лишние знаки препинания или, наоборот, убирают нужную пунктуацию. Также это могут быть пропущенные буквы, кривые линии, знаки, сдвинутые в сторону от основной оси и т. д. Предполагается, что мошенники не обратят на подобные неточности внимания, из-за чего и попадут в зону внимания тех, кто знает о дефектах-ловушках и отслеживает их подделку.

Микротекст
Очень популярный способ защиты, особенно в век развития копировальной техники. Суть его лежит в том, что на бумажный или полимерный носитель наносится некий набор символов, воспринимаемый человеческим глазом, как сплошная линия. На самом же деле это микротекст очень малого размера, как правило, в пределах 120 мкм. При сканировании он теряется на копии, так как копировальное оборудование не распознает такие мелкие знаки.
Скрытые изображения
Большинство фантомных (призрачных) рисунков создаются методом глубокой печати. В основе более простого способа лежит создание изображения из одинаковых по ширине линий, расположенных параллельно друг другу, но разных по рельефности. Тогда при обычном освещении никакой разницы видно не будет, а если посмотреть на банкноту под определенным углом, то станет заметно, что задний план значительно светлее переднего.
В усложненном варианте линии делаются одного рельефа, но передние будут перпендикулярны задним. В зависимости от наклона освещения оттенки переднего и заднего плана будут приобретать более светлые и темные оттенки, соответственно. Неподготовленным глазом и при отсутствии должного оборудования увидеть этот эффект достаточно сложно. Хотя на некоторых подделках он просматривается хорошо, причем независимо от угла зрения.
Метамерный эффект
Относится к категории скрытых изображений, дизайн которых закладывается еще при разработке общей концепции банкноты. Защита состоит в том, что различные материалы при одном освещении приобретают одинаковую окраску, а при другом — становятся совершенно другими по цвету. Сканеры и принтеры не способны воспроизвести подобный эффект. Ярким примером метамерного изображения служит рисунок кролика, сидящего в густых зарослях на одной из купюр Нидерландов. При обычном свете он невидим для зрения, а под красным фильтром просматривается очень четко и ясно.
Совмещающиеся элементы
Одна часть изображения наносится на лицевую сторону денежного знака, другая пропечатывается с изнаночной стороны. Просматривая купюру на просвет, можно увидеть, как элементы совпадают друг с другом по всем линиям, соединяясь в единую композицию. В противном случае это подделка. В стандартных типографских условиях воспроизвести совмещающиеся изображения крайне сложно.
Источник



