
- Пайка труб ПНД – оборудование и порядок действий
- Выбор способа пайки ПНД труб
- Стыковая сварка полиэтиленовых труб
- Муфтовая сварка ПНД труб
- Электромуфтовая сварка
- Необходимое оборудование и инструменты
- Как выполняется пайка полипропиленовых труб в труднодоступных местах
- Технология пайки труб из полиэтилена низкого давления (ПНД)
- Способы соединений ПЭ
- Сварка ПНД труб встык
- Муфтовая сварка ПНД труб
- Электрическая муфтовая сварка
- Какой способ выбрать
Пайка труб ПНД – оборудование и порядок действий
Установка и обслуживание водопровода требует проведения ряда специфических процедур, одной из которых считается пайка ПНД труб. Для ее осуществления используются специализированные инструменты. Также существуют правила проведения подобных процедур, которые надо соблюдать для достижения лучшего результата.
Выбор способа пайки ПНД труб
Имеется несколько основных способов пайки ПНД труб. Для различных условий работы предпочтительны разные способы. Все они имеют плюсы и минусы, что зачастую осложняет выбор. Однако информация о конкретных условиях поможет определить вид пайки.
Во многих случаях при установке трубопровода очень важно сохранить гибкость всего участка. Какие-либо жесткие негнущиеся элементы могут усложнить эксплуатацию. В таком случае лучший выбор – стыковая сварка. Оно достаточно проста в исполнении и не требует дорогих компонентов.
Проведение работ в труднодоступных местах предполагает муфтовую пайку. Она поможет соединить участки трубопровода, даже если они абсолютно неподвижны друг относительно друга.
Электромуфтовый способ придет на выручку тогда, когда планируется соединение в очень стесненном пространстве. Также этот способ считается одним из самых быстрых, что может быть принципиальным фактором при выборе.
Важно! Если же части необходимо соединить на время каких-либо работ и постоянное соединение не предполагается, то логичнее использовать не пайку, а обычное разъемное соединение.
Стыковая сварка полиэтиленовых труб
Самым распространенным способом соединения ПНД представляется стыковая сварка. Она действительно очень экономична и проста в использовании. К тому же обеспечивает достаточный ресурс соединения. Для осуществления метода необходимо специализированное сварочное оборудование. Способ подойдет для тех мест, где трубы достаточно свободно двигаются и где желательно оставить эту гибкость.
Метод может быть использован при открытой прокладке трубопровода, а также в траншеях.
Порядок проведения стыковой сварки:
- Две части устанавливаются в держателе сварочного аппарата, который направляет изделия друг на друга без смещения.
- Далее фиксаторами агрегаты закрепляются в держателе.
- При помощи спиртового раствора края необходимо очистить от разных загрязнений. Желательно использовать материалы, которые не оставляют после себя ворса.
- При помощи торцовки края также обрабатываются механически. Им придается соответствующая форма. Обработка проводится до того момента, пока не появится стружка толщиной менее 0.5 мм.
- Затем мастеру необходимо вручную проверить торцы на параллельность. Если возникают зазоры, то процедура торцовки повторяется.
- Нагревательным элементом торцы соединяемых изделий одновременно разогреваются.
- Как только края немного оплавились, нагрев прекращается, а сами изделия плотно соединяются друг с другом. Детали прижимаются до тех пор, пока соединение не заимеет достаточную прочность. В большинстве случаев хватает 5-10 минут.
- После проведения работ необходимо внимательно осмотреть сварной шов, а также убедиться в прочности соединения.
 Обработка торцов
Обработка торцов
Конечное качество спайки очень сильно зависит от качества проведения предварительных работ. Хорошо зачищенные и подготовленные края гораздо лучше спаяются между собой. Таким образом, можно будет добиться очень хорошего результата.
Важно! Стыковая сварка обязательно проводится при помощи одного шва. В противном случае прочность и долговечность соединения будет минимальной.
Муфтовая сварка ПНД труб
Муфтовая сварка имеет другой порядок действий и иной набор материалов. Для проведения работ обязательно понадобится паяльник для ПНД труб, а также набор насадок. Часто в таких соединениях используется дополнительная аппаратура, такая как уголки и эксцентрики. Соединение торцов изделий проводится после того, как к ним будут присоединены фитинги.
В работе используется паяльник для полипропиленовых труб, который содержит несколько металлических деталей. Эти детали и нагревают пластиковые агрегаты. Одна из них представляет собой дорн – специальный элемент, который вставляется во внутреннюю часть фитинга. Другая же, гильза, служит для нагрева самого участка.
Проведение муфтовой сварки требует особой подготовки. Нужно осуществить ряд действий, помогающих повысить качество соединения:
- Заготовки должны быть подрезаны и выставлены ровно друг напротив друга.
- Края нужно очистить от загрязнений и остатков пластика.
- Те трубы, которые сейчас не используются, необходимо заткнуть пробками во избежание засорений.
- Нужно осмотреть паяльный прибор на наличие загрязнений или остатков пластика от прошлых работ. В случае необходимости очистить.
После проведения всех подготовительных работ можно со спокойной душой взяться за реализацию данного метода сварки. Порядок реализации:
- Соединяемые детали нагреваются паяльником до определенной температуры. Обычно за этой температурой следит сам прибор, который в нужный момент подаст сигнал об остановке нагрева.
- Труба с усилием вставляется в гильзу, а фитинг насаживается на дорн. Часто для выполнения этих операций потребуется довольно большое усилие. Вставлять детали необходимо до упора.
- Лишняя часть пластика будет выдавлена наружу и создаст валик в виде кольца.
- Затем обе детали необходимо снять с инструмента и плотно соединить между собой.
- После полного остывания можно продолжать работу по подключению трубопровода.
Важно! Во время остывания необходимо обеспечить полный покой соединению. Любые воздействия на данном этапе могут нарушить герметичность соединения.
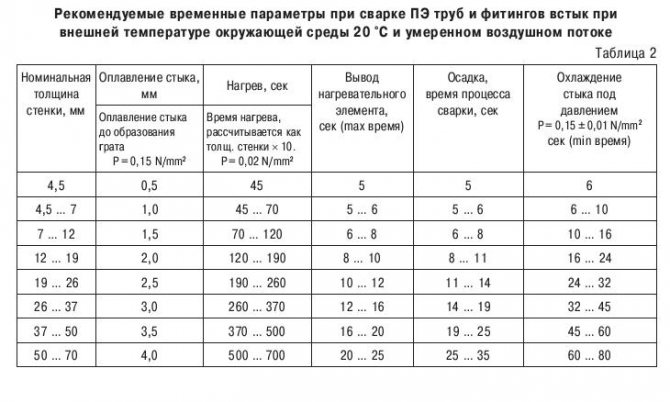
Продолжительность пайки можно узнать из нормативов, в которых это время указано в зависимости от диаметра деталей.
 Соединение с фитингом
Соединение с фитингом
Также необходимо помнить, что прикладывать усилия при соединении трубы и фитинга необходимо только до тех пор, пока детали не уперлись. Если продолжить воздействие, можно нарушить целостность соединения, что вызовет негативные последствия в будущем.
Электромуфтовая сварка
Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.
 Пробки на торцах
Пробки на торцах
Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
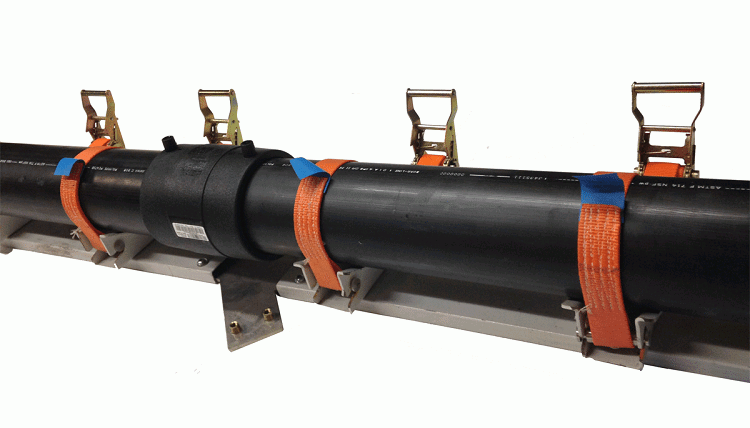
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок. Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Необходимое оборудование и инструменты
Пайка труб, изготовленных из ПНД, невозможна без использования ряда особых устройств. Самым главным в данном случае представляется сварочный станок. Он представляет собой особое устройство, в котором находится нагревательный элемент. От этого элемента отходят держатели для различных насадок. Именно эти насадки и используются для оплавления материала.
Стыковочное сваривание полиэтиленовых труб требует также особых измеряющих и центровочных компонентов. Они необходимы для четкой фиксации изделий друг напротив друга.
Обычно приборы по варке не используются в домашних условиях. Ими пользуются в промышленности, а также профессиональные сантехники. Это объясняется повышенной сложностью проведения подобных работ и риском получения утечек. Но иногда подобные работы можно осуществить своими руками. Ведь если придерживаться простых правил, то все риски сведутся к минимуму.
Вместе с паяльником, для проведения работ могут понадобиться:
- рулетка;
- профессиональный труборез;
- средство для обезжиривания и очистки поверхностей;
- маркер для проставления отметок.
Ножницы или труборез часто идут в комплекте с паяльником, так что приобретать его отдельно, скорее всего, не придется.
При муфтовой сварке понадобится также отдельный набор фитингов разных размеров. Это могут быть прямые или угловые муфты, краны, распределители или тройники.
Также иногда используются и другие инструменты для пайки труб, помогающие мастеру выполнить работу максимально эффективно.
Как выполняется пайка полипропиленовых труб в труднодоступных местах
К труднодоступным местам для проведения сварки обычно относят пространство под потолком, точки в углах и ограниченные пространства, в которых невозможна установка паяльного аппарата на подставке.
Проблема может решиться использованием крюка, который выдержит вес паяльного аппарата. На него подвешивается инструмент, и работы проводятся в таком положении. Также в условиях стесненности широкое применение нашли электромуфтовым соединениям. Они не требуют установки сварочного аппарата в непосредственной близости от свариваемых частей. Используются лишь фитинги пайки ПНД труб, которые присоединяются к устройству при помощи проводов.
Если свариваемые трубы находятся очень близко друг к другу, то используют прием поочередного нагрева торцов. Сначала прогревают один торец до более высокой температуры, чем необходимо. Затем разогревается вторая часть, по возможности с большей скоростью.
Важно! Иногда надо спаять две трубы, не меняя их длины. Тогда помогут поворотные фитинги, которые помогут спаять трубы в разных плоскостях, а затем соединить их.
Пайка в углах проводится с повышенным вниманием ко всем замерам. Тут очень важно сохранить прямой угол, чтобы не был нарушен ход жидкости. Используются муфты с углом разворота 90 градусов. В целом, методы проведения сварки идентичны обычному прямому участку. Рекомендуется приобретать муфты и трубы от одного производителя. Это дает возможность добиться лучшего соответствия спаиваемых материалов.
Источник
Технология пайки труб из полиэтилена низкого давления (ПНД)
Полиэтиленовые трубы прочно вошли в нашу современную жизнь. Без них не обходится ни одна сфера промышленности и строительства. Нашли они широкое применение и в быту. Для образования трубопроводных линий различного назначения, используют несколько вариантов.
Способы соединений ПЭ
Существует несколько типов подсоединений полиэтиленовых труб.
Они подразделяются на несколько групп:
Первый позволяет разобрать готовую конструкцию. Его используют в случае необходимости разборки после использования. Для соединения используют металлические фланцы. Самым прочным считается неразъемное соединение. Оно достигается пайкой или методом сварки, которая подразделяется на муфтовую, стыковую.
Сварка ПНД труб встык
Работы проходят на сварочном оборудовании, предназначенном для сваривания полиэтиленовых деталей. Максимальный эффект достигается при пайке труб, изготовленных из ПНД. Этот метод применяется для прокладки открытого трубопровода, а также траншейного способа. Чтобы достичь высокой прочности стыковой сварки, общее подсоединение выполняют одним швом. В случае сварки несколькими швами, прочность соединения иногда может получиться слишком низкой.
Муфтовая сварка ПНД труб
Работа осуществляются особым сварочным оборудованием (паяльником), укомплектованным специальными разнообразными насадками, определенного диаметра.
Для получения прочного соединения, монтажники пользуются всевозможными фитингами:
Сварку ПНД изделий паяльным оборудованием, легко выполнить самостоятельно.
Для этого требуется соблюдать определенные правила:
- специальными ножницами заготавливают заготовки определенного размера;
- очищают торцы соединяемых деталей;
- чтобы исключить попадание грязи, пробками закрывают трубы, которые, не будут свариваться в это время;
- проводят чистку нагреваемых деталей паяльника.
После проведения подготовительных работ, выполняют пайку в определенной последовательности:
- Паяльник нагревают до нужной температуры. Индикатор покажет максимальный разогрев.
- В специальную гильзу вставляют заготовку.
- До упора с силой насаживается фитинг.
- Через пять секунд, разогретые заготовки снимаются. Т
- Трубы соединяют с фитингом, создавая плотное соприкосновение с образовавшимся гратом (кольцевой валик на концах нагретых деталей).
- Сваренные трубы должны полностью остыть. В этот момент они не должны испытывать внешних воздействий.
Процесс пайки доступен любому человеку. Но существует несколько тонкостей, которые необходимо учитывать. Продолжительность процесса пайки определяется по специальным таблицам в зависимости от диаметра трубы.
В случае муфтовой пайки, надавливание, вставляемых деталей, необходимо прекратить, если они коснулись упора. Если это правило игнорировать, прочность соединения будет очень низкой. Так как, довольно сложно определить величину погружения детали при сварке, глубину необходимо предварительно измерить, на поверхности детали нанести яркую метку.
Электрическая муфтовая сварка
Этот вариант используется для образования соединений, отличающихся повышенной прочностью. При работе пользуются особой электрической муфтой, комплектуемой нагревательными (закладными) деталями. Во время сварки пользуются фитингами, оборудованными нагревательными спиралями. Частичное расплавление позволяет получить монолитную конструкцию.
Основным преимуществом электромуфтовой сварки считается отсутствие образования грата. Детали можно сваривать в наиболее труднодоступных местах — не требуется устанавливать большие сварочные аппараты.
Технологический процесс электрической муфтовой сварки
- Специальными ножницами нарезаются заготовки труб (выдерживается определенный размер).
- Электромуфту, а также поверхность заготовок, тщательно очищают. Удаляют жир, скопившуюся грязь, пыль.
- Чтобы контролировать нужную глубину вставки заготовки в муфту, необходимо нанести на нее яркую метку.
- Отверстия не свариваемых труб, закрываются заглушками. Это позволяет избежать охлаждения.
- С помощью кабелей, электромуфту подключают к сварочному аппарату.
- Для запуска сварочного процесса, необходимо нажать кнопку «Пуск». Аппарат выключается автоматически после окончания сварки.
- Чтобы сварное соединение можно было начать эксплуатировать, необходимо подождать один час, пока не произойдет окончательного затвердения деталей.
Чтобы достичь высокого качества сварки, детали должны оставаться неподвижными, как в момент работы, а также во время последующего остывания.
К показателю качества, полученного сварного соединения, относится толщина валика. Она должна составлять 1/3 от половины размера толщины трубы. Грат обязательно должен закрывать метку, предварительно нанесенную на поверхность заготовки.
Допускаемое смещение свариваемых участков, должно быть не более 10% толщины стенки детали.
Какой способ выбрать
Каждый из выше перечисленных вариантов, отличается положительными, а также отрицательными сторонами. При определенных условиях не каждым способом можно воспользоваться, чтобы сваривать напорные ПНД трубы. Существует несколько важных факторов, оказывающих влияние на создание сварных соединений ПЭ труб в зависимости от конкретных условий.
К примеру, чтобы достичь гибкого соединения по всей длине трубопровода, исключить образование жестких участков, оптимальным способом считается стыковая сварка. К ее дополнительным положительным качествам можно отнести высокую экономичность, простоту работы и обслуживания.
Для выполнения пайки в труднодоступных участках, когда невозможно получить осевые смещения, когда сложно воспользоваться другим оборудованием, идеальным, единственно приемлемым, считается муфтовое соединение.
Когда необходимо выполнить работу на ограниченном пространстве, труднодоступном участке, сварку ПНД изделий осуществляет электромуфтовым способом. Важным преимуществом такого способа считается его быстрота. Это особенно важно при выполнении срочных работ.
Если при исполнении краткосрочной работы, не требуется использовать пайку, когда достаточно создать одноразовое соединение, можно воспользоваться временным, специальным разъемным соединением.
Источник



