
Пайка печатных плат
 Пайка печатных плат – процедура соединения электрическим и механическим способом электронных компонентов на пластине из диэлектрика с использованием расплавляемого металла – припоя. Данный приём принято также называть технологией монтажа на поверхность (ТМП) или SMT (англ. Surface Mount Technology).
Пайка печатных плат – процедура соединения электрическим и механическим способом электронных компонентов на пластине из диэлектрика с использованием расплавляемого металла – припоя. Данный приём принято также называть технологией монтажа на поверхность (ТМП) или SMT (англ. Surface Mount Technology).
Монтаж печатных плат – достаточно трудоёмкий процесс, применяемый в производстве радиоэлектронных узлов. Впервые он появился в 60-е гг. XX в., а широкое распространение в области радиоэлектроники получил в конце 80-х гг. Преимущественное отличие данного способа от «традиционных» проявляется в использовании предварительно нанесённого на пластину припоя (либо паяльной пасты) с последующим лужением, в результате чего соединение становится более прочным и надёжным.
Классификация видов пайки
В зависимости от синхронизации установки электронных элементов пайка плат бывает двух видов:
- 1) групповая (одновременная) – данный способ воздействует на всю поверхность диэлектрической пластины;
- 2) индивидуальная (селективная) – при таком виде происходит акцент исключительно на конкретном участке поверхности.
По способу применения определённых технологий выделяют следующие виды пайки плат:
- Волной припоя;
- В парогазовой фазе (среде);
- Инфракрасным нагревом (под воздействием ИК-лучей);
- Конвекционным методом (теплообменом);
- Лазерным способом.
Этапы пайки печатных плат
Пайка печатных плат включает в себя определённую последовательность этапов.
На первом этапе происходит нанесение клея, флюса или паяльной пасты (припоя) на диэлектрическую пластину. Соединительный материал наносится различными методами:
Способ подходит только для нанесения клея или флюса. Сначала стержень погружают в резервуар, чтобы набрать определённое количество соединительного материала. Затем его опускают на пластину в тех местах, где нужно нанести точку. При этом следует учитывать, чтобы сам стержень не касался вплотную пластины: иначе возможно нарушение формы нанесённой точки.
Путём трафаретной печати.
Данный метод подходит только для клеев или припоя, но не для флюса, поскольку он обладает низкой вязкостью. А это препятствует более прочному соединению с поверхностью. Такой способ основан на нанесении соединительного материала через отверстия (апертуры) в трафарете специальным устройством – ракелем.
Дозирование материалов пульсационным, винтовым или поршневым насосом.
Метод подходит только для пасты или клея, поскольку они обладают более высокой вязкостью по сравнению с флюсом. При данном способе перед пайкой происходит точечное нанесение соединительного материала на диэлектрическую плату с помощью дозатора под действием импульса давления, архимедова винта или поршня.
Следующим этапом пайки печатных плат является установка компонентов на поверхность. Как правило, данный процесс осуществляется как ручным способом, так и на автоматах или полуавтоматах.
Помимо сложности печатной платы производительность труда при ручной пайке зависит от квалификации сборщика, а при автоматической – от типа станков, которые бывают двух видов:
У современного автоматического оборудования захват и установка компонентов осуществляется специальной вакуумной головкой. В зависимости от сложности монтажа установки выделяются следующие виды групп электронных элементов:
- 1) Обычные компоненты (в корпусах до 0402; с шагом выводов до 0,8 мм);
- 2) Компоненты с мелким шагом (менее чем 0,8 мм; в корпусах 0201 и менее);
- 3) Микросхемы с матричным расположением выводов.
При комбинированной пайке плат этап установки строится следующим образом: сначала на высокопроизводительном оборудовании устанавливаются обычные компоненты. После этого на высокоточных автоматах идёт монтаж более мелких микроэлементов.
Наконец, завершающий этап – это пайка плат оплавлением, которое происходит путём:
- 1) ИК-излучения – осуществляется специальными инфракрасными лампами;
- 2) Нагрева в парогазовой фазе – в отличие от первого способа он происходит за счёт передачи тепла от испарённого теплоносителя;
- 3) Способа конвекции (теплообмена) – производится при помощи теплообмена, создаваемого благодаря горячему воздуху либо азоту. При равномерном нагреве в специальных печах изделия получают более качественные соединения.
Из всех вышеперечисленных способов пайки печатных плат чаще всего применяют метод конвекции, поскольку он считается самым выгодным методом получения качественных изделий.
ООО «Вектор» предлагает своим клиентам полный спектр услуг по производству радиоэлектронных узлов. Наша команда предоставляет автоматический и ручной монтаж печатных плат с последующим контролем качества на каждом этапе в процессе пайки. Если у Вас возникли вопросы, позвоните по телефону 8 (495) 644-45-26. При заказе на изготовление или монтаж печатных плат заполните бланк и отправьте его на почту smt@vectorltd.ru, либо через форму обратной связи.
Видеоматериалы

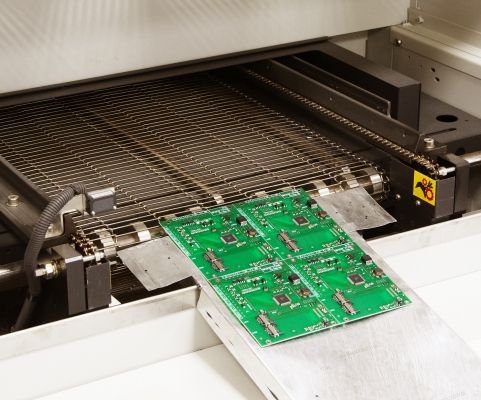
Автоматический SMD монтаж

Использование автомата для производства светодиодных матриц
Источник
Технологии пайки печатных плат
Пайка элементов на печатные платы, пластинки из диэлектрического материала с токопроводящими дорожками на поверхности, осуществляется вручную, на полуавтоматическом или автоматическом оборудовании.
Существует два способа создания электронных микросхем:
- TNT (DIP) – штыревые контакты элементов выводятся на наружную часть платы через отверстия;
- SMD – контакты электронных компонентов фиксируются на металлизированных дорожках на поверхности платы.
При создании сложных микросхем выполняют смешанный монтаж. На плату с металлизированными отверстиями и дорожками на первом этапе монтируют SMD-элементы, на втором – DIP-элементы.
Виды паек печатных плат
По количеству синхронно устанавливаемых элементов, пайка плат бывает:
- групповой (одновременной), с термическим воздействием на всю поверхность пластины из диэлектрика;
- индивидуальной (селективной), с воздействием на конкретный участок поверхности.
В зависимости от технологии, различают следующие виды пайки:
- волной припоя;
- в паровой фазе;
- ИК-нагревом;
- конвекционным методом;
- лазером.
Указанные технологии позволяют существенно ускорить монтаж за счет групповой пайки элементов на печатные платы на автоматизированном оборудовании.
Пайка волной припоя
Технология разработана в 50-х годах прошлого века и используется при серийном производстве электронных приборов.
На первом этапе на печатную плату устанавливаются электронные компоненты, после чего она попадает на конвейер. Там мест пайки покрывают флюсом, затем предварительно прогревают плату и перемещают над ванной с расплавленным припоем. Специальные сопла создают волну с гребнем специально рассчитанной высоты и формы, которая смачивает припоем контактные площадки и выводы установленных деталей.
В основном данная технология используется при DIP–монтаже, когда электронные компоненты размещаются с одной стороны платы, а контактные площадки и выводы – с другой. Пайка волной припоя может задействоваться и для крепления SMD-элементов. В этом случае компоненты требуется предварительно приклеить к плате специальным составом. Так как плата должна размещаться над ванной SMD-элементами вниз, расплавленный припой омывает не только плату, но и корпуса электронных компонентов. Так как не все элементы способны выдерживать высокий нагрев, это ограничивает применение технологии пайки волной припоя.
Конденсационная пайка (в паровой фазе)
Данная технология подходит для мелкосерийного производства печатных плат и позволяет монтировать SMD-элементы любого типа, не боясь перегрева.
Нагрев платы с электронными компонентами, предварительно установленными на паяльную пасту, осуществляется за счет конденсации пара в камере автоматизированной установки. Источник пара – химически инертная жидкость, не провоцирующая возникновения коррозии. Выбор жидкости с подходящей температурой кипения (от 160°С до 260°С) зависит от индивидуальных требований к условиям пайки и типа припоя (свинцовосодержащий или бессвинцовый).
Пар кипящей жидкости вытесняет воздух из камеры, поэтому пайка осуществляется в бескислородной среде. Так как температура пара стабильна, исключен перегрев компонентов и обеспечивается безупречная повторяемость процесса. Данный вид пайки печатных плат позволяет создавать изделия любой сложности, включая гибкие платы, многослойные, на алюминиевом основании.
Пайка инфракрасным излучением
Технология инфракрасной пайки заключается в воздействии сфокусированным потоком ИК-лучей на участки объекта пайки. Для изготовления плат используется полуавтоматическое и автоматическое оборудование. По типу источника излучения различаются три вида установок:
- ламповые;
- панельные;
- комбинированные, с лампами и панелями.
Конструкция усовершенствованных ИК-печей позволила избавить технологию от ряда недостатков – предусмотрен отвод испарений флюсов, обеспечивается максимально равномерный нагрев изделий, без появления горячих точек, за счет предварительного прогрева плат.
- подходит для серийного и массового изготовления печатных плат;
- не требует предварительно приклеивать компоненты при одностороннем монтаже;
- позволяет изготавливать платы с высокой плотностью расположения компонентов;
- дает возможность фиксировать электронные компоненты всех типов, включая элементы с контактными площадками, скрытыми под корпусом;
- позволяет осуществлять дифференцированный подвод тепла – обеспечивать разный режим нагрева для разных зон платы.
При этом важно учитывать, что для каждого типа печатного узла требуется правильно подобрать режим пайки. Кроме того, есть ряд ограничений, касающихся материала изготовления печатных плат, выбора элементной базы.
Конвекционный метод
Конвекционная пайка – широко распространенная технология, при которой нагрев паяльной пасты осуществляется за счет принудительной конвекции горячего воздуха. Чтобы минимизировать процесс окисления, пайка может производиться в инертной среде.
Процесс проходит в четыре этапа:
- предварительный нагрев платы с установленными компонентами;
- стабилизация (выравнивание температуры);
- оплавление;
- охлаждение.
Для конвекционной пайки используются специальные камеры с регулировкой температуры либо конвейерные печи, где плата перемещается из одной температурной зоны в другую.
Температурный профиль пайки элементов на печатные платы формируется с учетом вида оборудования, состава паяльной пасты, материала изготовления печатной платы, характеристик электронных компонентов.
Лазерное излучение – мощный источник тепловой энергии, воздействующий локально. При пайке электронных компонентов нагреву подвергается отдельный вывод или ряд выводов. При этом современные установки для сборки электронных модулей позволяют осуществлять монтаж со скоростью около 10 выводов в секунду, что приближает производительность такой селективной пайки к классическим видам групповой.
Пайка лазером незаменима при создании сложных микроэлектронных устройств. К достоинствам технологии относят:
- минимальное температурное воздействие на корпус электронных компонентов, что позволяет припаивать термочувствительные элементы без риска перегрева;
- низкую степень окисления припоя;
- возможность изготовления модулей с высокой плотностью монтажа и минимальным шагом выводов без возникновения шариков припоя и перемычек.
Весь технологический цикл может быть автоматизирован и включать в себя лазерный контроль качества паяных соединений.
От других видов паек печатных плат лазерная отличается более высокой стоимостью оборудования.
Источник
Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
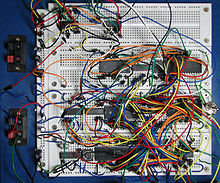
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.

Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
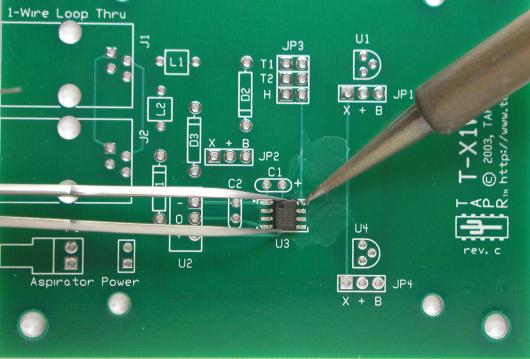
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
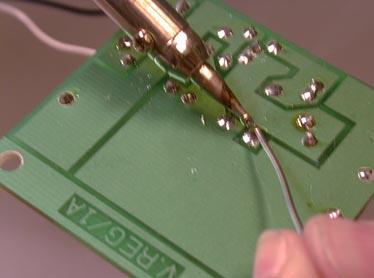
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.


Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.


Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Источник



