
- Понятие о методах испытаний на определение технологических свойств материалов: свариваемость, обрабатываемость резанием, прокаливаемость и т.д
- Технологические свойства металлов и сплавов
- Понятие металлов и сплавов
- Определение и виды технологических свойств металлов и сплавов
- Изменение технологических свойств на примере стали
- Технологические испытания металлов и сплавов
- Почему следует обращаться именно к нам
Понятие о методах испытаний на определение технологических свойств материалов: свариваемость, обрабатываемость резанием, прокаливаемость и т.д




![]()
Классификация свойств материалов приведена на рис. 18.1.

Рисунок 18.1 Свойства материалов.
Технологические свойства металлов и сплавов. Под технологическими свойствами металлов и сплавов понимают способность металла подвергаться различным видам обработки.
К технологическим свойствам металлов и сплавов относятся:
— ковкость, или деформируемость, в горячем и холодном состоянии;
Литейные свойства металла (жидкотекучесть) определяются температурой канала определенного сечения при заданных условиях гидростатического напора и температуры сплава и формы.
К литейным свойствам относится ряд свойств. Такие как:
— стойкость к газонасыщению;
— стойкость к трещинообразованию;
— стойкость к усадке;
— стойкость к ликвации (неоднородность по химическому составу).
Жидкотекучесть — способность металла или сплава в расплавленном состоянии заполнять литейную форму зависит от вязкости, поверхностного натяжения расплава и температуры заливки. Определяется жидкотекучесть металла по длине заполнения длиной, прямолинейной или спиралевидной формы данных, и поэтому оценка качества металла при испытаниях производится визуально по состоянию поверхности материала после испытания.
При испытаниях жидкотекучести стали производится одновременно отливка нескольких прутков с сечением в виде пирамиды высотой 8 мм и основаниями 5 и 8 мм и по среднеарифметическому определяется средняя длина. Жидкотекучесть выражается в миллиметрах длины отлитого прутка.
Жидкоподвижность — это способность не только заполнять форму, но и способность заливать тонкий рельеф поверхности формы, например, черты лица, складки одежды, тончайший орнамент какого-либо украшения и пр.
Жидкотекучесть зависит от многих факторов: температуры плавления, температуры формы, вязкости, химического состава, диаграммы состояния и пр. Все эти величины можно рассчитать и использовать производственный опыт.
Хорошей жидкотекучестью обладают чугуны и силумины, бронзы, олово, а также магниевые и литиевые сплавы. Есть сплавы, которые обладают низкой жидкотекучестью (иногда их неправильно относят к густоплавким). К ним относятся: медь, чистое серебро, сталь, легированная рядом элементов, и др.
Литейная усадка — отражение различия между плотностью металла или сплава в твердом и жидком состояниях. Чтобы получить отливку близкую по конфигурации к готовому изделию, необходимо модель изделия изготавливать больше отливки на величину усадки.Измеряется с помощью усадочных линеек. Линейка усадочная с диапазоном измерения 0 — 500 мм, ценой деления 1 мм. Масса линейки 0,175 кг. Производятся для измерений со следующими величинами усадки: 1,0%, 1,5%, 2,0%, 2,5%, рис 18.2
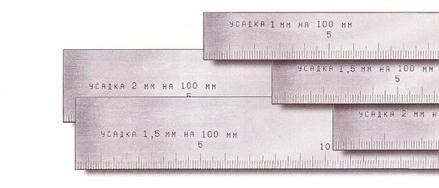
Рисунок 18.2 Линейка усадочная с диапазоном измерения 0 — 500 мм
Способность металла или сплава к ликвации и образованию пор определяется методами микроструктурного анализа.
Ковкость металла (деформируемость) — способность воспринимать пластическую деформацию в процессе изменения формы (без появления признаков разрушения) при гибке, ковке, штамповке, прокатке и прессовании. Ковкость зависит от пластичности, степени нагрева, величины деформирующего усилия, наличия примесей и пр. Сплавы и металлы могут коваться как в холодном, так и в нагретом состоянии В последнем случае из раскаленного железа изготавливаются изделия самой различной сложности.
Деформируемость металлов определяется при технологических испытаниях. Некоторые методы технологических испытаний на деформируемость материалов (технологические пробы) стандартизованы. Например, проба на изгиб в холодном и нагретом состоянии (ГОСТ 14019— 68) применяется для пластических металлов при толщине пруткового и листового материала а до 30 мм. Проба на изгиб материалов более 30 мм, а также поковок, отливок и труб производится на образцах методами, предусмотренными соответствующими технологическими условиями на поставку металлов.
Различают загибы: на определенный угол , до параллельности сторон вокруг оправки (угол а = 0) и до соприкосновения сторон образца. Степень нагрева образца должна быть оговорена в технических условиях. Образцы, выдержавшие испытания, не должны иметь трещин, надрывов, расслоений или изломов.

Свариваемость — свойство металлов в определенных условиях технологического процесса образовывать сварное соединение, соответствующее качеству основного металла. Для этой цели производят пробную наплавку валика на листовой металл с последующим определением качества металла в валике и прилегающих зонах. Определение дефектов шва производится ми ГОСТ 3242—69, а стыкового соединения — в соответствии с ГОСТ 6996—66. При сварке сталей увеличение процента углерода в сталях ухудшает свариваемость.
Прокаливаемость — свойство стали закаливаться на определенную глубину определяют на стандартных цилиндрических образцах методом торцовой закалки (ТОСТ 5657—69) в специальной закалочной установке с последующим замером твердости через определенные интеркалы расстояния от закаливаемого торца. За глубину закалки принимают расстояние от поверхности торца образца до слоя с полумартенситной структурой.
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
К ним относятся такие свойства как:
Износостойкость — свойство материала оказывать сопротивление износу, т. е. постепенному изменению размеров и формы тела вследствие разрушения поверхностного слоя изделия при трении.
Жаростойкость — это способность материала сопротивляться окислению в газовой среде при высокой температуре.
Жаропрочность — способность конструкционных материалов (главным образом металлических, а также керамических, полимерных и др.) выдерживать механические нагрузки без существенных деформаций, не разрушаясь при повышенных температурах.
Хладостойкость- способность материалов, элементов, конструкций и их соединений сопротивляться хрупким разрушениям при низких температурах окружающей среды.
Источник
Технологические свойства металлов и сплавов

Из этого материала вы узнаете:
- Понятие металлов и сплавов
- Определение и виды технологических свойств металлов и сплавов
- Изменение технологических свойств на примере стали
- Технологические испытания металлов и сплавов
Технологические свойства металлов и сплавов определяют пригодность материала для конкретного вида обработки и в целом возможность его использования в том или ином производственном цикле. Добавление в металл или сплав сторонних элементов напрямую влияет на их основную характеристику. Для определения технологических свойств необходимо провести испытания.
В нашей статье мы расскажем, какими бывают указанные свойства, как проявляют себя примеси, а также приведем пример производственных испытаний, которые выявляют пригодность материала к использованию в производстве.
Понятие металлов и сплавов
К технологическим свойствам металлов и сплавов относятся:
- высокая обрабатываемость (ковкость, штампуемость, возможность резки, пайки, сварки и т. п.);
- прочность;
- твердость;
- ударная вязкость и пр.
Все металлы делятся на черные и цветные.
Технологические свойства чистых металлов зачастую не позволяют использовать их для промышленных и технических нужд. Поэтому в основном применяются сплавы.
Сплав состоит из двух и более затвердевших расплавленных металлов и других веществ.
Помимо металлов, в составе сплавов могут присутствовать, к примеру, углерод, кремний, другие элементы.
Используя разные комбинации металлов и неметаллов, можно получать материалы с различными технологическими свойствами, которыми не обладают составляющие сплав компоненты.
Технологические свойства сплавов могут отличаться от характеристик составляющих их металлов. Они могут быть:
- более прочными и твердыми;
- обладать более высокой или, напротив, более низкой температурой плавления;
- более коррозионно-устойчивыми;
- менее подверженными высокотемпературному воздействию;
- оставаться прежнего размера при нагревании или охлаждении и пр.
Чтобы увеличить твердость железа, в него добавляют углерод. Менее 2 % углерода содержится в сталях, более 2 % – в чугуне. Для придания металлам и сплавам такого технологического свойства, как коррозионная устойчивость, в них добавляют хром, твердость достигается за счет добавления вольфрама, износостойкость – марганца, прочность – ванадия.
Определение и виды технологических свойств металлов и сплавов
Технологические свойства металлов и сплавов определяют их способность меняться под воздействием горячих или холодных способов обработки. В их основе лежат физико-механические характеристики материалов.

Выделяют такие технологические свойства металлов и сплавов, как:
- О+бработка при помощи резки;
- подверженность деформациям за счет ковкости, штампуемости, загибов, перегибов, отбортовки и пр.;
- свариваемость;
- литейные свойства;
- способность к пайке;
- упрочняемость и т. п.
Именно от технологических свойств металлов и сплавов зависит, как поведет себя заготовка в процессе обработки.
Остановимся более подробно на основных технологических свойствах.
Это технологическое свойство металлов и сплавов, благодаря которому они образуют друг с другом прочные соединения. Соединяются заготовки за счет расплавления материала и его последующего охлаждения. В зависимости от источника нагрева деталей сварку делят на газовую, дуговую, электроконтактную, ультразвуковую и пр.
Под этим технологическим свойством понимают способность металлов и сплавов меняться под воздействием пластических деформирующих операций, таких как гибка, ковка, штамповка, прокат, прессование и др. При этом целостность заготовок не нарушается. На это свойство материалов влияют их химический состав, механические свойства, скорость деформации, температура, при которой выполняются операции и т. п. Способ деформации выбирают после выполнения технологических испытаний, в процессе которых оценивают деформируемость различных сплавов и металлов.
Это технологические свойства (жидкотекучесть, усадка и ликвация), учет которых позволяет изготавливать отливки деталей и изделий без возникновения трещин, усадочных раковин и других дефектов.

Металлы и сплавы, находясь в жидком состоянии, заполняют все полости, узкие и тонкие места литейных форм и принимают четкое объемное изображение очертаний отливок. На это технологическое свойство металлов и сплавов влияют химический состав материала заготовки, температура заливки, вязкость, поверхностное натяжение. Помимо характеристик обрабатываемых металлов, жидкотекучесть зависит от качества внутренней полости формы, ее шероховатости, теплопроводности и пр. Это свойство при использовании песчаных сухих форм гораздо выше, чем при применении сырых металлических.
Усадкой называют такое технологическое свойство металлов и сплавов, за счет которого их объем уменьшается при затвердевании отливок. Степень усадки выражается в процентах, для разных металлов она варьируется в пределах 1-2 %. На нее влияют химический состав материала и температура заливки (чем она выше, тем сильнее усадка).
При усадке в отливках образуются усадочные раковины и рыхлости. Во избежание появления подобных дефектов используют литейные формы с дополнительными устройствами – прибылями, за счет которых в формы постоянно поступает жидкий металл.
В процессе кристаллизации металлы и сплавы в отливках становятся неоднородными по химическому составу. Эта неоднородность называется ликвацией. Она может быть зональной – наблюдаемой на отдельных заготовках, и внутрикристаллической – распространяющейся на отдельные зерна.
Для устранения последней используют термическую обработку, первой – механическую, в процессе которой при заливке жидкого металла в форму его механически перемешивают. Ликвация зависит от скорости охлаждения заготовки, если она остывает равномерно, то этот дефект не образуется.
Технологическое свойство металлов и сплавов, благодаря которому они способны создавать прочные и герметичные соединения за счет пайки. Если спаиваемые детали предполагается использовать в области радио- и электротехники, то материалы, из которых они изготовлены, должны обладать такими свойствами, как электропроводность, индуктивность и пр.
Так называют технологическую характеристику материалов, благодаря которой их механические свойства повышаются при термической и химико-термической обработке. Упрочняемость включает в себя закаливаемость, прокаливаемость и незакаливаемость.
Это свойство означает, что материалы воспринимают закалку, оно характерно для углеродистых и легированных сталей, в которых содержание углерода превышает 0,3 %, а также для чугуна, сплавов цветных металлов, бронзы, латуни и других сплавов.
Прокаливаемость означает глубину закалки, воспринимаемую металлами и сплавами и определяемую в соответствии с требованиями ГОСТ 5657-69. На эту характеристику влияют химический состав обрабатываемых материалов, температура нагрева и способ охлаждения.

Означает, напротив, невосприимчивость материала (к примеру, углеродистых и других сталей с содержанием углерода в составе менее 0,3 %) к закалке. Это технологическое свойство металлов и сплавов учитывают при сварке, поскольку чем оно выше, тем более качественным будет сварное соединение. Отдельные стали устойчивы к закаливанию при нагревании и охлаждении, заготовки из них также не воспринимают закалку.
Изменение технологических свойств на примере стали
Наиболее распространенным материалом является сталь. На технологические свойства стальных сплавов влияет их химический состав – входящие в него примеси могут повышать или понижать отдельные характеристики материала:
- Чем больше содержание в составе сплава углерода, тем выше его прокаливаемость и ниже восприимчивость к ковке. Ковка и прокатка возможны для металлов и сплавов, в которых присутствует не более 1,4 % этого химического элемента.
- Марганец понижает теплопроводность металлов и сплавов и, как следствие, возможность их сваривания. Однако при равномерном медленном нагревании такие материалы прекрасно подходят для ковки.
- Никель положительно сказывается на пластичных технологических свойствах металлов и сплавов, материалы, в которых он присутствует, хорошо поддаются ковке. Однако при нагреве никель способствует образованию окалины. Она не разрушается во время ковки, проникает в металл и снижает качество готовых изделий.
- Хром способствует повышению прочности металлов и сплавов, следовательно, заготовки, в составе которых он присутствует, не следует обрабатывать при помощи ковки или проката, так как велика вероятность возникновения трещин.
- Большое содержание в составе металлов и сплавов молибдена снижает такое их технологическое свойство, как теплопроводность. Этот момент важно учитывать при выборе температурного режима обработки, нагрев и охлаждение должны выполняться при строгом соблюдении предписанных технологией требований. Ковка возможна при применении более мощного оборудования
- Ванадий же, напротив, повышает качество ковки, увеличивает устойчивость сталей к перегреву.
Отрицательно сказываются на технологических свойствах металлов и сплавов присутствие в их составе серы и фосфора. Их высокое содержание становится причиной красноломкости (ломкости при нагревании) и хладноломкости (ломкости при охлаждении) заготовок. Несмотря на то, что полностью очистить сплавы от присутствия этих химических элементов невозможно, на производстве стремятся к максимально возможному снижению их содержания в составе.

Технологические свойства металлов и сплавов напрямую зависят от их химического состава, поэтому, прежде чем выбрать тот или иной способ обработки, на производстве тщательно анализируют состав подлежащего обработке материала. Если этого не сделать, вероятно возникновение проблем как в процессе обработки, так и при дальнейшем использовании готовых изделий.
Технологические испытания металлов и сплавов
Технологические испытания включают в себя испытания на изгиб, осадку, сплющивание, бортование, загиб и т. д. Многие пробы и испытания проводятся в соответствии с разработанными и утвержденными стандартами.
В зависимости от результатов технологических испытаний принимают решение о возможности изготовления деталей и конструкций соответствующего качества из имеющегося материала с применением той или иной операции, выполняемой на данном производстве.
Испытание на изгиб проводится в соответствии с требованиями ГОСТ 14019-80. С его помощью определяют, способны ли металлы и сплавы выдерживать изгибание без разрушения. Образец помещают под пресс и изгибают до необходимого угла. Если угол изгиба равен 180°, то материал может выдерживать предельную деформацию. О том, что образец прошел испытание, свидетельствует отсутствие трещин, надрывов, расслоений и других дефектов
Такое технологическое испытание проводят для листовых металлов толщиной до 3 см, а также для сортового металлопроката (прутков, швеллеров, уголков).
Испытание на осадку выполняется в соответствии с требованиями ГОСТ 8817-82. С его помощью определяют, способны ли металлы и сплавы выдержать требуемую пластическую деформацию. Проводится оно при помощи пресса или молота, осаживающего горячий или холодный образец до заданной высоты. Для испытания используют круглые или квадратные образцы диаметром или стороной квадрата 0,3–3 см в холодном состоянии, 0,5–15 см – в горячем. Стальные образцы должны быть высотой не менее двух диаметров, из цветных металлов – не менее полутора диаметров. Об успешном прохождении испытания свидетельствует отсутствие трещин, надрывов или изломов.
Испытание на сплющивание труб проводится в соответствии с требованиями ГОСТ 8695-75. С его помощью определяют, способны ли трубы сплющиваться до определенной высоты без появления дефектов. Для этого конец или отрезок трубы длиной 2–5 см размещают между двумя параллельными плоскостями и сплющивают. При испытании сварной трубы место соединения должно быть расположено на горизонтальной оси. Скорость сплющивания не должна превышать 2,5 см/мин. Об успешном прохождении испытания свидетельствует отсутствие трещин и надрывов.
Испытание на бортование труб проводится в соответствии с требованиями ГОСТ 8693-80. С его помощью определяют, способны ли трубы отбортовываться на прямой угол. Для этого конец трубы помещают в оправку и отбортовывают усилием пресса до тех пор, пока не получают фланец требуемого диаметра. При испытании используют оправку с чисто обработанной рабочей поверхностью, обладающей высокой твердостью (HRC не менее 50). Радиус закругления оправки, формирующей борт, должен составлять две толщины стенки трубы (R = 2s). Об успешном прохождении испытания свидетельствует отсутствие трещин и надрывов.
Испытание на загиб труб проводится в соответствии с требованиями ГОСТ 3728-78. С его помощью проверяют, способна ли труба загибаться на прямой угол без появления дефектов. До начала испытания в полость трубы засыпают чистый сухой речной песок или другой наполнитель. Образец плавно загибают таком образом, чтобы его наружный диаметр на всех участках стал более 85 % от начального. Если диаметр трубы не превышает 6 см, испытание проводится на ее отрезке, если превышает – на вырезанной из трубы продольной ленте шириной 1 см.
Об успешном прохождении испытания свидетельствует отсутствие трещин, надрывов, расслоений.
Для того чтобы определить прочность сварного соединения, проводят испытание на свариваемость. Сваренный образец изгибают на определенный угол или растягивают. После чего проводят сравнение прочности сваренного и несваренного образцов из испытуемого материала.
Для того чтобы определить прочность сварного соединения, проводят испытание на свариваемость. Сваренный образец изгибают на определенный угол или растягивают. После чего проводят сравнение прочности сваренного и несваренного образцов из испытуемого материала.
В статье мы рассказали о том, какое значение имеют технологические свойства металлов и сплавов, а также проведение испытаний для получения качественных, долговечных изделий и конструкций из них.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник



