
Способы отделки ювелирных изделий




Декорирование
Ювелирные изделия декорируют различными способами — золочением и серебрением, оксидированием, анодированием, гравировкой, чернением, нанесением художественной эмали, инкрустированием, чеканкой.
Золочение и серебрение — это гальваническое покрытие стойкими металлами менее стойких для придания изделиям нарядного вида и защиты их от коррозии. Обычно золочение и серебрение производят электролитическим способом. Процесс заключается в осаждении на поверхности изделий слоя металла из водного раствора его соли. В ванну, наполненную раствором соли осаждаемого металла (электролитом), подвешивают изделие, подлежащее золочению или серебрению, пропускают через ванну постоянный ток и из раствора, находящегося в ванне, выделяется металл (золото или серебро), который осаждается на поверхности изделий.
Слой золочения или серебрения может быть различным в зависимости от вида изделия и его назначения. Например, для серег, брошей, медальонов, изготовленных из серебра, толщина слоя золочения составляет 1 мкм * , для цепочек — 2 мкм; предметы для сервировки стола (ложки, вилки, молочники, совочки для сахара и др.), изготовленные из мельхиора и нейзильбера, имеют слой серебрения 24 мкм.
* ( Микрон равен 0,001 миллиметра.)
Для создания твердых, химически стойких и блестящих поверхностей изделий применяют также родирование (осаждение на поверхности изделий тончайшего слоя родия — 0,25 мкм). Слой родия, нанесенный на серебряные изделия, предохраняет их от потускнения, происходящего обычно на воздухе.
Оксидирование — это покрытие в декоративных целях поверхности серебряных и посеребренных изделий или отдельных ее участков темным налетом, иногда с постепенным переходом к светлому тону. Оно производится путем погружения изделий в горячий раствор серной «печени» (одна часть серы и две части поташа). Нарядно выглядят оксидированные изделия с рельефным рисунком, по контуру которого зачищена оксидировка до светлого тона.
Анодирование (анодное оксидирование) — это получение искусственной пленки и окрашивание изделий из алюминия под цвет золота и другие цвета. Оно производится в серной кислоте с последующим опусканием изделия из алюминия в краситель, который заполняет поры оксидной пленки, образовавшейся в результате воздействия на алюминий серной кислоты. Для окрашивания изделия применяют органические красители. Оксидная пленка анодированного изделия обладает коррозийной устойчивостью и высокой твердостью. Изделия из анодированного алюминия нарядны и недороги.
Гравировку изделий производят вручную, механизированным способом и путем вытравливания поверхности. При гравировке вручную по контуру рисунка, нанесенного на поверхность изделия, с помощью стальных резцов (штихелей) выбирают металл (углубления различного профиля) и создают таким образом гравированный рисунок.
Гравировку на металле вытравливанием производят кислотой. Поверхность изделия покрывают грунтом из воска, канифоли и асфальта, затем на загрунтованную поверхность наносят (до обнажения металла) рисунок, который обрабатывают кислотой. В результате действия кислоты на металл там, где снят грунт, образуется вытравленный рисунок.
Чернение — это украшение изделий из серебра рисунками из черни, по внешнему виду напоминающее черную эмаль. Рисунки бывают орнаментальными и сюжетными.
Производство изделий с чернью включает несколько процессов. С помощью штихеля (граверного инструмента) гравируют рисунок для теней, расширяют углубления для полутонов, наносят штриховку, а для света оставляют гладкую поверхность серебра. От качества гравировки зависят выразительность и художественная ценность черневого рисунка. Гравированный рисунок заполняют темной кашицеобразной массой, которую приготовляют из сернистых соединений серебра, меди и свинца, измельченных в порошок и смоченных водой. Изделие с наложенной чернью подвергают обжигу, в результате чего чернь плавится и прочно заполняет все углубления выгравированного рисунка. После обжига поверхность изделия обрабатывают шаберами (ручной режущий инструмент для снятия очень тонкой стружки металла соскабливанием) и напильниками снимают излишки застывшей черневой массы до полного появления черневого рисунка. После шлифовки и полировки отдельные места поверхности изделия золотят, изолируя защитным лаком ту часть, которая не подлежит золочению.
Серебряные изделия с чернью заслуженно пользуются спросом не только в Советском Союзе, но и за рубежом.
Эмаль — это стекловидный слой, наносимый на различные металлические изделия и закрепляемый на них путем обжига в специальных печах. Художественные эмали применяют для украшения всевозможных предметов и для портретной миниатюрной живописи. Эмаль может быть прозрачной и непрозрачной, белой и окрашенной в различные цвета. Различают шесть основных видов эмали: со сканью (филигранью), перегородчатую, выемчатую, прозрачную, просвечивающую и живописную.
Эмаль со сканью — это эмаль, которая заполняет промежутки между стенками перегородок (скани). Из скани на поверхности изделия набирается рисунок (узор). Для спайки скани с гладью поверхности изделия применяют припой.
Перегородчатую эмаль получают следующим образом. На поверхности изделия набирают орнаментальный узор (рисунок) из тонких металлических пластинок (ленточек) нужной высоты и толщины, который закрепляют на поверхности изделия припоем, а затем заполняют эмалью в уровень с пластинками (перегородками), обжигают, после чего эмаль опиливают до высоты перегородок рисунка. Для восстановления блеска эмали изделие снова обжигают, шлифуют, затем полируют и золотят. В перегородчатых эмалях применяют также и живопись, для чего между перегородками наносят белую эмаль, а затем обычными приемами эмалевой живописи расписывают узоры, орнамент и др.
Эмаль выемчатая, или обронная, — это эмаль, которая заполняет углубления рисунка, вырезанного на металле. По технике выполнения выемчатая эмаль сходна с чернью. На изделии гравируют рисунок, по линии контура обирают края, вынимают середину углубления, дно гладко обрабатывают и заполняют эмалью, затем обжигают, спиливают образовавшийся сплав до поверхности металла, после чего шлифуют и полируют.
Эмаль прозрачная, или оконная, — это эмаль, которая заполняет пространство между стенками ажурного рисунка, выпиленного лобзиком из металла или изготовленного из сканного набора. Из-за непрочности прозрачную эмаль широко не применяют.
Просвечивающая эмаль выполняется путем наложения однотонной просвечивающей эмали на поверхность изделия, гравированную в виде орнамента, зигзагов, лучей и т. п. В результате под слоем прозрачной эмали срезы металла гравировки сохраняют искрящийся блеск.
Живописная, или расписная, эмаль выполняется с помощью тонких кисточек путем нанесения эмалевых и живописных красок, которые потом закрепляют обжигом в муфельной печи.
Инкрустирование — способ отделки, при котором отдельные углубления на лицевой поверхности изделий из дерева или металла заполняют костью, металлом, стеклом или ювелирными камнями. Известны инкрустированные деревянные шкатулки, декоративные блюда народных мастеров Закарпатья и других районов Советского Союза. Стиль инкрустации связан с национальными традициями.
Чеканные работы являются одним из видов художественной обработки металлов и производятся вручную или методом штамповки на прессах.
Ручную чеканку выполняют с помощью специального набора инструментов в виде стержней, называемых чеканами. Чеканы изготовляют из стали, рабочая часть которых (нижние концы) имеет различную форму. Ими выбивают рельефные рисунки на металле. Чеканку ведут художники-чеканщики, которые создают не только декоративный рисунок, но и придают ему определенную законченность и эстетическую ценность. Изделия ручной чеканной работы всегда очень дороги, так как на их чеканку затрачивается много времени и высококвалифицированного ручного труда.
Чеканку рельефных рисунков на изделия методом штамповки производят на прессах. При необходимости выштампованный рисунок подправляют чеканами для придания ему более четкого изображения.
Источник
Способы отделки ювелирных изделий
2. Отделка ювелирных и художественных изделий
Отделка ювелирных и художественных изделий производится для улучшения их декоративных свойств, повышения коррозионной стойкости, долговечности. Отделке как заключительной операции изготовления изделий предшествует обработка деталей: галтовка, крацовка, шлифовка, термическая обработка, травление, виброобработка и пр.
Обработку выполняют с использованием специального инструмента, станков, материалов, которые позволяют эффективно и качественно подготавливать поверхность изделий для художественной отделки. Механическая обработка деталей во вращающихся барабанах, шлифование абразивными кругами или шкуркой, полирование с использованием всевозможных паст давно уже применяются в ювелирной промышленности. В последнее время находят применение новые технологические процессы. Так, наряду с традиционными способами обработки на ряде предприятий внедрена виброобработка для шлифовки и полировки поверхности изделий в вибробарабанах тороидального типа. Установки обеспечивают качество обработки изделий на операциях шлифования и полирования и устраняют недостатки, присущие методам ручной обработки и галтовки.
Для защиты от коррозии, улучшения декоративного вида обработанные изделия подвергают заключительной художественной отделке: шлифовке с полировкой, золочению, серебрению, хромированию, воронению, анодированию, лакированию. Полировку осуществляют механическим способом, реже химическим или электрохимическим. Изделия после полировки приобретают зеркальный блеск. Анодирование и воронение производят для получения на поверхности стойкой оксидной пленки с широкой цветовой гаммой. Хромирование, меднение, золочение, серебрение-процессы нанесения химическим или электрохимическим способом декоративного и коррозионностойкого покрытия.
В декоративных целях применяют следующие виды отделки: зернь, матование, эмаль (финифть), роспись по эмали, чеканку, гравировку, накатку, насечку, чернь, травление. Все указанные виды отделки применимы к изделиям, различающимся как по виду металла и сплава, так и по способу их изготовления.
Изделия из медных сплавов, изготовленные методом точного литья по выплавляемым моделям, не требуют существенных затрат по обработке и отделке поверхности. Основные виды художественной отделки можно ограничить несколькими: полированием, осветляющим отжигом, гальваническими, оксидными и лаковыми покрытиями.
Для получения коррозионностойких защитно-декоративных покрытий на изделиях из нейзильбера и латуни применяют гальваническое серебрение. Это особенно важно в тех случаях, когда необходимо получить поверхности с высокой коррозионной стойкостью. Для предотвращения растворения небольших количеств меди с поверхности изделий или сохранения высококачественной отделки (в том числе серебряных покрытий), может возникать необходимость в лакировании. Наряду с другими видами отделки, широко применяется оксидирование поверхности ювелирных и художественных изделий как из нейзильбера, так и из латуни, бронзы (рис. 90).

Рис. 90. Виды ювелирных (нейзильбер) и художественных (бронза) изделий, изготовленных методом точного литья по выплавляемым моделям
При получении защитных покрытий предъявляются повышенные требования к подготовительным операциям с использованием механических и химических (электрохимических) методов обработки поверхности изделий. Шероховатость поверхности, на которую наносят защитно-декоративное покрытие, должна соответствовать RZ>2,5 мкм. Для получения поверхности необходимого качества наряду с галтовкой в ювелирной промышленности широкое применение находит виброобработка деталей и изделий с использованием в растворе поверхностно-активных веществ. Перед заключительным процессом получения защитного покрытия на изделиях из сплавов меди проводят операции обезжиривания, травления и активации.
Обезжиривание выполняют как в щелочных растворах, так и в растворах специальных ПАВ, а также щелочных растворах с добавкой ПАВ. Наиболее высокая степень очистки поверхности обеспечивается электрохимическим обезжириванием. Для электрохимического обезжиривания используют те же вещества, что и для химического, только в меньших концентрациях. Для сплавов меди при электрохимическом обезжиривании применяют следующий раствор, г/л [71]: едкий натр 30. 40, тринатрийфосфат 50. 60, углекислый натрий 20. 30, жидкое стекло 8. 10, синтанол ДС — 10 1. 2. Обезжиривание катодное. Плотность тока составляет 3. 10 А/дм 2 , температура 50. 60 °С.
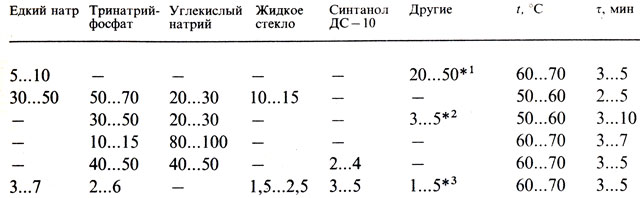
Таблица 38. Состав растворов, г/л, для химического обезжиривания сплавов меди
*1 ( Мыло хозяйственное.)
*2 ( Метилсиликат натрия.)
*3 ( Триполифосфат натрия.)
Для химического обезжиривания в табл. 38 приведены варианты электролитов (растворов), а также режимы обработки сплавов меди различного состава [71].
Кроме электрохимического и химического обезжириваний, эффективно использовать также растворы для ультразвуковой очистки (обезжиривание) меди и латуни состава, г/л: едкий натр 5. 10, карбонат натрия 15. 30, тринатрийфосфат 30. 60, моющее средство «Прогресс» 5. 7.
Травление — удаление с поверхности оксидов: окалины и продуктов коррозии металлов, входящих в состав сплава. В настоящее время широко применяется совмещенный процесс обезжиривания с травлением в специальных растворах [71].
Для химического травления медных сплавов используют раствор серной кислоты концентрации 130. 170 г/л. Температура процесса 50. 60 °С, продолжительность 3. 5 мин [71]. При химическом травлении оксиды металлов растворяются в серной кислоте по реакции: MeO + H2SO4 = MeSO4 + H2O, где Me — ион двухвалентного металла, например меди или цинка.
Сплавы меди с небольшим оксидным слоем травят в серной кислоте. Так, свинцовую латунь ЛC59 -1, латуни Л68 и Л63 травят в 15%-ной H2SO4 при температуре 70. 80 °С в течение 0,5. 2; 0,5 и 1 с соответственно [24].
Активирование (декапирование) — удаление с поверхности оксидов-тончайших оксидных пленок, которые образуются на поверхности даже при непродолжительном хранении. Для активации изделий из медных и медно-никелевых сплавов используют 5. 10%-ный раствор серной или соляной кислот, либо их смесь той же концентрации.
Промывочные операции имеют большое значение для качества покрытий. Назначение промывок — удаление с поверхности изделий растворов и продуктов реакций. Плохая промывка приводит к образованию дефектов покрытий.
Источник



