
- Вопрос №22. Производственный процесс. Оптимизация производственного цикла. Последовательный и параллельно-последовательный вид движения изделий по рабочим местам.
- «Управление и Оптимизация Производственного Предприятия»
- Каковы основные принципы эффективной организации производства?
- Что понимается под «пропорциональностью» производства и как ее обеспечить?
- Что такое «параллельность» производства?
- В чем заключается принцип «непрерывности» производства?
- Что понимается под «прямоточностью» производства и как ее добиться?
- В чем состоит принцип «ритмичности» производства и как обеспечить ритмичность?
- Что понимается под «гибкостью» производства?
- Что понимается под «комплексностью» производства?
- Какие методы организации производства чаще всего используются в практике бизнеса?
- В чем особенности последовательного производства?
- Какие черты присущи параллельному методу производства?
- Каковы особенности параллельно-последовательного производства?
- Выводы и рекомендации.
Вопрос №22. Производственный процесс. Оптимизация производственного цикла. Последовательный и параллельно-последовательный вид движения изделий по рабочим местам.
Производственный процесс— это совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции. Производственный процесс состоит из следующих процессов:
основные — это технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств продукции;
вспомогательные — это процессы, которые обеспечивают бесперебойное протекание основных процессов (изготовление и ремонт инструментов и оснастки; ремонт оборудования; обеспечение всеми видами энергий (электроэнергией, теплом, паром, водой, сжатым воздухом и т.д.));
обслуживающие — это процессы, связанные с обслуживанием как основных, так и вспомогательных процессов и не создающие продукцию (хранение, транспортировка, тех. контроль и т.д.).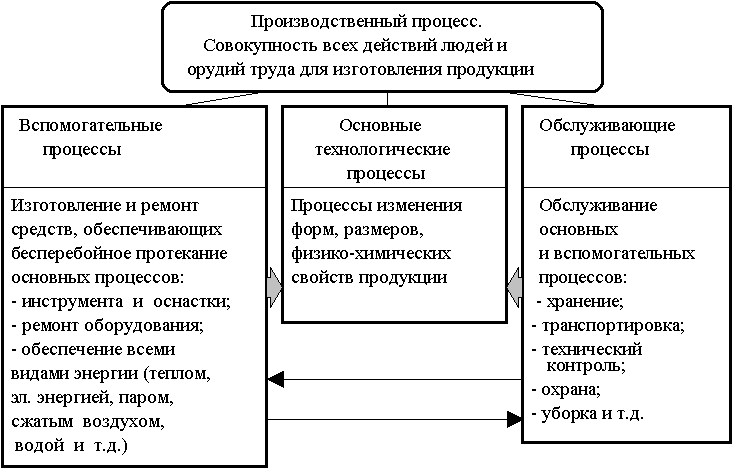
Структура производственных процессов показана на рис.1.
Производственным циклом изготовления той или иной машины или ее отдельного узла (детали) называется календарный период времени, в течение которого этот предмет труда проходит все стадии производственного процесса от первой производственной операции до сдачи (приемки) готового продукта включительно.
Оптимизация производстваохватывает полный перечень функций необходимых для увеличения производительности и снижения себестоимости выпускаемых изделий на предприятии:
— Выявление «узких мест» и определение причин их существования
— Разработка мероприятий по увеличению производительности и снижению себестоимости выпускаемых изделий — Экспертиза мероприятий
— Внедрение мероприятий на производстве с обязательным контролем увеличения производительности и снижение себестоимости производства изделий предприятия
В зависимости от принятой формы организации производства применяют последовательный, параллельный или смешанный вид движения предметов труда по операциям производственного процесса. При этом на различных стадиях производства могут применяться разные способы сочетания операций по времени.
Производственный цикл состоит из двух частей: из рабочего периода, т. е. периода, в течение которого предмет труда находится непосредственно в процессе изготовления, и из времени перерывов в этом процессе.
Осуществление производственных процессов тесно связано с методами их выполнения. Различают три основных вида организации движения производственных процессов во времени:
последовательный, характерный для единичной или партионной обработки или сборки изделий;
параллельный, применяемый в условиях поточной обработки или сборки;
параллельно-последовательный, используемый в условиях прямоточной обработки или сборки изделий.
При последовательном виде движения производственный заказ – одна деталь, или одна собираемая машина, или партия деталей 1 (серия машин 2) – в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины (серии) пролеживает на каждой операции сначала в ожидании своей очереди обработки (сборки), а затем в ожидании окончания обработки (сборки) всех деталей машин данной партии (серии) по этой операции.

При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса.
Однако при параллельном виде движения, в процессе обработки (сборки) партии деталей (машин) на некоторых рабочих местах могут возникать простои людей и оборудования (рис. 2), продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. Поэтому практическое применение параллельного вида движения предметов труда оказывается безусловно целесообразным экономически выгодным при поточной организации производственного процесса.

Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего – параллельно-последовательного вида движения предметов труда.
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т. д.).

Таким образом, применение параллельного и параллельно-последовательного видов движения предметов труда дает возможность сократить продолжительность производственного процесса, или, иначе, уменьшить производственный цикл изготовления предмета труда.
Мероприятия организационного порядка направлены на улучшение обслуживания рабочих мест инструментом, заготовками, улучшение работы контрольного аппарата, внутрицехового транспорта, складского хозяйства и т. д. Перестройка производственной структуры завода, цеха, например организация предметно-замкнутых производственных участков, способствующая уменьшению времени перерывов в производственном процессе за счет уменьшения времени межоперационного пролеживания и транспортировки, приводит к сокращению длительности производственного цикла; особенно значительный экономический эффект дает внедрение поточных форм организации производственного процесса.
Сокращение длительности производственного цикла представляет собой одну из наиболее важных задач организации производства на предприятии, от надлежащего решения которой в большой мере зависит его эффективная, рентабельная работа.
Источник
«Управление и Оптимизация Производственного Предприятия»
Сокращение длительности производственных процессов представляет собой одну из наиболее важных задач организации современного производства, от надлежащего решения которой в большой мере зависит его эффективная рентабельная работа.
Решить эту задачу Вы можете путем внедрения современных принципов и методов организации производства.
Каковы основные принципы эффективной организации производства?
На сегодняшний день для эффективной и конкурентоспособной организации производства используются следующие принципы организации производства:
- пропорциональность,
- параллельность,
- непрерывность,
- прямоточность,
- ритмичность,
- гибкость,
- комплексность.
Что понимается под «пропорциональностью» производства и как ее обеспечить?
Пропорциональность в организации производства — это соответствие производительностей всех подразделений предприятия (цехов, участков, отдельных рабочих мест) друг другу.
Для обеспечения пропорциональности Вам необходимо правильно проектировать предприятие, оптимально сочетая производственные участки. При современных темпах обновления производства и сменяемости номенклатуры производимой продукции необходимо постоянно отслеживать поддержание пропорциональности производства, потому что перевооружение одних подразделений производства требует изменения мощности других. Для этого Вам необходимо разрабатывать задания для каждого производственного участка с учетом наиболее полного использования возможностей производства.
Соблюдение принципа пропорциональности позволит Вам исключить перегрузку одних участков, т.е. возникновение «узких мест», и недоиспользование мощностей других и обеспечить равномерную бесперебойную работу предприятия.
Что такое «параллельность» производства?
Под параллельностью понимается одновременное (параллельное) выполнение различных производственных процессов по изготовлению одного продукта.
Параллельность реализуется на всех уровнях организации. Например, параллельное выполнение основных процессов можно реализовать путем обработки детали и одновременном выполнении сборочно-монтажных работ. А параллельность в выполнении основных и вспомогательных операций можно достигнуть путем совмещения времени машинной обработки со временем установки и съема деталей, контрольных промеров, загрузки и разгрузки оборудования и т.д.
Усложнение продукции в настоящее время, а также использование автоматического оборудования и разделения труда увеличивают число параллельно проводимых процессов, что позволяет оптимально сократить длительность производственного процесса и соответственно повысить эффективность производства.
В чем заключается принцип «непрерывности» производства?
В условиях сложного процесса изготовления продукции все большее значение приобретает непрерывность производства, которая обеспечивает ускорение оборачиваемости средств. На рабочем месте она достигается путем сокращения вспомогательного времени (внутриоперационных перерывов) в процессе выполнения каждой операции, на участке и в цехе — при передаче полуфабриката с одного рабочего места на другое (межоперационных перерывов) и т.д.
Непрерывность работ обеспечивается, прежде всего, совершенствованием производства (например, автоматизацией), а также рациональным сочетанием и согласованием различных производственных процессов во времени.
Что понимается под «прямоточностью» производства и как ее добиться?
Прямоточность организации производственного процесса представляет собой обеспечение кратчайшего пути прохождения изделием всех стадий и операций производственного процесса — от запуска в производство исходных материалов до выхода готовой продукции.
В соответствии с этим требованием взаимное расположение зданий и сооружений на территории предприятия, а также размещение в них основных цехов должны соответствовать требованиям производственного процесса. Поток материалов, полуфабрикатов и изделий должен быть кратчайшим, без встречных и возвратных движений. Вспомогательные цехи и склады должны размещаться как можно ближе к обслуживаемым ими основным цехам.
В чем состоит принцип «ритмичности» производства и как обеспечить ритмичность?
Для обеспечения полного использования оборудования, материальных ресурсов и рабочего времени большое значение имеет ритмичность производства.
Принцип ритмичности предполагает равномерный выпуск продукции и ритмичный ход производства. Равномерный выпуск продукции означает изготовление в равные промежутки времени одинакового количества продукции. Ритмичность производства выражается в повторении через равные промежутки времени производственных процессов и осуществлении на каждом рабочем месте в равные промежутки времени одинакового объема работ.
При ритмичной работе обеспечиваются полная загрузка оборудования, нормальная его эксплуатация, улучшается использование материально-энергетических ресурсов и рабочего времени. Неритмичная работа каждого участка приводит к нарушению нормального хода производства.
Ритмичность производства Вы можете обеспечить рациональной организацией работы во всех подразделениях предприятия, а также его своевременной подготовкой и комплексным обслуживанием.
Что понимается под «гибкостью» производства?
Современный уровень научно-технического прогресса предполагает соблюдение гибкости организации производства.
Не так давно принципы организации производства были ориентированы на устойчивый характер производства — стабильную номенклатуру продукции, конкретные виды оборудования и т.п. В современных же условиях быстрого обновления номенклатуры продукции должна меняться и технология производства. Между тем, быстрая смена оборудования вызвала бы неоправданно высокие затраты производителя. Отсюда появилось новое требование к организации производства — гибкость, что означает, прежде всего, быструю переналаживаемость оборудования.
Достижения науки обеспечивают сегодняшних производителей техникой, способной к широкому диапазону использования и производящую в случае необходимости автоматическую подналадку.
Что понимается под «комплексностью» производства?
Еще одним из важнейших принципов современной организации производства является ее комплексность.
Современные процессы изготовления продукции характеризуются постоянным взаимодействием и «сращиванием» основных, вспомогательных и обслуживающих процессов. Поэтому в связи с известным отставанием автоматизации обслуживающего производства по сравнению с оснащенностью основного Вам необходимо концентрировать свое внимание на рациональной организации выполнения не только основных, но и вспомогательных и обслуживающих процессов производства.
Какие методы организации производства чаще всего используются в практике бизнеса?
Различают три основных метода организации производственных процессов:
- Последовательный.
- Параллельный.
- Параллельно-последовательный.
В чем особенности последовательного производства?
При последовательном методе деталь в процессе производства переходит на каждую последующую операцию только после окончания обработки всех деталей данной партии на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь пролеживает на каждой операции сначала в ожидании своей очереди обработки, а затем в ожидании окончания обработки всех деталей по этой операции.
Какие черты присущи параллельному методу производства?
При параллельном методе обработка каждой детали на каждой последующей операции начинается немедленно после окончания предыдущей операции независимо от того, закончена обработка других деталей на данной операции или еще нет. При таком методе несколько единиц одной и той же партии могут одновременно находиться в обработке на разных операциях. Общая продолжительность процесса обработки партии деталей значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного метода, позволяющего значительно сократить продолжительность производственного процесса.
Каковы особенности параллельно-последовательного производства?
Параллельно-последовательный метод характеризуется тем, что процесс обработки деталей данной партии на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей на каждой предыдущей операции. Детали передаются с одной операции на другую частями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев. Параллельно-последовательный метод также позволяет значительно уменьшить продолжительность производственного процесса обработки по сравнению с последовательным методом.
Выводы и рекомендации.
Современный производитель должен рационально применять методы и соблюдать требования принципов организации производства в комплексе. Только в этом случае Вы сможете оптимизировать производственные процессы и, соответственно, добиться максимальной эффективности производства.
Источник



