
Вопрос 94.Лакокрасочные материалы: виды и пожарная опасность. Способы окраски изделий




![]()
![]()
Лакокрасочные материалы (ЛКМ) — это группа товаров, предназначенных для окраски или покрытия различных поверхностей — древесины, металла, бетона и т.д.
Для лакокрасочных покрытий применяются ЛКМ 3 видов:
1.составы, содержащие летучие компоненты (органические растворители или воду)
2.составы, не содержащие летучие компоненты, изготовляемые на основе жидких мономеров или полимеров
3.порошковые составы, наносимые в состоянии расплава
Более 90 % промышленных ЛКМ – растворители. Исходные вещества : пленкообразователи -создают на изделиях тонкую и плотную защитную пленку; пластификаторы – придают пленкам мягкость и пластичность, растворители и разбавители, красители и пигменты — придают нужную окраску, наполнители, сиккативы — ускоряют сушку.
Растворители и разбавители: ацетон, сольвент, уайт – спирит, толуол, ксилол, скипидар…
Соответствующие смеси указанных веществ дают возможность получать: лаки – растворы пленкообразователей в органических растворителях, краски и эмали – смеси растворителей, пленкообразователей и пигментов.
Пожарная опасность процессов окраски обусловлена:
· свойствами применяемых ЛКМ, в составе которых находится 50…60% и даже 70…80% легковоспламеняющихся растворителей;
· при пневматическом распылении и распылении в электрическом поле высокого напряжения создаются наиболее благоприятные условия для образования ВОК
· при окраске окунанием и обливанием с выдержкой изделий в парах растворителей в камерах и паровых туннелях при нарушении режима работы вытяжной и рециркуляционной систем вентиляции могут образовываться ВОК
Наиболее пожаровзрывоопасен способ распыления сжатым воздухом, при котором образуется пожаровзрывоопасная смесь мельчайших взвешенных частиц лака или краски в воздухе.
Источники зажигания:
· тепловое проявление электрической энергии (разряды статического электричества);
· тепловое проявление механической энергии ( теплота трения подшипников вентиляторов, двигателей и других быстровращающихся механизмов при нарушении режима смазки, перекосе валов, загрязнении поверхности слоем отходов ЛКМ);
· тепловое проявление химической энергии (самовозгорание отложений ЛКМ);
· открытый огонь и горячие поверхности технологического оборудования.
· Открытое пламя, тлеющей сигареты
Распространение возникших пожаров вызывается наличием:
легкогорючих ЛКМ в непосредственной близости от
-окрасочных постов;
-сгораемых окрашиваемых изделий и оборудования, по которым может распространяться горение;
-вентиляционных воздуховодов;
-отходов (отложений) ЛКМ.
Способы окраски изделий:
— окраска пневматическим распылением (ЛКМ струей газа(воздуха) распыляют на мельчайшие частицы и ровным слоем наносят на окрашиваемую поверхность)
— безвоздушное гидравлическое распыление ( основано на превращении потенциальной энергии краски, находящейся под давлением, в кинетическую энергию при выходе ее из сопла распылителя)
— окраска в электрическом поле высокого напряжения ( сущность способа заключается в распылении ЛКМ с одновременным сообщением образующимся аэрозольным частицам электрического заряда, благодаря которому они притягиваются к противоположно заряженному изделию и равномерно осаждаются на нем)
— струйный облив и окунание (изделие погружают в ванны с ЛКМ с помощью подъемников, вручную.)
— ручные способы нанесения ЛКМ ( кистями, шпателями, тампонами, валиками, аэрозольными баллонами)
Вопрос 95.Устройство, пожарная опасность установки для окраски изделий методом воздушного распыления ЛКМ и способы обеспечения пожарной безопасности.
ЛКМ струей газа (воздуха) распыляют на мельчайшие частицы и ровным слоем наносят на окрашиваемую поверхность. Существует ручной и автоматизированный варианты пневматического распыления, которые применяют самостоятельно или комбинируют с другими способами нанесения лакокрасочных материалов.
Непременной составной частью краскораспылительной установки является окрасочная(распылительная) кабина, оборудованная вентиляцией и системой улавливания красочной пыли, которая образуется при окраске.
Пожарная опасность пневматического распыления заключается в том, что при этом способе большой расход разбавителей для доведения ЛКМ до требуемой вязкости и большие потери ЛКМ из-за образования «красочного тумана», при котором образуются благоприятные условия для образования ВОК.

Источниками зажигания могут являться :
-Теплота самовозгорания отложений лаков и красок ( в окрасочных камерах, воздуховодах вытяжной вентиляции, вентиляторах);
-теплота химической реакции при использовании лаков с отвердителями;
-теплота трения подшипников вентилятора, двигателей и других механизмов при нарушении режима смазки, перекосе валов;
способы обеспечения пожарной безопасности
-распылять лаки только в закрытых и полузакрытых камерах, исключая возможность попадания паров горючих растворителей в помещение.
-не применять ЛКМ неизвестного состава.
-емкости с ЛКМ, находящиеся непосредственно у рабочих мест, закрывать крышками .
-вентсистема должна обеспечивать скорость движения воздуха через рабочие проемы камер в сторону вытяжки больше скорости диффузии паров, но не менее 1 м/с .
-окрасочные камеры, работающие с частичной рециркуляцией , оборудуют автоматическими газоанализаторами с исполнительным механизмом.
-для уменьшения образования «красочного тумана» — бестуманные пистолеты-распылители.
-красконагнетательные бачки располагать при окраске вне окрасочных камер
-окрасочные работы, промывку и обезжиривание деталей производят только при действующей приточной и вытяжной вентиляции с местными отсосами от окрасочных шкафов, ванн, камер, кабин.
-не применять стальные инструменты, образующие искры в цехах окраски(отделениях, установках).
-обеспечить окрасочные камеры системами АУПТ.
Вопрос 96. Устройство, пожарной опасности установок для окраски изделий методами распыления лакокрасочных материалов (ЛКМ) под высоким давлением и способы обеспечения их пожарной безопасности.
Окраска пневматическим распылением
Лакокрасочные материалы струёй газа (обычно воздуха) распыляют на мельчайшие частицы и ровным слоем наносят на окрашиваемую поверхность. Существуют ручной и автоматизированный варианты пневматического распыления, которые применяют самостоятельно или комбинируют с другими способами нанесения лакокрасочных материалов. Недостаток пневматического распыление — большой расход разбавители для доведения ЛКМ до требуемой вязкости и большие потери ЛКМ из-за образования «красочного тумана»
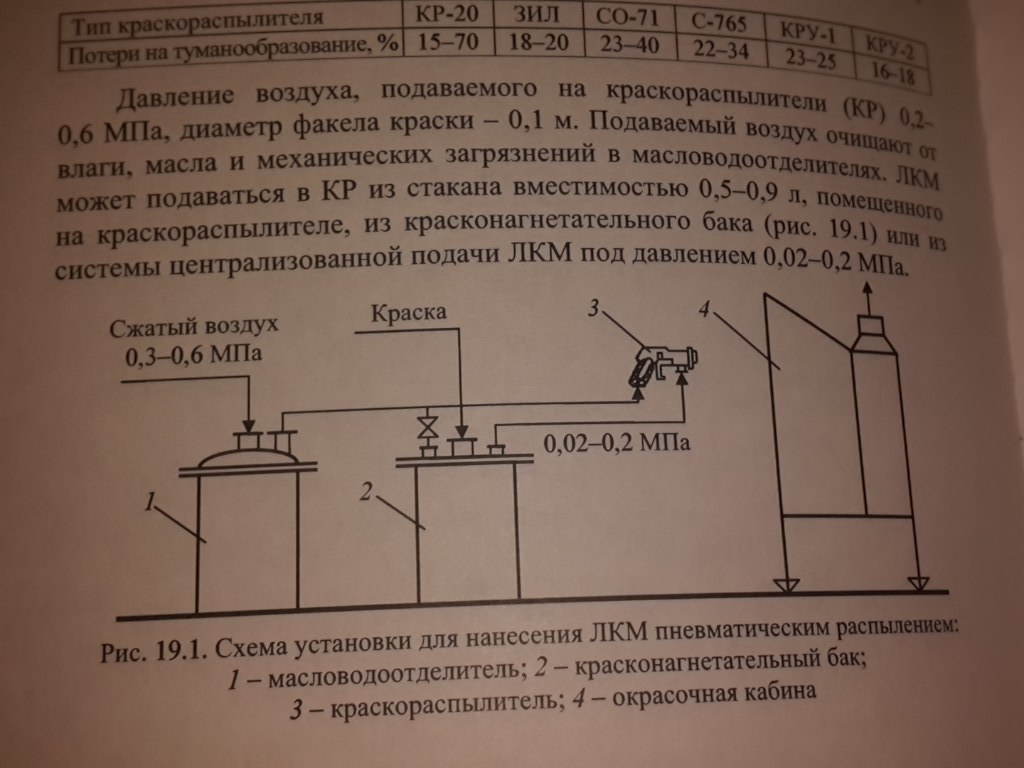
Давление воздуха, подаваемого на краскораспылители (КР) 0,2-0,6 МПа, диаметр факела краски — 0,1 м. Подаваемый воздух очищает от влаги, масло и механических загрязнений масловоотделителях. ЛКМ может подаваться в КР из стакана вместимостью 0,5 — 0,9 л, помещенного на краскораспылителе, из краснонагнетательного бака или из системы централизованной подачи ЛКМ под давлением 0,02-0,2 Мпа.
Безвоздушное гидравлическое распыление
Воздушное распыление основано на превращение потенциальной энергии краски, находящейся под давлением, кинетическая энергия при выходе ее из сопла распылителя. Нагретый до 60-100 °С. Или находящийся в холодном состоянии (18-25 °С) ЛКМ под давлением 4,5- 25 МПа падают к специальному соплу, в котором скорость при входе из него достигает величины выше критической приданое вязкость. В Краскораспылителях высокого давления обеспечена надежная герметичная и прочность всех сочленений.
Безвоздушное распыление применяется в ручном и автоматическом режимах при окраске средняя- и крупногабаритных изделий не сложной формы, а также строительных объектов. Удельный расход растворителей при безвоздушном распылении (по сравнению с пневматическим) сокращается на 15- 20%, ЛКМ — на 20- 30% вследствие уменьшения потеря туманообразование.
Особенности пожарной опасности
· Пожарная опасность процессов окраски характеризуется пожароопасными свойствами ЛКМ и их большими количествами, возможностью образования горючих паровоздушных концентраций, источниками зажигания, путями распространения пожара, а также способами нанесения ЛКМ.
· Пожароопасные свойства ЛКМ в значительной степени определяются пожароопасными свойствами растворителей и разбавителей, входящих в их состав. Данные о пожароопасных свойствам ЛКМ следует брать из справочной литературы, а при их отсутствие – принимать по пожароопасным свойствам растворителей и разбавителей.
· Образование ВОК может иметь место при всех способах окраски, как в окрасочных камерах, вентиляционных воздуховодах, емкостях с ЛКМ, так и в помещениях окрасочных цехов и краскоприготовительных. Необходимым условием образования горючих концентраций является неравенство: tж ≥ tвсп (tж – температура жидкости). В закрытых емкостях установок окраски ВОК образуются при наличии паровоздушного пространства и при выполнения условия: tн.п ˂ tж˂ tв.п
· При пневманическом распылении и распылении в электрическом поле высокого напряжения создаются наиболее благоприятные условия по сравнению с другими способами окраски для образования ВОК ввиду того, что при распылении ЛКМ происходит интенсивное испарение растворителей и образуется «красочный туман»
Способы обеспечения пожарной безопасности
Для уменьшения возможности образования ВОК вместо пнеманического распыления необходимо применять более безопасный метод безводушного распыления, а при невозможности его использовании для уменьшения образования «красочного тумана» — бестуманные пистолеты-распылители.
При применении полимиризующихся ЛКМ следует осуществлять автоматическое дозирование их составляющих (лака, отвердителя, пластификатора, и т.д). Следует стремиться к уменьшению или полному исключению горючих растворителей из ЛКМ, применяя водоразбавляемые лаки, порошковые краски, лакокрасочные смеси, полимеризующиеся непосредственно на окрашенной поверхности.
Красконагнетательные бачки при окраске распылением следует распологать вне окрасочных камер.
Основными мероприятиями, направленными на предотвращение распространения пожара при окраске изделий, являются: ограничение количества горючих материалов и веществ, одновременно находящихся в окрасочных цехах; своевременная очистка оборудования от отходов ЛКМ; предотвращение разлива ЛКМ, растворителей и разбавителей; защита коммуникаций от распространения пламени и от разрушения при возможном взрыве. Окрасочные камеры и другое оборудование изготавливают из негорючих материалов.
Для мойки и обезвреживания изделий и деталей должны, как правило, применяться негорючие технические моющие средства, пасты, растворители и эмульсии, а также ультразвуковые и другие безопасные в пожарном отношении установки и способы. Только в тех случаях, когда негорючие моющие составы не обеспечивают необходимой по технологии чистоты обработки изделий, можно использовать ЛВЖ и ГЖ при строгом соблюдении мер пожарной безопасности.
Окрасочные камеры оборудуют системами автоматического пожаротушения, а окрасочные цеха обеспечивают первичными средствами пожаротушения
Источник
КЛАССИФИКАЦИЯ СПОСОБОВ ОКРАШИВАНИЯ
Различают способы нанесения жидких и порошковых лакокрасочных материалов.
Нанесение жидких лакокрасочных материалов, как и любых жидкостей, на твердую поверхность основано на:
1) превращении их в аэрозоли с последующим осаждением и коагуляцией в тонком слое;
2) смачивании поверхности (адсорбции);
3) отложении (осаждении) вещества из жидкой среды (раствора или дисперсии) при воздействии электрического тока, нагревания и т. д.;
4) испарении и последующей адсорбции из газовой или паровой фазы (для мономеров).
К первой, наиболее распространенной группе способов относятся: пневматическое распыление, электростатическое распыление, гидравлическое (безвоздушное) распыление, аэрозольное распыление. Общим для всех этих способов является то, что жидкий лакокрасочный материал предварительно диспергируется — превращается в состояние аэрозоля. От свойств аэрозоля и от того, насколько он полно
Осаждается и коагулирует на поверхности, зависят экономика и качество получаемых покрытий.
Вторую группу способов составляют окунание, облив, окрашивание валиками, в барабанах, кистями и другими ручными приспособлениями. Для их осуществления необходим прямой контакт твердой поверхности и жидкого лакокрасочного материала и возможно более полное взаимодействие (смачивание).
Третью группу представляют такие перспективные способы, как электро — и хемоосаждение.
К четвертой группе относятся сравнительно новые способы: полимеризация в тлеющем разряде, инициированная полимеризация мономеров из паровой фазы и др. В этом случае, как и при электрополимеризации, процесс нанесения (осаждения) мономерного или олигомерного пленкообразующего вещества совмещается с процессом его химического превращения, приводящего к образованию готового покрытия. В других случаях процессы нанесения и отверждения (сушки) материала четко разделяются как во времени, так и по аппаратурному оформлению. х
Нанесение порошковых лакокрасочных материалов Основано на их способности легко превращаться в аэрозоли. Аэрозоли осаждаются на твердой поверхности в результате:
1) электризации аэрозольных частиц (сообщается заряд, противоположный по знаку заряда изделия);
2) контактирования аэрозоля с нагретой поверхностью;
3) контактирования аэрозоля с липкой поверхностью субстрата;
4) конденсации аэрозоля на холодной поверхности.
В отдельных случаях применяют нанесение порошковых красок на горизонтальную поверхность насыпанием, насеиванием и т. д.
На схеме (см. с. 222) приведены основные способы нанесения лакокрасочных материалов на поверхность. Удельное значение указанных способов в промышленности Российской Федерации и потери при этом лакокрасочных материалов иллюстрируются данными табл. 7.1.
Более 75 % всех лакокрасочных материалов (как жидких, так и порошковых) в настоящее время наносят способами, основанными на аэрозольной технологии. Это связано с тем, что в состоянии аэрозолей наиболее легко осуществляются дозирование лакокрасочных материалов, зарядка и тонкослойное распределение на поверхности. Однако многие из этих способов неэкономичны, так как связаны с большими потерями лакокрасочных материалов. Особенно это относится к способу пневматического распыления, где среднее значение потерь составляет 45 %.
Все способы нанесения жидких и порошковых красок подразделяются на механизированные и ручные. Первые используют при
Сравнительная оценка способов нанесения лакокрасочных материалов в 2005 г.
Источник



