
Оснастка для очистки сварочной проволоки
Состояние поверхности сварочной проволоки во многом влияет на качество сварного соединения. Если проволока покрыта пылью, грязью, маслом или ржавчиной, то шов получается пористым и с различными включениями, процесс сварки проходит нестабильно, наблюдается большое разбрызгивание металла. Кроме того, засоряется канал шланга и быстро изнашиваются наконечники.
Приспособление и станок для очистки сварочной проволоки разработаны и внедрены новаторами треста «Союзпромбуммонтаж».
Приспособление для очистки сварочной проволоки (рис. 54) выполнено в виде цилиндрической камеры, образованной корпусом 1 и крышкой 3, соединенными между собой петлей 4. После закрывания крышка фиксируется защелкой 2. Внутри камера разделена на два отсека диском 6. Одна часть камеры заполняется кусками абразива 5, а другая — войлоком 7. В диске и в торцевых стенках имеются отверстия, через которые пропускается сварочный провод. Своим левым торцом приспособление крепится к подающему механизму сварочного автомата или полуавтомата.
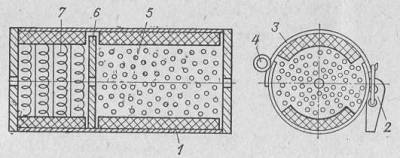
Рис. 54. Приспособление для очистки сварочной проволоки. 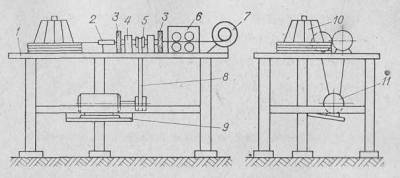
Рис. 55. Схема станка для очистки сварочной проволоки.
Заправленная в приспособление проволока вначале проходит камеру с абразивом, где очищается от ржавчины и окалины, а затем камеру с войлоком, где происходит окончательное удаление грязи, масла и т. д. При-способление позволяет очищать проволоку диаметром 1—4 мм. Простое по конструкции, оно может быть изготовлено и использовано на любом предприятии, при меняющем полуавтоматическую сварку в среде углекислого газа.
Станок для очистки сварочной проволоки схематически показан на рис. 55.
На верхней плите сварного корпуса 1 станка закреплена ось, на которой установлена катушка 10. На противоположном конце плиты расположен узел намотки с вращающейся кассетой 7. В средней части на опорах 4 установлены два вала, на которых с обоих концов закреплены щетки 3, а в средней части — шкивы 5. Шкивы связаны общим ремнем 8 со шкивом электродвигателя 11, смонтированного внутри корпуса на поворотной площадке 9.
Конец бухты сварочной проволоки, надетой на катушку, пропускается через направляющую втулку 2, две пары щеток, тянущий механизм 6 и наматывается на кассету 7. После этого включается электродвигатель, который приводит в движение тянущий механизм и щетки. Проходя через щетки, проволока очищается от грязи, ржавчины, окалины, масел и т. д. Перемещаясь, она заставляет вращаться кассету и наматывается на нее.
Чтобы компенсировать износ щеток в процессе работы, одна щетка из каждой пары имеет возможность поперечного перемещения. В качестве тянущего механизма использован подающий механизм от сварочного автомата ТС-17.
Диаметр очищаемой проволоки, мм . 1—5
Диаметр щеток, мм . 165
Частота вращения двигателя, об/мин. . 1400
Мощность электродвигателя, кВт . 1
Габаритные размеры станка, мм . . . 130x700x800
Источник
Очистка сварочной проволоки
#1 fant1k

- Город Краматорск
- Имя: Марк
- Сфера деятельности: Конструирование

Всем доброго дня ! Возникла необходимость в очистке сварочной проволоки от загрязнения. Я думаю все знают, что если варить полуавтоматом в среде инертных газов грязной проволокой то неизбежно образование дефектов сварки. И мало того есть большая вероятность защемления проволоки в механизме протяжки. Что ведет к повреждению спирали в рукаве горелки и повышенному износу прижимных роликов в механизме протяжки. Проволока приходит в бухтах и она очень грязная, а иногда вообще приходит в масле. Марка проволоки 30ХГСА. Погуглил и нашел несколько вариантов очистки! Но ни один из вариантов мне не нравится! В основном для очистки используется абразив. Но как быть если проволока с омедненным слоем. Есть какие нибудь соображения по этому поводу .
Фото механизма абразивной очистки прилагаю.
Прикрепленные файлы
 2201304-1.jpg86,01К 9 скачиваний
2201304-1.jpg86,01К 9 скачиваний
 2201304-1.jpg86,01К 9 скачиваний
2201304-1.jpg86,01К 9 скачиванийБудь всегда на позитиве 🙂
#2 Mykola

- Имя: NNB
- Сфера деятельности: Производство
Так уж повелось, что проволока 30ХГСА поставляется неомедненной, поэтому некорректно рассматривать ее в ряду с омедненной. Для второй достаточно сразу за механизмом протяжки поставить кусок войлока, проткнутого проволокой два-три раза. Это обеспечит очистку от парафина, которым омедненная проволока покрыта. Проволока 30ХГСА склонна к повышенной коррозии, поэтому поставляется с масляным покрытием для длительного хранения и перед употреблением перематывается из бухты на кассеты с предварительной очисткой. Показанное Вами устройство, одно из множества, изобретенного умельцами. Так что простор для творчества имеется. В любом случае очистка не отменяет регулярного ухода за спиралью.
#3 fant1k
- Город Краматорск
- Имя: Марк
- Сфера деятельности: Конструирование
Просто нужно сделать устройство универсальное для чистки проволоки как омедненной так и неомеденной. Я знаю что 30ХГСА без омедненного слоя! Немного не корректно поставил вопрос. Войлок за механизмом протяжки быстро загрязняется и его нужно часто менять, что не совсем удобно! Вот спроектировал вот такое устройство скрин прилагаю. Смысл заключается в следующем. Ванна. В ванне ролики. Они крепятся на осях консольно и на них стоят щётки. В ванну заливается растворитель или керосин. Хотелось бы рассмотреть ещё какие нибудь варианты очистки проволоки !
Прикрепленные файлы
- Мойка.jpg101,59К 8 скачиваний
Будь всегда на позитиве 🙂
#4 Mykola
- Имя: NNB
- Сфера деятельности: Производство
Я ведь написал, что для творчества есть простор. https://www.google.r. biw=935&bih=615 Важен результат. Вы можете представить себе работу со сварочным полуавтоматом, оборудованным Вашим приспособлением для очистки? Оно может быть использовано только в отдельном помещении (горючие растворители) для предварительной подготовки проволоки небольшими партиями, используемыми в течение рабочей смены. В процессе работы в запыленном цехе необходимо и достаточно упомянутого войлока.
#5 fant1k
- Город Краматорск
- Имя: Марк
- Сфера деятельности: Конструирование
Кто Вам сказал что полуавтомат будет оборудован данным устройством . Эта мойка стоит на намоточном стенде. Проволока сматывается с бухты, проходит очистку в данной мойке, проходит через ряд правящих роликов и с помощью намоточного стенда наматывается на еврокатушку. После чего сушится. И только потом этой проволокой варят ! Войлока не достаточно поверьте мне ! В день наматываем 15 катушек по 15 кг. Единственное что не устраивает в этой мойке это то что приходится использовать растворитель или керосин (как Вы подметили) ! Поэтому ищу варианты её замены !
Будь всегда на позитиве 🙂
#6 ingenerkons

- Имя: Владимир
- Сфера деятельности: Конструирование
Если физический метод очистки не устраивает, нужен химический или скомбинировать варианты. Есть еще вариант выставить претензии поставщику, пусть чистит проволоку, заказчик имеет возможность устанавливать способ упаковки и порядок приема товара.
С уважением Владимир.
#7 Mykola
- Имя: NNB
- Сфера деятельности: Производство
Войлока не достаточно поверьте мне !
Чтобы получить вразумительный ответ, нужно вразумительно поставить вопрос. Я достаточно знаком с технологией подготовки сварочной проволоки 30ХГСА. Войлок предлагается для обязательного использования на рабочем месте. И ссылку с картинками я привел Вам для расширения кругозора. Самый простой способ — контейнер с порошкообразным абразивом и предварительным обжигом смазки (среди тех картинок он показан)
#8 Mykola
- Имя: NNB
- Сфера деятельности: Производство
Есть еще вариант выставить претензии поставщику, пусть чистит проволоку, заказчик имеет возможность устанавливать способ упаковки и порядок приема товара.
Прежде чем давать подобные советы, нужно быть в теме рассматриваемого вопроса. Эта проволока, можно сказать, сойдя с волочильного стана начинает корродировать, поэтому такова специфика поставки.
#9 fant1k
- Город Краматорск
- Имя: Марк
- Сфера деятельности: Конструирование
Чтобы получить вразумительный ответ, нужно вразумительно поставить вопрос. Я достаточно знаком с технологией подготовки сварочной проволоки 30ХГСА. Войлок предлагается для обязательного использования на рабочем месте. И ссылку с картинками я привел Вам для расширения кругозора. Самый простой способ — контейнер с порошкообразным абразивом и предварительным обжигом смазки (среди тех картинок он показан)
Нужна универсальная мойка как для проволоки с покрытием так и без ! Я ведь в самом первом посте привожу эскиз устройства чистящего именно абразивом! Но для омедненной проволоки данное устройство не подходит !
Будь всегда на позитиве 🙂
#10 Mykola
- Имя: NNB
- Сфера деятельности: Производство
Но для омедненной проволоки данное устройство не подходит !
Дурью не майтесь. Еще раз: ОМЕДНЕННУЮ ПРОВОЛОКУ НЕТ НЕОБХОДИМОСТИ ЧИСТИТЬ! Медное покрытие предназначено для улучшения электрического контакта, а также уменьшения износа наконечника и, в некоторой степени, для защиты от коррозии. При неправильном хранении коррозия проявляется и тогда ее нужно просто утилизировать. Омедненная проволока — в том состоянии поставки, которая позволяет ее использование без дополнительных мероприятий.
#11 fant1k
- Город Краматорск
- Имя: Марк
- Сфера деятельности: Конструирование
Дурью не майтесь. Еще раз: ОМЕДНЕННУЮ ПРОВОЛОКУ НЕТ НЕОБХОДИМОСТИ ЧИСТИТЬ! Медное покрытие предназначено для улучшения электрического контакта, а также уменьшения износа наконечника и, в некоторой степени, для защиты от коррозии. При неправильном хранении коррозия проявляется и тогда ее нужно просто утилизировать. Омедненная проволока — в том состоянии поставки, которая позволяет ее использование без дополнительных мероприятий.
Вы в этом уверены ? Что чистить не нужно ? Я как производственник и могу сказать обратное! Предприятие на котором я в данное время работаю занимается наплавкой и восстановлением крановых колес, колёсных пар, приводных шестерней угольноразмольных мельниц. Приходит нам партия проволоки. Это касается проволоки Esab OK Tubrod 15.14. Если не моешь её в растворителе при наплавке очень много дефектов — это непровары, раковины, доходит даже до не сплавления с основным металлом. После мойки проволоки таких дефектов не наблюдается ! Стабильная дуга, пор нет, заклинивания проволоки в рукаве тоже нет ! Завтра постараюсь выложить наплавленную колесную пару. Сначала наплавка производилась не мытой проволокой, после мытой ! Разница существенная ! Если Вы будите утверждать, что нарушен технологический процесс и из-за этого появляются раковины и непровары, то я Вас разочарую! Наплавка производится полностью в автоматическом режиме, дуга стабилизированна, человеческий фактор исключён! Качество шва в разы выше именно когда проволока без загрязнения т.е. мытая ! Так что процесс мойки играет существенную роль! И дурью как Вы говорите я отнюдь не маюсь !
Будь всегда на позитиве 🙂
#12 fant1k
- Город Краматорск
- Имя: Марк
- Сфера деятельности: Конструирование
Ещё добавлю! Наплавка производится на одних и тех же режимах сварки мытой и не мытой проволокой. Либо в струйном переносе, либо в режиме коротких замыканий. ИМХО
Будь всегда на позитиве 🙂
#13 fant1k
- Город Краматорск
- Имя: Марк
- Сфера деятельности: Конструирование
P.S. Никто не собирается чистить проволоку от омедненного слоя !
Будь всегда на позитиве 🙂
#14 Mykola
- Имя: NNB
- Сфера деятельности: Производство
непровары, раковины, доходит даже до не сплавления с основным металлом.Стабильная дуга, пор нет, заклинивания проволоки в рукаве тоже нет
Все перечисленное не имеет никакого отношения к чистоте проволоки. Даже не буду втягиваться в спор. Мой Вам совет: учите теорию сварочных процессов, чтобы понимать причинно-следственную связь образования дефектов сварочных швов. И мойте дальше — для порошковой проволоки это очень полезно! . И тщательнЕе.
#15 Mykola
- Имя: NNB
- Сфера деятельности: Производство
Наплавка производится на одних и тех же режимах. в струйном переносе, либо в режиме коротких замыканий. ИМХО
Да у вас на заводе просто корифеи: в смеси М21, которая рекомендована для проволоки Tubrod 15.14, удается получить струйный перенос — это надо победить законы физики.
#16 fant1k
- Город Краматорск
- Имя: Марк
- Сфера деятельности: Конструирование
Да у вас на заводе просто корифеи: в смеси М21, которая рекомендована для проволоки Tubrod 15.14, удается получить струйный перенос — это надо победить законы физики.
Порошковая газозащитная проволока разработана для полуавтоматической и автоматической сварки углеродистых и низколегированных сталей в среде углекислого газа и его смесях с
аргоном. К характеристикам проволоки относятся — низкое разбрызгивание; легкая отделяемость шлаковой корки; стабильный струйный перенос; высокая сопротивляемость пористости и
шлаковым включениям. Большинство типов проволоки позволяют осуществлять сварку во всех положениях.
Я скажу так. результат на лицо. Ещё ни разу заказчики не выдвигали претензии по поводу качества восстановленных деталей! Только положительные отзывы. А по поводу физики. на практике для начала проверьте свои «догадки» . ИМХО
Будь всегда на позитиве 🙂
#17 Mykola
- Имя: NNB
- Сфера деятельности: Производство
Порошковая газозащитная проволока разработана для полуавтоматической и автоматической сварки углеродистых и низколегированных сталей в среде углекислого газа и его смесях с
аргоном. К характеристикам проволоки относятся — низкое разбрызгивание; легкая отделяемость шлаковой корки; стабильный струйный перенос; высокая сопротивляемость пористости и
шлаковым включениям. Большинство типов проволоки позволяют осуществлять сварку во всех положениях.
Я скажу так. результат на лицо. Ещё ни разу заказчики не выдвигали претензии по поводу качества восстановленных деталей! Только положительные отзывы. А по поводу физики. на практике для начала проверьте свои «догадки» . ИМХО
Ваша цитата из справочника не имеет ничего общего с сущностью струйного переноса, который возможен только в высокоаргонной смеси с содержанием примеси других газов не более 10%. Учите матчасть. И для общего развития о причинах возникновения сварочных дефектов http://www.lincolnel. ies-detail.aspx
#18 totoro

- Имя: Евгений
- Сфера деятельности: Производство
Просто нужно сделать устройство универсальное для чистки проволоки как омедненной так и неомеденной. Я знаю что 30ХГСА без омедненного слоя! Немного не корректно поставил вопрос. Войлок за механизмом протяжки быстро загрязняется и его нужно часто менять, что не совсем удобно! Вот спроектировал вот такое устройство скрин прилагаю. Смысл заключается в следующем. Ванна. В ванне ролики. Они крепятся на осях консольно и на них стоят щётки. В ванну заливается растворитель или керосин. Хотелось бы рассмотреть ещё какие нибудь варианты очистки проволоки !
ваш вариант можно доработать добавив подающие ролики перед ванной и тянущие ролики после ванны. Нужно будет добиться одинаковой скорости для обоих пар роликов чтобы проволока в ванне была без натяжения и если расстояние между осями роликов в ванне сделать побольше то не нужно будет править проволоку после промывки, а сразу можно наматывать на катушку (ну да предварительно просушив проволоку — это еще один технологический узел после ванны — и здесь можно как раз использовать войлок для грубой очистки проволоки от обезжиривателя или растворителя)
Источник



