
Накипь, ее влияние на работу поверхности нагрева котла. Методы очистки




![]()
![]()
При питании котлов жесткой водой на стенках барабанов, коллекторов и труб откладывается накипь, составные соединения которой крепко соединяются с поверхностью металла. Накипь и шлам имеют низкую теплопроводность, в результате чего ухудшается теплопередача через загрязненные стенки.
Это вызывает следующие отрицательные явления:
— местный перегрев стенок котла, вследствие чего образуются выпучины и свищи;
— разрывы жаровых, кипятильных, экранных и дымогарных труб и взрывы котлов;
— снижение тепло- и паропроизводительности котлов;
| Толщина накипи | мм | |||||
| Перерасход топлива | % | 2-3 | 4-5 | 6-7 | 7,5-8 | 8,5-9 |
Очистка котлов от накипи осуществляется механическим и химическим способами.
Механическая очистка котлов от накипи осуществляется с помощью ручного и механического инструмента.
Кручному инструменту относятся шаберы, скребки, металлические щетки.
К механическому инструменту относятся нераскидные (см.рис. 54) и раскидные (см.рис. 55) головки, приводимые в движение через гибкий вал от электродвигателя или воздушной турбинки.
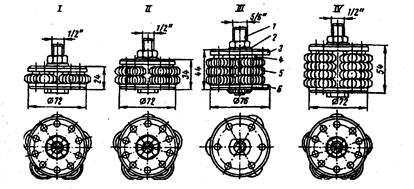
Рис. 54 (а). Головки ОП нераскидные для очистки открытых поверхностей:
I- однорядная; II — двухрядная;
III — трехрядная; IV- четырехрядная:
2 — шайба гравера
3 — фланец задний
4 — ось зубчаток
6 — передний фланец
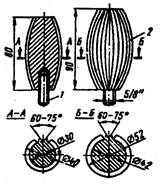
Рис. 54 (б). Головки нераскидные эллипсовидные для очистки труб:
2 — головка эллипсовидная.
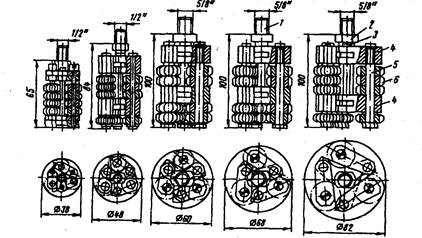
Рис. 55. Раскидные головки
для очистки труб:
2 — корпус головки
5 — ось зубчаток
При механической очистке в первую очередь проводится очистка стенок барабанов и коллекторов, так называемых открытых поверхностей. Для этого применяют специальные головки ОП (открытая поверхность). Головки ОП оборудованы шарошками, насажденными на оси. При вращении электродвигателем или воздушной турбинкой вместе с головкой вращаются и шарошки, счищая своими зубцами накипь со стенок, к которым прижимается головка. Головки ОП бывают одно-, двух-, трех- и четырехрядными.
Удаление накипи с применением ручного инструмента производится в местах, недоступных для очистки механическим инструментом (в углах соединения перегородок, возле выступающих концов труб и т.д.)
Очистка накипи молотком с острыми концами, так называемым клавачем, категорически запрещается, поскольку при этом повреждается металличёская поверхность барабана на глубину 0,5-1,0 мм, что благоприятствует усилению коррозии.
Очищенную ручным или механическим инструментом поверхность моют протоком воды, а потом проверяют качество очистки.
Экранные и кипятильные трубы очищают после очистки барабанов и коллекторов. Для этого применяют другие головки, которые отличаются от головок ОП тем, что оси шарошек прикреплены к головке на шарнирах. При вращении головки эти оси вместе с шарошками от действия центробежной силы расходятся в стороны, прижимаются к стенке трубы и очищают ее от накипи. Такие головки для очистки труб называются раскидными.
Во всех случаях очистка труб шарошками осуществляется с одновременной обмывкой водой мест очистки. При этом происходит охлаждение шарошек и смывание накипи, которая забивает пространство между зубцами шарошек. Во время очистки гибкий вал не следует пропускать в трубу ниже закрепленного хомутика, чтобы предотвратить выход головки из нижнего конца трубы и поломку шарошек.
Химическая очистка котлов:
Для химической очистки применяется техническая соляная кислота. Концентрация раствора кислоты зависит от толщины слоя накипи. На каждый 1 мм накипи используют 1% раствора кислоты. Раствор концентрацией ниже 3% и выше 10% не используют. Вместо выше 10%- й концентрации делается повторная промывка свежим раствором предыдущей концентрации.
Подогрев и, тем более, кипячение раствора в котле не допускается, так как это приведет к коррозионному разрушению стенок, интенсивному выделению вредных паров и углекислого газа. Даже при нормальном процессе химической очистки котлов раствором соляной кислоты необходимо принимать меры безопасности: включить вентиляцию котельной, а при ее отсутствии — открыть окна и двери; персонал должен работать в спецодежде и защитных очках.

Для уменьшения разрушительного действия соляной кислоты на металлические стенки котла в ее раствор нужно добавлять пассиватор приблизительно 1/10 часть кислоты. В роли пассиваторов используют технический уротропин, столярный клей, конопляный жмых.
Для химической очистки используют промывочные машины, включающие в себя:
— емкости для приготовления раствора кислоты;
— шланги для подачи раствора в котел и отвода раствора в емкости.
При прокачке раствора через котел накипь бурно растворяется с интенсивным выделением газа и пены. Окончание процесса определяется по прекращению выделения СО2 и пены. Тогда в раствор добавляют воду и выпускают в канализацию. После этого котел промывают чистой водой, пока вода не станет прозрачной. Для нейтрализации котел промывают NaOH той же концентрации, что и кислотный раствор, а потом чистой водой и делают осмотр качества очистки. Не рекомендуется делать кислотную промывку котлов больше 2-3 раз за все время эксплуатации котла. Во время очистки необходимо следить за содержимым железа в растворе. Очистка делается под надзором специалиста-химика.
Источник
Технологии очистки паровых котлов
А.В.Колосов, директор, ООО «Инновации-Евросервис», г. Электросталь
В процессе эксплуатации паровых котлов, на их внутренних поверхностях нагрева — трубках, коллекторах и барабанах, образуется накипь, которая существенно снижает теплопередачу и препятствует нагреву воды (рис. 1). Перерасход топлива, в зависимости от толщины накипи, может достигать очень существенных величин. Если 1 мм накипи вызывает перерасход топлива в 2-3%, то 3 мм накипи уже — 6-7% [1].

В настоящее время существует несколько наиболее распространенных методов очистки: механическая, гидродинамическая, гидрохимическая, электроразрядная. Ниже мы расскажем о данных технологиях более подробно.
Механическая очистка
Данный вид очистки является традиционным, самым дешевым методом очистки паровых котлов. Для этих целей используются специальные шарошки, щетки, скребки, вращающиеся насадки (в случае подключения к пневмоприводу). Механическая очистка применяется и эффективна при наличии отложений небольшой толщины и прочности. Один из серьезных минусов механической очистки котлов заключается в том, что при использовании насадок с острыми режущими кромками или гранями, происходит ненормируемое воздействие насадки на металл очищаемой трубы, в результате чего возможно возникновение локальных утонений или повреждений стенки трубы.
Гидродинамическая очистка котлов
В тех случаях, когда отложения в паровых котлах имеют небольшую толщину, умеренную прочность, а для заказчика важна скорость очистки котла, применяется гидродинамическая очистка котлов установкой высокого давления.

Оборудование для этих целей представляет собой насос высокого давления и емкость с водой, соединенные шлангами. Как правило, оборудование устанавливается на базе автофургона (рис. 2.) и имеет емкости различного объема от 1 до 5 м 3 (рис. 3). Через выходной шланг и специальные насадки вода подается в очищаемую трубу под высоким давлением — до 300 атм. Благодаря этому труба очищается с высокой скоростью. В данном исполнении электропитание оборудования — автономное, через бортовую сеть автомобиля. Оборудование предназначено для очистки паровых котлов любой мощности.

Существует также установка высокого давления малого размера, она удобна для очистки котлов малой мощности (рис. 4).

Рис. 4. Установка для промывки бытовых котлов.
Следует отметить, что гидродинамическая очистка не применяется в случаях, если в трубе отсутствует проходное сечение или трубка забита накипью высокой прочности и значительной толщины.
Химическая очистка котлов
Весьма распространенным методом очистки является химическая очистка паровых котлов. Суть ее состоит в прокачивании через очищаемый котел растворов кислот или щелочей. Химические растворы подбираются под конкретные образцы отложений, полученные с каждого планируемого к химической очистке объекта. Для этих целей используются средства на основе соляной, серной, ортофосфорной кислоты. При этом в состав моющего раствора обязательно входят специальные ингибиторы коррозии, которые предотвращают химическую коррозию трубок очищаемого котла.
Процедура химической очистки котлов состоит из следующих этапов: обследование котла, производство контрольной вырезки, анализ химического состава накипи, подбор моющего реагента, очистка котла, промывка и нейтрализация котла, утилизация моющего раствора.
Средние сроки выполнения химической очистки котлов составляют 1-2 дня — для котлов малой мощности, 2-4 дня — для котлов средней мощности, 4-8 дней для котлов большой мощности. Метод химической очистки котлов не позволяет очищать полностью забитые трубки. Стоимость очистки котлов при использовании данного метода наивысшая, среди других методов, в связи с использованием дорогостоящих химических реагентов.
Электроразрядная очистка котлов
Электроразрядная очистка является относительно новым методом, среди существующих, поскольку первые работающие электроразрядные технологии появились не ранее 20 лет назад. Остановимся подробнее на этом виде очистки.
Суть метода, вкратце, заключается в следующем. В результате электрических разрядов, осуществляемых в рабочей жидкости, в ней образуются скоростные гидропотоки, упругие колебания высокой интенсивности и кавитационные образования. Электрическая дуга, проникая в толщу отложений, раскалывает их и измельчает, далее скоростные гидропотоки выносят отложения из очищаемой полости. За счет совокупности этих явлений достигается очистка труб от накипи практически любой прочности.
Из практики электроразрядной очистки котлов
Электроразрядное оборудование состоит из блока управления и защиты, конденсатора и повышающего трансформатора (рис. 5). Поскольку все эти элементы представляют собой электрооборудование, необходимо поместить его на изолированной от металлоконструкций площадке. По возможности, размещение оборудования необходимо выполнить в центральной части верхнего барабана. Это делается для того, чтобы можно было проводить очистку котла от накипи с двух сторон, не перемещая оборудование.

Рис. 5. Оборудование для электроразрядной очистки.
Общий принцип очистки котла очень прост. Рабочий кабель-электрод подается через отверстие для лючка в верхнем барабане в каждую трубку. Как правило, с одной стороны парового котла размещаются конвективные трубки в большом количестве. с другой стороны котла размещены экранные трубы. Они идут в два ряда по центральной горизонтальной оси верхнего барабана.
Для успешной подачи рабочего кабеля в каждую трубку требуются пластиковые сантехнические трубы, диаметром 40 мм. Поскольку длина барабанов котлов может быть более 5 метров, то при работе используются трубы разной длины: 0,5, 1, 2 м. Двухметровых труб должно быть две, чтобы обеспечить требуемую жесткость при очистке дальних труб. Для того, чтобы пластиковые трубки завести в очищаемые трубы, используются пластиковые уголки того же диаметра, с углами 30 и 45 градусов (одеваются друг на друга), или плавный переходник на 90 О . Если есть возможность, можно изготовить две металлические заглушки, для того, чтобы заполнить водой котел до уровня верхних экранных труб, как показано на рис. 6.

Очистку желательно начинать с конвективных труб, используя пластиковую направляющую трубу длиной 0,5 м. Вначале очищаются два верхних ряда с левой и правой стороны барабана и один ряд, который находится под водой. Так очищается несколько рядов в глубину барабана, насколько хватает длины трубы 0,5 м. После этого используется труба длиной 1 м, далее — 2 м. После этого двухметровая труба наращивается более мелкими трубами. Таким образом, очищаются все конвективные трубы (по три ряда с левой и правой стороны барабана), до экранных труб (они будут очищены с другой стороны) (рис. 7). Иногда попадаются старые котлы типа КРШ-4 (предшественники ДКВР-4), у которых имеется только один люк и трубы, в том числе экранные, идут по всей длине барабана. В 2011 г. нашей компанией была проведена очистка такого котла. Нужно сказать, что очистка от накипи этого парового котла потребовала немало изобретательности и экспериментов, поскольку очистка парового котла с находящимся внутри барабана оператором категорически запрещена!

В первую очередь из парового котла КРШ-4 были демонтированы паропроводы и сепарационные устройства, поскольку они затрудняли доступ к очищаемым трубкам. После этого мелом были размечены ряды трубок, для того, чтобы не ошибиться с выбором, поскольку дальние трубки очень тяжело считать, они сливаются, если освещение недостаточное.
При том, что очистку парового котла от накипи производит, в основном, один человек, он все время должен искать пути оптимизации процесса очистки.
Выше были рассмотрены технологические аспекты очистки парового котла от накипи, приспособления и технология работы. Однако наиболее важным аспектом является контроль качества очистки котла, выполняемый посредством таких органов чувств человека, как осязание и слух. Это объясняется тем, что не представляется возможным визуально контролировать процесс очистки на протяжении всего времени работ. Конечно, подбор режима работы оборудования производится визуально: очищаются три-пять нижних вертикальных трубок на разных режимах (частота и мощность), сливается вода из котла до уровня нижнего барабана и производится визуальный контроль трубок. Таким образом, становится понятно, какой минимальный режим работы оборудования выбрать.
Зачастую бывает так, что даже котловая труба диаметром 51 мм полностью забивается накипью, которая образует пробки или полностью забитые глухие участки разной длины. В этих случаях необходимо попытаться пробить пробку сверху. Если это не представляется возможным в течение, допустим, 30-60 минут, то эта трубка фиксируется, ее очистка проводится позднее.
После того, как закончена очистка всех трубок котла, кроме непроходных трубок, вода сливается, из нижнего барабана удаляется шлам.
Полностью забитые трубки можно попытаться очистить, подавая рабочий кабель и воду из нижнего барабана так, как это представлено на фотографии (рис. 8).

В 2012 г. специалистами нашей компании была проведена очистка от накипи парового котла Е-1 /0,9. В трети трубок котла отсутствовало проходное сечение! Часть полностью забитых трубок удалось очистить (46 трубок), среди них все 25 экранных труб очищались через нижний барабан. При этом один специалист управляет рабочим кабелем, другой специалист подает воду в трубки. Шланг с водой продет через пластиковую трубу с двумя уголками по 45°.
Выводы
Практика показывает, что не существует единственной, оптимальной технологии для очистки всех паровых котлов с различным характером накипи и отложений! Каждый метод очистки обладает своими достоинствами и недостатками. Поэтому, при выборе технологии очистки специалистами должно приниматься во внимание множество факторов: тип котла, производительность, толщина и прочность отложений, наличие и расположение ресурсов (вода, электричество), климатические условия на объекте и другие.
Литература
1. В.М. Тарасюк, «Эксплуатация котлов». Практическое пособие для оператора котельной, Москва, ЭНАС, 2011, стр. 118.
Источник



