
Очистка сточных вод гальванических производств
Содержание статьи


Основные технологические процессы гальванических производств
Для улучшения защиты поверхности металлических изделий от повреждения из-за коррозионных процессов на них наносят тонкую пленку другого металла. По способу защиты покрытия разделяют на катодные и анодные. И те, и другие защищают от коррозии.
Катодные покрытия служат лишь механической защитой. При повреждении такого покрытия начинает разрушаться основной металл. Анодные покрытия служат и механической, и электрохимической защитой. При нарушении поверхности покрытия, разрушается материал покрытия, а не основной металл. Несложно представить, какое широкое применение нашли гальванические покрытия в промышленности и как велика ценность их свойств.


Процесс электрохимического нанесения защитного покрытия осуществляется в три этапа: подготовка поверхности детали, нанесение покрытия в специальных гальванических ваннах, обработка покрытия.
Перед нанесением покрытия деталь необходимо обработать механически, обезжирить, отполировать, иногда требуется также травление поверхности. Затем, в специальных гальванических ваннах, заполненных электролитом, электрохимическим способом наносят металлическую пленку. На завершающей стадии производят работы по обработке поверхности: детали обезвоживают, пассивируют и полируют. В ходе всего технологического процесса происходит значительное потребление промывочной воды, которая сбрасывается в виде стоков. Чтобы отмыть деталь от растворов реагентов и не допустить переход нежелательных химических соединений в дальнейшие растворы, изделие промывается многократно. От промывки также зависит качество обработки, сцепление нанесенного слоя металла с поверхностью.


Ответьте на 5 вопросов и получите ТКП
Ответьте на 5 вопросов и получите ТКП на очистные сооружения и гарантированную скидку
Виды гальванических стоков
Вредность и опасность таких стоков обусловлена содержанием в них ионов токсичных металлов, например, цинка, алюминия, марганца, висмута, свинца, никеля, кобальта, хрома и других. Кроме промывочной воды сбрасываются растворы гальванических ванн. Классифицируют гальваностоки по степени загрязненности (концентраты, полуконцентраты, низкоконцентрированные) и характеру загрязнений. Вид загрязнений определяет этапы водоочистки, реагентную обработку. Рассмотрим поподробнее эту классификацию.
Выделяют три вида гальванических стоков:
- кислотные и щелочные стоки
- цианосодержащие
- хромсодержащие
На некоторых предприятиях отдельно выделяют фтор-, нитрит-, никельсодержащие стоки.
Кислотно-щелочные стоки могут иметь рН от 2 до 12 и содержат в своём составе: катионы (Fe2+, Fe 3+, Cu2+, Zn2+, Ni2+, Сd2+, Pb2+, Sn2+, Hg2+, Al3+, Na+, K+, NH4+ и др.), анионы (SO42-, Cl-, PO43-, SiO32-, F-, NO3-, BF4-, ZnO22-, SnO32- и др.), ПАВ (блескообразователи, смачиватели, эмульгаторы, ингибиторы травления и др.), комплексообразователи (пирофосфат, амины, трилон Б, сегнетова соль, аммиак и др.) Циансодержащие стоки образуются после процессов меднения, цинкования, кадмирования, серебрения, обезжиривания в цианидных электролитах. Их рН от 7,5 до 9, они содержат свободный цианид, цианидные комплексы токсичных металлов, ПАВ, компоненты щелочной среды. Хромсодержащие стоки образуются в процессах хромирования, хроматирования, наполнения в хромпике, электрополирования, отдельных видов травления, например, меди. Они могут иметь рН от 2,3 до 8,8. Основные загрязнения: соединения хрома (VI), катионы тяжелых металлов (Cr3+, Fe3+, Cu2+, Cd2+), анионы (SO42-,PO43-, NO3- и др.).
Промывные воды сбрасываются постоянно, они составляют основной объём сточных вод. Отработанные растворы, стоки от промывки вентсистем, фильтров, другого оборудования сбрасываются периодически, эти стоки носят залповый характер. Они составляют небольшой процент от общего объема стоков, но содержат около 70% загрязняющих веществ.
Методы очистки гальванических стоков
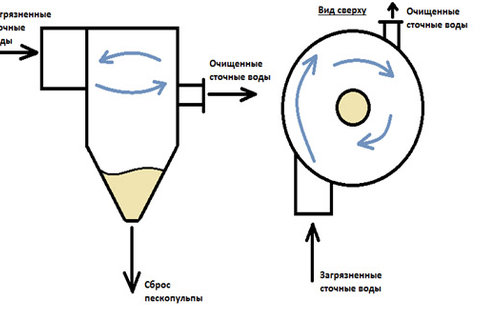
Механические: на данном этапе происходит задержание нерастворимых примесей.
Это могут быть механические осадочные фильтры, отстойники, песколовки, решетки. Кроме этого в некоторых схемах нашли применение преаэраторы, центрифуги, сепараторы, гидроциклоны. При необходимости также используются нефте- и смолоуловители.

Химические: этим методом осуществляют реагентную обработку сточных вод.
При этом происходит нейтрализация примесей, перевод в малорастворимые формы, или их осаждение. Для повышения эффективнсти очистки сточные воды разделяют по видам загрязнений. Отдельно обезвреживаются цианистые, хром- и нитритосодержащие стоки. Далее их смешивают с кислотно-щелочными стоками. А затем проводится окончательная нейтрализация. Цианиды, как правило, разрушают окислением хлором, или гипохлоритом, либо переводят в стабильные комплексы с железом. Такие комплексы неядовиты при достаточном разбавлении. Восстановление шестивалентного хрома чаще всего производят соединениями серной кислоты. В качестве реагентов используют сульфит и бисульфит натрия, ангидрид, соли железа.
Физико-химические: данными методами стоки очищаются от растворенных, коллоидных и взвешенных веществ.
Эти методы разнообразны и нашли широкое применение. Традиционно используют коагуляцию и флотацию, а также электрокоагулирование, электрофлотацию и другие методы. В настоящее время всё большую популярность получают мембранные технологии, такие как обратный осмос и ультрафильтрация.
За счёт комбинации всех этих методов повышается эффективность водоочистки.
Для примера ниже рассмотрена одна из таких схем, в которой применены химические, механические и физико-химические методы.
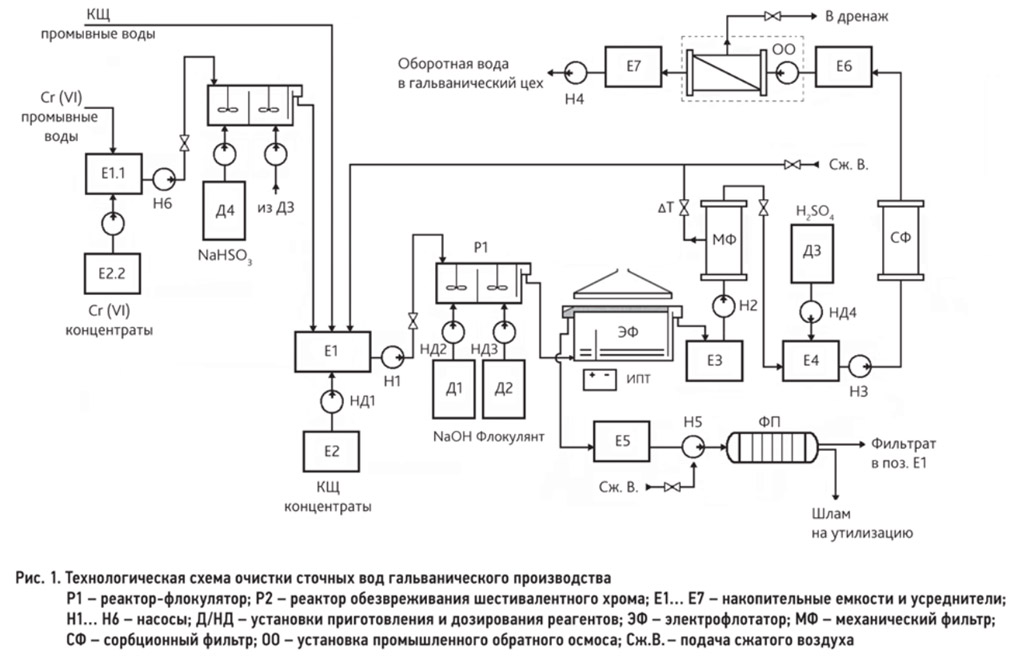
В приведенной выше схеме хромсодержащие промывные воды собираются в усреднитель Е1.1, а хромсодержащие концентраты собираются в усреднитель Е2.2. Из усреднителя Е2.2 хромсодержащие концентраты дозируются в усреднитель Е1.1. Это позволяет избежать залпового сброса концентрированных загрязнений. Аналогичным образом, кислотно-щелочные концентраты поступают из усреднителя Е2 в усреднитель Е1, где собираются промывные кислотно-щелочные воды. Хромсодержащие стоки направляются в реактор Р2. В этом реакторе производится реагентная обработка вод раствором гидросульфитом натрия для перевода высокотоксичного шестивалентного хрома в менее токсичный трехвалентный хром. Обезвреженные хромсодержащие стоки также собираются в усреднитель Е1, откуда они направляются в реактор Р1. В этом реакторе происходит флокуляция загрязняющих веществ. Для более эффективной флокуляции в реактор-флокулятор вводят гидроксид натрия (для поддержания оптимального рН образования гидроксидов металлов) и анионный флокулянт. Дальнейший этап очистки осуществляется в электрофлотаторе ЕФ, куда жидкость поступает самотёком из реактора Р1. Затем очищенная вода собирается в ёмкости Е3 и насосами подаётся на механические фильтры. Фильтры работают в автоматическом режиме. В ёмкости Е4 вода нейтрализуется серной кислотой, после чего подаётся на угольный фильтр для тонкой очистки и удаления органических соединений, которые находятся в воде в растворенном виде. Далее вода собирается в ёмкости Е6 и подаётся на установку обратного осмоса. Пермеат (обессоленная вода) собирается в емкости Е7, а солесодержащий концентрат либо сбрасывается в дренаж, либо используется для извлечения солей, или использования в производственных целях.
Источник
Очистка гальванических стоков. Мнение эксперта
На самые злободневные вопросы относительно очистки гальванических стоков отвечает Член Центрального Совета Российского Экологического Союза, Член Совета Национальной экологической аудиторской палаты, генеральный директор ООО «НПО «ЭКОСЕРВИС» (г. Смоленск) Алексей Владиславович Щербаков.

– Алексей Владиславович, объясните, в чем опасность гальванических стоков. Обязательна ли система очистки на таких производствах?
– Гальваника необходима в современных технологиях производства. В то же время развитие промышленности привело к значительному увеличению негативного воздействия на окружающую среду. Законодатели, общественные организации, контролирующие государственные структуры бьют тревогу в связи с увеличением сбросов в водные объекты страны неочищенных сточных вод. Гальваника – это поставщик вредных загрязняющих веществ, таких как: медь, цинк, кадмий, хром, железо и многих других. Если невысокое содержание тяжелых металлов в организме человека приносит пользу, то увеличение содержания этих веществ необратимо влияет на развитие тяжелых заболеваний (поражаются все системы организма). Сброс неочищенных гальваностоков – это страшный удар по экосистеме и риск не только общественного порицания, но и финансовой и уголовной ответственности. Поэтому модернизация, либо строительство новых очистных сооружений на гальванических производствах – это почетная обязанность каждого руководителя.
– В чем специфика технологической схемы систем очистки для гальваники? Какие обязательные узлы здесь присутствуют, какие дополнительные элементы появляются?
– Гальваническое производство – это сложный физико-химический процесс, в результате которого производится не только полезный товарный продукт, но и сложнозагрязненные стоки, требующие различных способов обезвреживания. Как показала практика, для очистки гальваностоков, наряду с давно известной реагентной очисткой, необходимы такие узлы, как: разрушение комплексных соединений, обезвреживание и последующие дозирование рабочих растворов, разрушение сложных соединений нефтепродуктов, перевод Cr6+ в Cr3+, сорбционная очистка (фильтрование), активация и регенерация, обезвоживание осадка и др. Звучит данный набор достаточно сложно, но, при применении технологии очистки с использованием сорбента АВЕСОРБ®, все легко, надежно и просто и стоимость очистки 1 м3 воды (эксплуатационные расходы на реагенты, электроэнергию, сорбент) не превышает 7-8 рублей. На выходе после таких очистных мы получаем два продукта: чистую воду и шлам 70% влажности 3-4 класса опасности.
– Насколько уникально каждое гальваническое производство? Необходимо ли специфическая система для конкретного предприятия или есть универсальные решения?
– Да, действительно, таблица Менделеева для всех одна. Однако, на каждом гальваническом производстве применяются различные процессы химической обработки. Необходим индивидуальный подход к каждому заказчику. В то же время неоспорим факт, что везде присутствуют злейшие враги экологии – тяжелые металлы. Мой многолетний опыт работы показал, что для того, чтобы очистить сток от металлов до требований ПДК, достаточно применить сорбционную очистку с использованием универсального сорбента АВЕСОРБ®,. Этот сорбент одновременно удаляет все металлы, способные преобразовываться в гидроксиды, и значительно снижает присутствующие в гальванических стоках сопутствующие загрязняющие вещества, такие как: нефтепродукты, взвешенные вещества, цветность, мутность, идет значительное снижение анионной группы за счет осаждения на поверхности гранул сорбента.
– До каких показателей можно очистить гальванические стоки? Можно ли сделать их пригодными для слива в водоемы?
– Очистить гальваностоки можно до абсолютных нулей. Затем после ультрафиолетового обеззараживания бутилировать и продавать как питьевую воду. Но сколько будет стоить такая очистка! Уже несколько лет идет спор о необходимости ужесточения нормативов к сбросу неочищенных стоков и установления коэффициента 100 для предприятий, не выполняющих планы природоохранных мероприятий. Однако, и законодатель, при разработке и утверждении справочника НДТ, в т.ч. раздела «очистка гальванических стоков», столкнулся с таким фактом, что для достижения ПДК рыбхоза предприятию необходимо перевести основное производство на обслуживание очистных сооружений. Объясню. Чтобы добиться абсолютных нулей по меди, хрому, кадмию, сульфатам, хлоридам, нефтепродуктам и др. на очистных сооружениях необходим комплект оборудования, включающий в себя весь существующий на сегодняшний день в мире ряд оборудования и технологий: керамические фильтрующие материалы (АВЕСОРБ®,), осмос, смолы, выпарные, кристаллизаторы, электрокоагуляторы, флотаторы, аэраторы, плазмы и пр., обслуживание (эксплуатационные расходы) которых превышает все разумные величины, не говоря уже об образовании дополнительных высокотоксичных отходов. Перед предприятием стоит выбор: либо строить очистные сооружения заведомо убыточные (анализ показывает, что стоимость очистки 1 м3 воды составляет более 1 000 руб.), либо ничего не строить и платить штрафы (если не брать социальную составляющую – это дешевле первого варианта), либо строить очистные в соответствии с НДТ по технологии с использованием сорбента АВЕСОРБ®. Гарантией надежности данной технологии является работа очистных сооружений на многих предприятиях ракетно-космической, авиационной отрасли, оборонной промышленности, металлургии, горно-обогатительной отрасли и др.
– Реально ли организовать систему замкнутого водооборота на гальваническом производстве и насколько популярен такой вариант?
– Варианты организации замкнутого водооборота становятся все более популярны по двум причинам: первая – наличие недорогих технологий, обеспечивающих очистку гальваностоков до норм Гальваника-2, вторая – экономическая составляющая. Ведь, что греха таить, бизнес думает в первую очередь не об экологии, а о прибыли. Хотя оговорюсь, в последнее время многие промышленники ставят на весы такие понятия, как «способ достижения результата», «социальная ответственность», «будущее». Построив очистные сооружения с системой замкнутого водооборота, предприятие снижает затраты на водопотребление, водоотведение, энергопотребление, реагенты, штрафные санкции, тем самым решая задачи по энергосбережению и экологической безопасности, и в результате получает «чистой воды» экономию.
Источник



