
Обработка зубьев зубчатых колес. Общие положения
Зубчатые колеса (венцы) являются элементами множества деталей машин и нужны для передачи вращения от одной детали к другой.
В зависимости от функции, взаимного положения, величины нагрузок и окружной скорости изменяются требования к зубчатым колесам и их конструкция.
Самыми распространенными конструкциями зубчатых колес считаются цилиндрические с прямыми, спиральными и шевронными зубьями с наружным и внутренним зацеплением; конические с прямыми и криволинейными зубьями; червячные.
Требования к точности зубчатых колес установлены ГОСТами. Зубчатые колеса изготавливают двенадцати степеней точности. В государственных стандартах указаны допустимые для каждой степени точности погрешность концентричности начальной окружности относительно базовой поверхности, равномерность толщины и шага зубьев, погрешности направления и профиля зубьев и чистота обработки.
Зубья колес нарезают двумя методами: методом копирования и методом обкатки.
При нарезании зубьев первым методом используются дисковые и пальцевые фрезы, резцы, протяжки и абразивные круги с профилем, соответствующим профилю впадины между зубьями.
При нарезании зубьев вторым методом применяются червячные фрезы, резцы, долбяки и абразивные круги, режущие кромки которых при вращении или возвратно-поступательном движении описывают профиль зубьев рейки или шестерни, с которыми в процессе обработки как бы обкатывается обрабатываемая шеcтерня (рисунок 1).
Помимо перечисленного, зубья обрабатывают методом пластических деформаций — холодное накатывание, горячее накатывание, выдавливание, штамповка.
Обработка зубьев цилиндрических колес методом копирования.
Таким методом изготавливают цилиндрические колеса с прямыми, спиральными и шевронными зубьями.
Для изготовления колес с прямыми и спиральными зубьями с модулем ниже 20 мм применяются дисковые модульные фрезы, а с модулем выше 20 мм — пальцевые модульные фрезы. Пальцевыми модульными фрезами обрабатывают и колеса с шевронными зубьями.
При нарезании зубьев дисковыми и пальцевыми фрезами за счет погрешностей профиля фрез и делительных устройств достигают точности восьмой-десятой степеней и чистоты обработки третьего-шестого классов, при этом затрачивается немало времени на холостые ходы и деление. Метод копирования применяют в единичном производстве, а также при ремонте машин, не требующих установки шестерен высокой степени точности, и для предварительного нарезания зубьев шестерен.
Методом копирования можно обрабатывать зубья колес фасонными протяжками на вертикально-протяжных и горизонтально-протяжных станках, оснащенных делительными приспособлениями.
Протяжку или набор протяжек, установленный для обработки нескольких смежных впадин, закрепляют на ползуне станка. Деталь устанавливают в делительном приспособлении. Обработка протяжками обеспечивает высокую производительность и высокую чистоту поверхности, однако из-за погрешностей деления и профиля протяжек не применяется для обработки шестерен высокой степени точности.
Для обработки зубчатых колес небольших размеров с внутренним зацеплением используют протяжки, которые обрабатывают одновременно все зубья.
Материал статьи подготовлен на основе литературного источника «Технология производства двигателей внутреннего сгорания» М. Л. Ягудин
Источник
Методы нарезания зубчатых колес
В настоящее время зубчатые колеса нарезают в основном двумя методами: методом копирования и методом обката или огибания.
Метод копирования. Для нарезания зубчатых колес этим методом применяют инструмент, режущие кромки которого имеют очертание, соответствующее контуру впадины нарезаемого зубчатого колеса. В качестве такого инструмента используют модульные фрезы (дисковые или концевые) (рис. 1, а, б, в) или же фасонные резцы. Обработка производится либо одним инструментом (поочерёдно каждую впадину), либо несколькими одновременно по числу впадин. Недостатки метода копирования: 1 – для обработки каждого зубчатого колеса с определенным числом зубьев и модулем требуется инструмент специального профиля, поскольку профиль зависит от модуля. смещения исходного контура и числа зубьев. 2 – точность нарезания зубчатых колес невысока, так как помимо погрешности, обусловленной неточностью работы делительного механизма, неизбежны погрешности, вследствие неточности инструмента. В связи с указанными недостатками к такому методу зубонарезания прибегают лишь при отсутствии зуборезных станков, а также для предварительного нарезания впадин (при черновой операции). При нарезании зубьев одним инструментом производится поворот головки на шаг зубьев, т.е. на 1/z часть оборота, где z – число зубьев нарезаемого колеса. Производительность при этом способе низка, так как зубья нарезаются каждый отдельно и требуют время на возврат инструмента в исходное
При этом методе инструментом служит фасонная фреза, профиль которой представляет копию впадины между зубьями колеса (рис. 1). Обычно для зубчатых колес применяют модульные дисковые фрезы, а для особенно больших зубчатых колес – фасонные пальцевые фрезы (рис. 1, в). С увеличением числа зубьев кривые эвольвенты зуба изменяются и приближаются к прямой линии, а при колесе с бесконечно большим количеством зубьев – рейке; эвольвента превращается в прямую линию (рис. 2). При точном нарезании колес с числом зубев от 12 до 300 одного модуля необходимо 288 фрез с различным профилем их зубьев. Такое количество фрез для колес только одного модуля иметь дорого и трудно, поэтому в зависимости от точности нарезания ограничиваются комплектом из 3,8,15 или 26 фрез вместо 288.
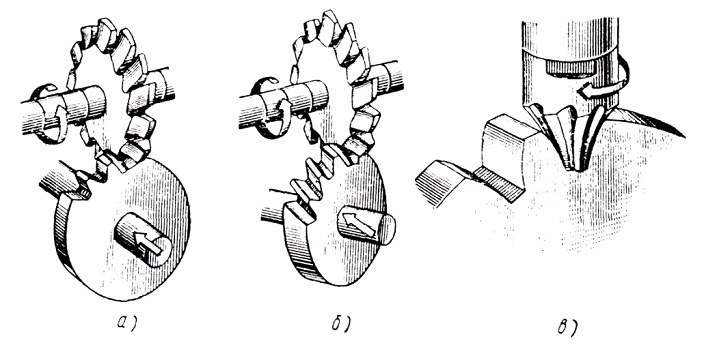
Рис. 1. Схема нарезания зубчатых колес методом копирования:
а – дисковой модульной фрезой цилиндрического колеса с прямыми зубьями; б – дисковой модульной фрезой цилиндрического колеса с винтовыми зубьями; в – пальцевой модульной фрезой цилиндрического колеса с прямыми зубьями
Каждая фреза из комплекта имеет свой номер и предназначена для нарезания колес с определенным диапазоном их зубьев. При комплекте из восьми фрез точно по профилю могут быть нарезаны колеса, имеющие число зубьев 12, 14, 17, 21, 26, 35, 55 и 135, а все остальные колеса получаются при нарезании неточного профиля.
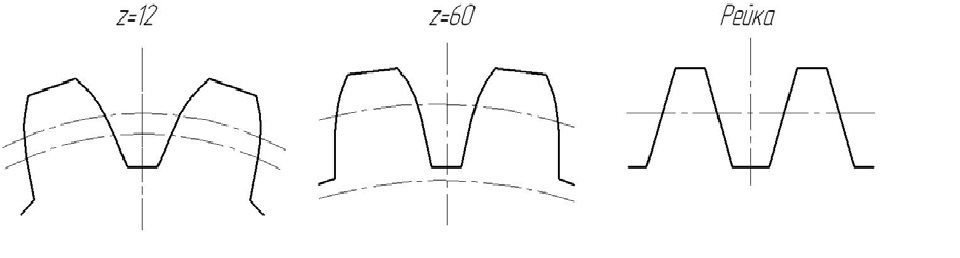
Рис. 2. Изменение профиля зубьев колес при увеличении зубьев
Увеличение количества фрез в наборе для более крупных модулей вызвано тем, что неточность нарезания одной фрезы колес с разными числами зубьев для больших модулей сказывается больше. По этой причине для точных колес более крупных модулей (свыше 16 мм) применяют комплекты, состоящие из 26 номеров фрез для каждого модуля. Подбор модульной фрезы для нарезания косозубых шестерен несколько сложнее, так как в этом случае необходимо учесть величину угла β наклона зубцов. Если для нарезания, например 32 косых зубцов модуля 6, взять фрезу №5 из 8-штучного набора, то это будет ошибкой, и в работе получится брак. В этом случае профрезерованная впадина между зубцами получится значительно шире, чем это требуется. Для того, чтобы получить правильный профиль у косых зубцов, необходимо модульную фрезу подбирать не по действительному числу зубцов, а по фиктивному. Это фиктивное число зубцов необходимо определять по следующей формуле: .jpg)
где Zф – фиктивное число зубцов фрезы, z – действительное число зубцов, β – угол наклона зуба.
Основная ошибка в профиле нарезаемого колеса здесь обусловлена тем, что косозубое колесо имеет эвольвентный профиль только в торцовом сечении, тогда как эвольвентный профиль фрезы располагается в сечении нормальном к направлению зуба.
Метод обката. При методе обката (огибания) заготовка и зубонарезной инструмент воспроизводят движения пары сопряженных элементов зубчатой или червячной передачи. Для этого инструменту придается форма зубчатого колеса, зубчатой рейки или червяка. Эвольвентную кривую АВ зуба, опишет точка А, принадлежащая прямой СС (рис. 3, а), если эту прямую перекатывать без скольжения по неподвижной окружности F. Отрезок DE, будет касаться эвольвентной кривой во всех положениях прямой СС. Это означает, что эвольвентная кривая в данном случае будет огибающей ряда последовательных положений отрезка DE, перемещающегося вместе с прямой АС.
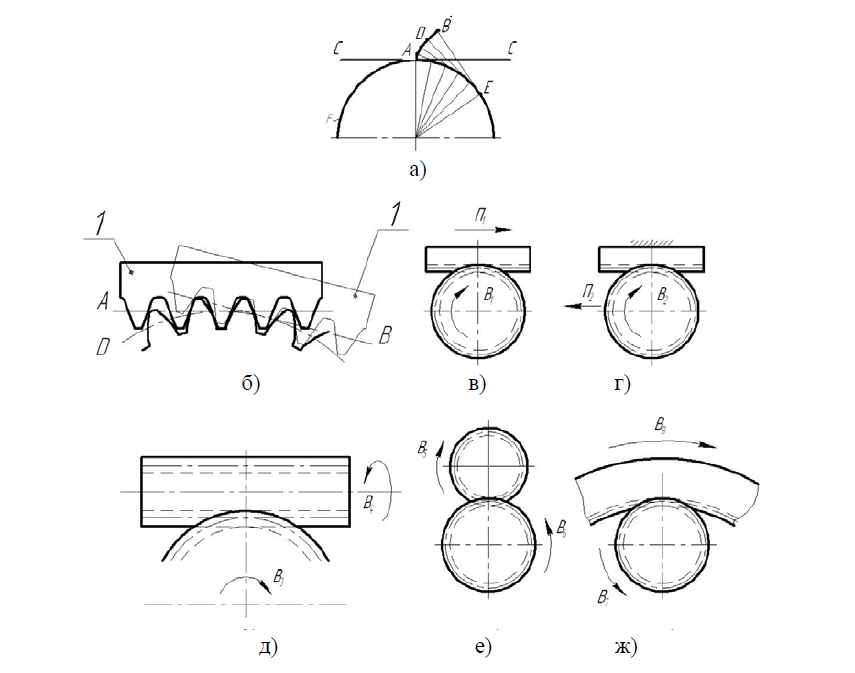
Рис. 3. Схемы зубонарезания методом обкатки
Для образования профиля зуба цилиндрических колес методом обката исходной рейке 1 с прямолинейным производящим контуром АВ (рис. 3, б) сообщают движение качения относительно нарезаемой заготовки (по делительной окружности Д). Образуемый таким способом профиль зуба является огибающей положений производящего контура. Это исполнительное движение формообразования профиля зуба является сложным и осуществляется в станках двумя элементарными взаимосвязанными движениями. Возможны схемы нарезки зубьев при движениях П1 и В1 (рис. 3, в) или при движениях П2 и В2 (рис. 3, г). Вариант относительного движения гребенки при неподвижной заготовке в практике не используется, так как в этом случае усложняется конструкция станка. Если рейки размещены на цилиндре так, что производящие контуры располагаются по винтовой линии, то режущая рейка становится червячной фрезой, и исполнительное движение формообразования состоит из двух вращательных движений В3 и В4 (рис. 3, д). В качестве производящего контура, кроме зуба рейки, можно использовать также зубчатые цилиндрические колеса. Тогда исполнительное движение образуется из двух взаимосвязанных вращательных движений В5 и В6 (рис. 3, е) при нарезании колес с внешним зацеплением и В7, В8 при нарезании колес с внутренним зацеплением (рис. 3, ж).
Источник
Обработка зубьев цилиндрических зубчатых колес

Обработку зубьев можно производить методом копирования: протягиванием, накатыванием, шлифованием, фрезерованием дисковыми и пальцевыми фрезами или методом обкатки: червячными фрезами строганием, и долбяками, накатыванием, шлифованием, шевингованием, притиркой.
Нарезание зубьев модульными дисковыми и пальцевыми фрезами заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой или пальцевой модульными фрезами. Такие фрезы изготавливают набором из 8 или 15 шт. для каждого модуля. Обычно применяют набор фрез из 8 шт., обработка которыми позволяет получить зубчатые колеса 9-й степени точности. Такое количество фрез в каждом наборе необходимо потому, что каждая фреза набора предназначена для определенного интервала числа зубьев.
Дисковыми модульными фрезами можно нарезать как прямые, так и косые зубья с малым и большим модулем. Пальцевыми модульными: фрезами нарезают зубья средних и крупномодульных цилиндрических шевронных колес, реек и др. Обработка зубьев цилиндрических 3убчатых колес дисковыми и пальцевыми модульными фрезами производится на горизонтально- и вертикально-фрезерных станках в единичном и мелкосерийном производстве при отсутствии специальных зуборезных станков. Метод малопроизводительный, дает 9—11 квалитет, Rz = 60—80 мкм.
Нарезка зубьев червячными фрезами имеет более высокую производительность и наибольшее распространение, получаемая точность
8—9-й степеней и А = 20—40 мкм. Процесс производится на зубофрезерных станках червячными фрезами и может применяться как для прямых, так и косых зубьев.
Зубчатые колеса с модулем 2,5 мм нарезают начерно и начисто в два и даже в три хода.
Для черновых ходов применяются двух- и трехзаходные червячные фрезы для повышения производительности.
Зубодолбление долбяками применяют для черновой и чистовой обработки зубчатых колес с внутренним зацеплением и закрытых зубчатых венцов с внешним зацеплением.
Обычные зубчатые колеса средних модулей (2,5—5 мм) пелесообразно предварительно обрабатывать на зубофрезерных станках, а чистовую обработку на зубодолбежных станках с m > 5 мм экономичнее обрабатывать на зубофрезерных станках, с m 1 мм — в горячем состоянии.
В холодном состоянии мелкомодульные зубчатые колеса в условиях единичного, мелкосерийного и серийного производств могут накатываться на токарных станках с продольной подачей (рис. 1).
В крупносерийном и массовом производстве накатывание производится на специальных станках плоскими рейками.
Достигаемая степень точности — 8, шероховатость Ra = 1,2— 2,0 мкм.
Горячее накатывание может производиться как с радиальной, так и продольной подачей. Применяется в крупносерийном и массовом производстве и осуществляется на специальных модульных станках. Нагрев заготовки осуществляется ТВЧ до 1000—1200 °С за 20—30 с до накатывания.
Шевингование — это метод чистовой отделки зубьев зубчатых колес, заключающийся в процессе обкатывания зубчатого колеса с шевером при наличии продольной подачи. Режимы: припуск 0,04— 0,03 мм; скорость вращения шевера v = 100 м/мин; продольная подача Sпр = 0,15—0,3 мм, поперечная подача S = 0,02—0,04 мм на 1 ход стола. Шевингование повышает точность предварительной обработки на 1—2 степени и позволяет получить шероховатость Ra = 0,6—1,0 мкм.
Шевингование применяется в серийном, крупносерийном и массовом производствах в основном для отделки зубьев до термообработки.
Шлифование зубьев применяется для отделки зубьев после термообработки
Шлифование зубьев с эвольвентным профилем производится методом копирования и методом обкатки.
Метод копирования, осуществляемый фасонными кругами, более производительный, но менее точный. Он применяется в крупносерийном и массовом производствах.
Шлифование зубьев методом обкатки производится одним или двумя тарельчатыми кругами на зубошлифовальных станках (рис. 2).
Зубохонингование применяется для чистовой обработки зубьев за каленных цилиндрических колес внешнего и внутреннего зацепления (рис. 3).
Зубчатое колесо осуществляет вращательное и возвратно поступательное движение. Обработка производится на специальных зубохонинговальных станках с режимами: частота вращения хона 180—200 мин-1; подача стола 180—210 мм/мин, число ходов стола 4—6. Время хонингования обычного зубчатого колеса составляет 30—60 с.
Хонингование зубьев позволяет уменьшить шероховатость их поверхности до Ra = 0,32 мкм.
Притирка зубьев (ляппинг-процесс) широко применяется для чистовой окончательной отделки зубьев после термообработки вместо шлифования. Процесс притирки заключается в том, что обрабатываемое зубчатое колесо вращается в зацеплении с чугунными шестернями притирами, приводимыми во вращение и смазываемыми пастой, состоящей из смеси мелкого абразивного порошка с маслом. Кроме того, обычно колесо имеет осевое возвратно-поступательное перемещение.
Притирка позволяет получить Ra = 0,1 мкм и исправить небольшую погрешность. При наличии значительных погрешностей зубчатые колеса необходимо сначала шлифовать, а затем притирать.
Закругление зубьев необходимо производить у зубчатых колес, переключающихся на ходу, для облегчения их включения. Процесс закругления производится специальными пальцевыми фрезами на зубозикругляющих станках.
Пальцевая фреза вращается и одновременно имеет возвратно-поступательное движение, зубчатое колесо имеет вращательное движение (рис. 4).
Источник



