
Лекция 14. Методы обработки зубчатых поверхностей
Рассматриваемые вопросы:Основные виды зубчатых колес. Методы получения зубчатых поверхностей. Метод копирования. Метод обкатки. Протягивание зубчатых поверхностей. Накатывание зубчатых поверхностей. Способы чистовой отделки зубчатых колес.
Основные виды зубчатых колес
Зубчатые колеса делят на цилиндрические, конические и червячные. Наиболее распространены цилиндрические зубчатые колеса. Они могут быть одно-венцовые и многовенцовые (блочные). Зубчатые колеса могут быть выполнены в виде дисков без ступицы (шестерни) и со ступицей. По форме зуба цилиндрические зубчатые колеса делят на прямозубые, косозубые и шевронные.
Зубчатые поверхности получают двумя основными методами: методом копирования и методом обкатки.
Метод копирования
Метод копирования заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой или пальцевой модульной фрезой. Форма инструмента совпадает с профилем впадины зубчатого колеса. В процессе работы фреза переносит («копирует») свой профиль на впадину зубьев. После нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного механизма и фреза формирует следующую впадину.
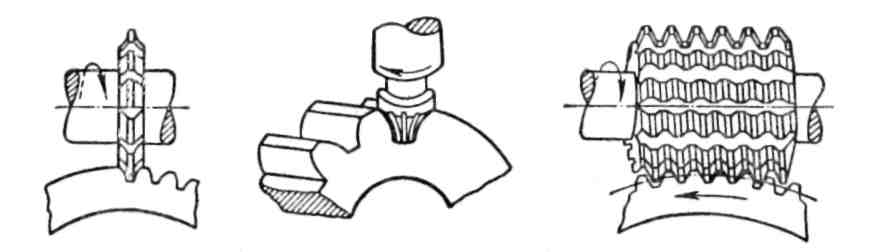
Рис.14.1. Методы получения зубчатых поверхностей а, б – метод копирования; в – метод обкатки
Этот метод применяют в единичном и мелкосерийном производстве. Недостатками метода являются низкая производительность и низкая степень точности обработки зуба.
Нарезание производят на горизонтально-, вертикально-фрезерных или универсально-фрезерных станках. В качестве инструмента используют модульные фрезы: дисковые – для нарезания колес малых и средних модулей; пальцевые – для нарезания колес средних и крупных модулей и шевронных колес.
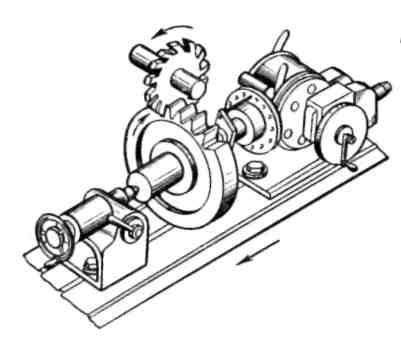
Рис.14.2. Нарезание зубьев дисковой модульной фрезой
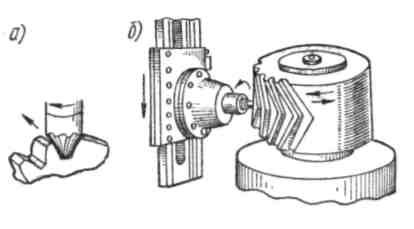
Рис.14.3. Нарезание зубьев пальцевой модульной фрезой а – прямозубого колеса; б – шевронного колеса
Для повышения производительности обработки обрабатывают одновременно несколько зубчатых колес на одной оправке или размещают на шпиндельной оправке несколько дисковых фрез. Не смотря на низкую производительность, этот метод позволяет получить зубчатые поверхности при отсутствии специальных зубообрабатывающих станков. Черновое нарезание колес средних модулей можно производить не модульными, а угловыми фрезами.
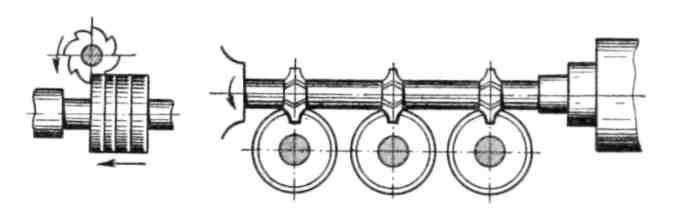
Рис.14.4. Нарезание колес дисковыми модульными фрезами
а – нескольких заготовок на одной оправке; б – тремя фрезами одновременно
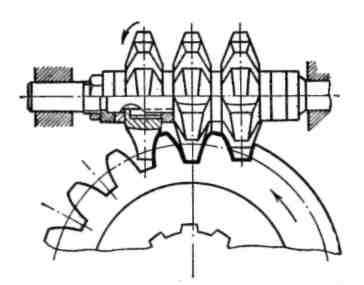
Рис.14.5. Нарезание зубьев дисковыми угловыми фрезами
Метод обкатки
В серийном и крупносерийном производствах зубья нарезают методом обкатки. Метод обкатки заключается в том, что в процессе обработки воспроизводится зацепление зубчатой пары, в которой одно зубчатое колесо является режущим инструментом, а другое – заготовкой.
Нарезание зубьев методом обкатки производится червячными фрезами на зубофрезерных станках и долбяками на зубодолбежных. При обработке долблением получается более правильный профиль, чем при фрезеровании, но возникающие при долблении удары вредно отражаются на инструменте и станке. Метод долбления применяется главным образом для чистового нарезания зубьев. Метод фрезерования червячными двухзаходными и трехзаходными фрезами, как наиболее производительный, применяется для чернового нарезания. Фрезерование однозаходными фрезами применяется для чистового фрезерования.
Зубонарезание червячными фрезами
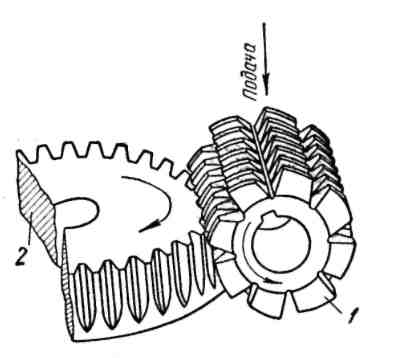
1 – червячная фреза; 2 – заготовка
Рис.14.6. Схема нарезания зубьев червячной фрезой
Этот метод благодаря высокой производительности и достаточной точности получил наибольшее применение. Нарезание производится на зубофрезер-ных станках червячной фрезой. Червячная фреза представляет собой червяк,
имеющий профиль осевого сечения в виде зубчатой рейки и продольные канавки, образующие режущие зубья. При резании червячная фреза вращается и движется поступательно вдоль оси зубчатого колеса. Ось фрезы наклонена под углом α подъема винтовой линии витков фрезы. В зависимости от величины модуля нарезаемых зубьев устанавливается число проходов. Мелкомодульные зубья нарезаются за один проход. Врезание фрезы может быть осевым и радиальным.
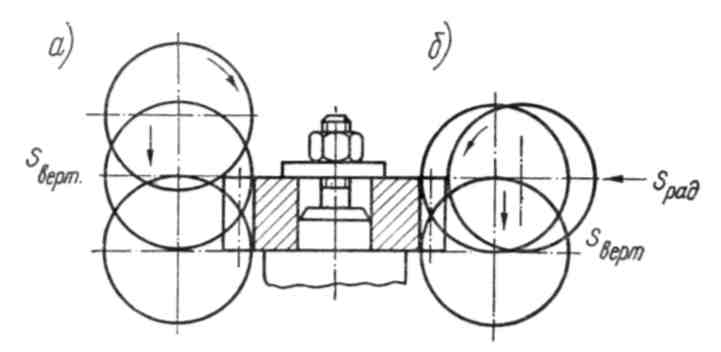
Рис.14.7. Врезание червячной фрезы
а – осевое; б – радиальное
Нарезание зубьев долбяками
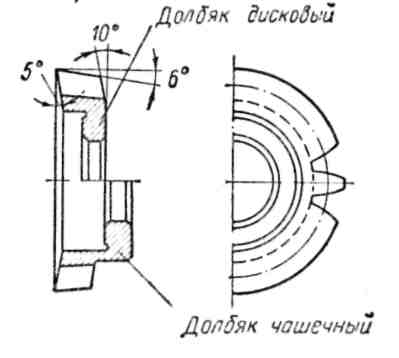
Долбяк, являющийся режущим инструментом, имеет форму шестерни того же модуля, что и нарезаемое зубчатое колесо. Долбяки изготовляются для наружного и внутреннего долбления ( для изготовления колес с внутренним зацеплением). Долбяк представляет собой зубчатое колесо, на торце которого заточкой образованы режущие кромки.
Долбяк при обкатке совершает возвратно-поступательное движение, в результате чего на заготовке нарезаются зубья. Быстроходные зубодолбежные станки с числом ходов долбяка 600-700 в минуту обладают высокой производительностью.
 |
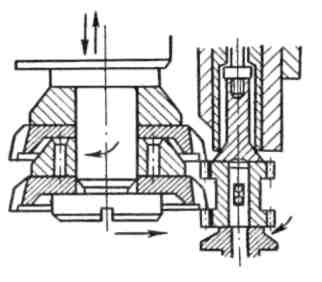 |
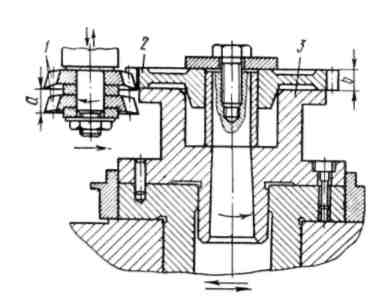
Рис.14.9. Нарезание зубьев долбяками а – черновое и чистовое долбление; б – одновременное долбление двух колес
Протягивание зубьев
Обработка протягиванием впадин между двумя или несколькими зубьями производится протяжкой с профилем, соответствующим профилю зубьев нарезаемого колеса. После каждого прохода протяжки заготовка поворачивается посредством делительного механизма стола. Таким способом нарезают зубья венцов больших размеров на вертикально-протяжных станках с круглым поворотным столом. При этом формируется достаточно точный профиль зубьев, но достичь высокой точности шага трудно из-за погрешностей в делительном механизме станка.
Для изготовления колес внутреннего зацепления применяют одновременное протягивание всех зубьев.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Источник
Методы обработки зубчатых колёс.




КЦПТ_ОСАТПиП_19-11-2_ФИ_предмет_06.04.2020
Конспект пишем в тетради, кроссворд делаем электронно.
Методы обработки зубчатых колёс.
Обработку зубчатых колёс ведут 2 методами:
Метод копирования — это обработка фасонным инструментом, имеющим профиль, соответствующий впадине зуба. Способы при обработки по методу копирования:
1. Последовательное нарезание каждого зуба модульной дисковой фрезой;
2. Последовательное нарезание каждого зуба пальцевой модульной фрезой;
3. Одновременное долбление всех зубьев зубодолбежной головкой;
4. Одновременное протягивание всех зубьев;
5. Круговое протягивание
Метод обката — зубья образуются при совместном согласованном вращении (обкате) режущего инструмента и заготовки. Способы при обработке по методу обката:
1. Фрезерование червячной фрезой;
2. Долбление круглым долбяком;
3. Реечным долбяком (гребенкой);
4. Нарезание резцовой головкой;
5. Накатывание зубчатыми валками;
6. Строгание резцами (обкат с единичным делением).
Зубодолблениеприменяют для черновой и чистовой обработки зубчатых колес с внутренним и внешним зубьями, многовенцовых зубчатых колес, закрытых зубчатых венцов с внешним зацеплением, если малый зазор для выхода инструмента не позволяет применять другие методы обработки зубчатых реек, шевронных колес без канавки
При зубострогании зубьев гребенками воспроизводится на станке зацепление зубчатого колеса (заготовки) и рейки, образуемой режущими кромками инструмента — гребенки при его движении (рис.1).

Рис.1. Схема нарезания зубьев гребенками
Для повышения качества зубчатых колес применяются отделочные способы обработки рабочих (боковых) поверхностей зубьев. К ним относятся шевингование, обкатка, шлифование, притирка, зубохонингование.
В процессе шевингования воспроизводится зацепление винтовой передачи с теоретически точечным контактом, которая возникает при вращении на скрещивающихся осях обрабатываемого колеса 1 и инструмента — шевера 2 (рис.2).

Рис.2. Схема шевингования зубчатого колеса
Обкатка— процесс совместного вращения обрабатываемого зубчатого колеса 1 и одного или нескольких закаленных до большой твердости высокоточных колес 2 (рис.3) при воздействии радиальной или окружной нагрузки от 50 до 100 Н/см 2 .

Рис.3. Схема процесса обкатки зубчатого колеса:
а — с одним накатником; б — с двумя накатниками; в — с тремя накатниками
Шлифование по кинематике аналогично зубофрезерованию червячными фрезами. Оно осуществляется непрерывно (без периодического деления на зуб). Обрабатываются колеса небольших модулей, примерно 2 мм и менее. Наладка для работы по этому способу довольно сложна, так как требует сложной заправки винтовой поверхности абразивного червяка
Притирка— это процесс преднамеренного износа зубьев заготовки в зацеплении его с притиром, представляющим зубчатое колесо, при использовании абразивного материала. Притирка производится либо на параллельных осях, либо на перекрещивающихся осях при быстром вращении притира 1 с окружной скоростью 1. 3 м/с и при медленном осевом перемещении заготовки 2 с подачей Sос (рис.4).

Рис.4. Схема притирки зубьев цилиндрических колес
Процесс зубохонингования заключается в свободном совместном обкате заготовки и инструмента — хона, выполненного в виде зубчатого колеса из пластической массы в смеси с абразивным порошком. Обкатка сопровождается относительными осевыми перемещениями хона и заготовки при небольшом окружном или радиальном давлении. Для интенсификации процесса оси колеса и хона устанавливают под некоторым углом скрещивания (10. 20°), вызывающим боковое скольжение (как при шевинговании). Зубохонингование применяется для отделки закаленных зубчатых колес.
Источник
ОБРАБОТКА ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ.
ОБРАБОТКА ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ
Зубчатые колеса делят на цилиндрические, конические и червячные.
Первые наиболее распространены. Их выполняют одно- и многовенцовыми (блочными). По конфигурации зубчатые колеса делают в виде дисков с гладкими или шлицевыми отверстиями, а также в виде фланцев и валиков (с хвостовиками). У цилиндрических колес зубья выполняют прямыми, спиральными и шевронными; у конических — прямыми, косыми и криволинейными.
Допуски цилиндрических эвольвентных зубчатых колес регламенти-рованы ГОСТ 1.643—72 со степенями точности от 3 до 12*. В машиностроении в основном применяют 5, 6, 7, 8 и 9-ю степени. ГОСТом установлены требования к кинематической точности зубчатых колес, плавности их работы и контакту зубьев. Допуски на конические зубчатые передачи установлены ГОСТ 1.758—72, а на червячные передачи — ГОСТ 3.675—72.
1. Нарезание зубьев цилиндрических зубчатых колес методом копирования дисковыми и пальцевыми фрезами
Нарезание цилиндрических зубчатых колес с прямым зубом можно выполнять на горизонтальных и универсальных фрезерных станках при помощи делительной головки модульными дисковыми фрезами.
Этот метод, называемый методом копирования, заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой модульной фрезой. Такие фрезы изготовляются набором по 15 штук для каждого модуля. Обычно применяют набор фрез из 8 штук, обработка которыми позволяет получать зубчатые колеса 9-й степени точности, но для изготовления более точных колес требуется набор из 15 или 26 штук. Такое количество фрез в каждом наборе необходимо потому, что для различного числа зубьев размеры впадин между ними различны. Каждая фреза набора предназначена для определенного интервала числа зубьев.
Зубчатые колеса обычно нарезаются по одной или по несколько штук на правке что увеличивает производительность за счет времени, затрачиваемого на врезание и выход фрезы, а также за счет вспомогательного времени. Если на шпиндельной оправке расположить две или три фрезы (рис. 1), каждая из которых будет прорезать впадины зубьев у одной группы заготовок, то производительность будет еще больше. В этом случае применяют много шпиндельные делительные головки (рис. 1, г). Применение для этих целей полуавтоматических станков, у которых все вспомогательные движения (подход заготовок к фрезам, отход их в исходное положение, поворот заготовок на один зуб и останов станка) совершаются автоматически, также повышает производительность. Значительное увеличение производительности достигается применением твердосплавных фрез. Основное время при нарезании прямых зубьев цилиндрических зубчатых колес модульной дисковой

Рис. 1. Нарезание зубьев зубчатых колес дисковыми модульными фрезами:
а — одной заготовки; б — нескольких заготовок на одной оправке; в — тремя фрезами одновременно; е — с применением трехшпиндельной головки; д—одновременно двумя модульными фрсзами
фрезой на зубофрезерном станке с автоматическим делительным механизмом определяется по формуле:

где  o — длина нарезаемого зуба в мм; /вр — длина врезания в мм; 1п — длина перебега в мм; sp.x — минутная подача при рабочем ходе в в мм; sоб.x — минутный путь обратного хода в мм; z — число зубьев нарезаемого колеса; i — число ходов; т — количество одновременно нарезаемых зубчатых колес; t — время на поворот заготовки на 1 зуб в мин.
o — длина нарезаемого зуба в мм; /вр — длина врезания в мм; 1п — длина перебега в мм; sp.x — минутная подача при рабочем ходе в в мм; sоб.x — минутный путь обратного хода в мм; z — число зубьев нарезаемого колеса; i — число ходов; т — количество одновременно нарезаемых зубчатых колес; t — время на поворот заготовки на 1 зуб в мин.
Величина врезания /вр определяется по формуле:

где t — глубина прорезаемой впадины между зубьями в мм;  ф — диаметр фрезы в мм.
ф — диаметр фрезы в мм.

где s2— подача на 1 зуб фрезы в мм; п — число оборотов фрезы в минуту.
При нарезании зубьев на горизонтально- или универсально- фрезерном станке время на отвод стола в исходное положение и время на поворот заготовки с помощью делительной головки перед нарезанием каждого зуба относятся к вспомогательному времени и в формулу основного (технологического) времени не входят.
Нарезание зубьев цилиндрических колес средних модулей 8—9-й ‘мой точности можно производить одновременно двумя дисковыми модульными фрезами (рис. 1, д). Черновое нарезание таких же зубчатых колес средних и крупных модулей осуществляется тремя дисковыми, но не модульными, а «угловыми» фрезами (рис. 2, а).
Черновое нарезание крупномодульных (с модулем более 30 мм) прямозубых колес можно нарезать специальными дисковыми фрезами (рис. 2, б), при этом станок должен быть оснащен специальными шпинделями. Одним шпинделем можно фрезеровать отдельно каждую сторону зубьев.

Рис. 2. Нарезание зубьев зубчатых колес дисковыми фрезами:
а — тремя дисковыми, угловыми фрезами; б —• двумя специальными дисковыми фрезами
Дисковыми модульными фрезами можно обрабатывать и цилиндрические косозубые колеса, поворачивая их на угол наклона зуба.

Рис. 3. Нарелиние зубьев зубчатых колес пальцевыми фрезами:
а – прямозубого колеса; б – шевронного колеса; в – черновое нарезание двуугловой фрезой; г – последовательно двумя угловыми фрезами.
 Пальцевыми модульными фрезами нарезают зубья средних и крупно модульных цилиндрических (рис. 3, а), шевронных (рис. 3, 6) колес, реек и др. Зубья очень крупных модулей (более 20 мм) начерно нарезают двуугловой пальцевой фрезой (рис. 3, в) или последовательно двумя угловыми пальцевыми фрезами (рис. 3, г).
Пальцевыми модульными фрезами нарезают зубья средних и крупно модульных цилиндрических (рис. 3, а), шевронных (рис. 3, 6) колес, реек и др. Зубья очень крупных модулей (более 20 мм) начерно нарезают двуугловой пальцевой фрезой (рис. 3, в) или последовательно двумя угловыми пальцевыми фрезами (рис. 3, г).


 подъема винтовой линии витков фрезы. Нарезаемое зубчатое колесо устанавливается на столе станка; он имеет перемещение по станине для установки на глубину зуба и вращательное движение, благодаря которому осуществляется обкатка зубчатого колеса по отношению к червячной фрезе. Суппорт с фрезой осуществляет подачу движением вдоль оси зубчатого колеса. При фрезеровании зубчатых колес с косым зубом фреза устанавливается с учетом наклона винтовой линии витков фрезы и угла спирали зубчатого колеса. Если направление наклона винтовой линии фрезы и нарезаемого зубчатого колеса одинаковое, т. е. если фреза и зубчатое колесо правозаходные (рис. 4, а) или левозаходные, то угол установа фрезы равен разности углов фрезы и зубчатого колеса (
подъема винтовой линии витков фрезы. Нарезаемое зубчатое колесо устанавливается на столе станка; он имеет перемещение по станине для установки на глубину зуба и вращательное движение, благодаря которому осуществляется обкатка зубчатого колеса по отношению к червячной фрезе. Суппорт с фрезой осуществляет подачу движением вдоль оси зубчатого колеса. При фрезеровании зубчатых колес с косым зубом фреза устанавливается с учетом наклона винтовой линии витков фрезы и угла спирали зубчатого колеса. Если направление наклона винтовой линии фрезы и нарезаемого зубчатого колеса одинаковое, т. е. если фреза и зубчатое колесо правозаходные (рис. 4, а) или левозаходные, то угол установа фрезы равен разности углов фрезы и зубчатого колеса ( ). Если же направление наклона винтовой линии фрезы и зубчатого колеса различно (рис. 4, б), то угол установа равен сумме углов, т. е.
). Если же направление наклона винтовой линии фрезы и зубчатого колеса различно (рис. 4, б), то угол установа равен сумме углов, т. е.  .
.


 – глубина нарезаемой впадимы между зубьями в мм; sp — ради-i подача на один двойной ход долбяка в мм; п — число двойных ion долбяка в минуту; t — шаг нарезаемого зубчатого колеса в мм; число зубьев нарезаемого колеса; sK — круговая подача зубчатого колеса один двойной ход долбяка в мм; i — число обкатов (ходов), (необходимое для нарезания зубчатого колеса; М — модуль зубьев нарезаемого колеса в мм.
– глубина нарезаемой впадимы между зубьями в мм; sp — ради-i подача на один двойной ход долбяка в мм; п — число двойных ion долбяка в минуту; t — шаг нарезаемого зубчатого колеса в мм; число зубьев нарезаемого колеса; sK — круговая подача зубчатого колеса один двойной ход долбяка в мм; i — число обкатов (ходов), (необходимое для нарезания зубчатого колеса; М — модуль зубьев нарезаемого колеса в мм.
 . Верхний долбяк служит для окончательного профилирования зубьев колеса; нижний долбяк перешлифовывают так, чтобы ширина и высота зубьев его была бы меньше ширины и высоты зубьев верхнего долбяка.
. Верхний долбяк служит для окончательного профилирования зубьев колеса; нижний долбяк перешлифовывают так, чтобы ширина и высота зубьев его была бы меньше ширины и высоты зубьев верхнего долбяка.


 2 (рис. 9, б); форма фрезы соответствует форме впадины на ее узком конце; второй проход производят модульной
2 (рис. 9, б); форма фрезы соответствует форме впадины на ее узком конце; второй проход производят модульной
 :
: 
 — ширина впадины между зубьями на ее узком конце в мм;
— ширина впадины между зубьями на ее узком конце в мм;  — длина впадины в мм.
— длина впадины в мм.


 число зубьев зубчатого колеса.
число зубьев зубчатого колеса.



 – длина хода стола, мм;
– длина хода стола, мм;  число ходов; а — коэффициент, учитывающий время деления, т. е. поворота зубчатого колеса на зуб (а = 1,3 – 1,5); г — число зубьев зубчатого колеса;
число ходов; а — коэффициент, учитывающий время деления, т. е. поворота зубчатого колеса на зуб (а = 1,3 – 1,5); г — число зубьев зубчатого колеса;  – скорость возвратно-поступательного движения стола в м’мин. Длина хода стола L определяется по формуле:
– скорость возвратно-поступательного движения стола в м’мин. Длина хода стола L определяется по формуле:
 – длина шлифуемого зуба, мм;зуба зубчатого колеса в мм, h — высота зуба зубчатого колеса в мм; DK — диаметр круга в мм.
– длина шлифуемого зуба, мм;зуба зубчатого колеса в мм, h — высота зуба зубчатого колеса в мм; DK — диаметр круга в мм.
 Притирка зубьев зубчатых колес и рекомендации по выбору способов чистовой отделки зубьев зубчатых колес
Притирка зубьев зубчатых колес и рекомендации по выбору способов чистовой отделки зубьев зубчатых колес 



