
Глава 2 ОБРАБОТКА ДЕТАЛЕЙ И УЗЛОВ ИЗДЕЛИЙ БЕЗ ПОДКЛАДКИ
Изготовление швейных изделий из тканей, трикотажных полотен и других материалов представляет собой совокупность технологических процессов раскроя материалов, обработки деталей и узлов, сборки узлов полуфабриката, заключительной отделки готовых изделий, включая окончательную влажно-тепловую обработку.
Обработка деталей и узлов является важнейшим процессом при изготовлении швейных изделий и состоит из ряда последовательно выполняемых ручных, машинных, утюжильных работ (операций) с использованием различных инструментов, приспособлений и оборудования. Изменение последовательности выполнения операций, применение швов разнообразных видов с различными параметрами обеспечивают большое разнообразие методов обработки. Поэтому одну и ту же деталь или один и тот же узел можно обработать несколькими методами. Метод обработки детали или узла выбирают в зависимости от назначения и вида изделия, его модельных особенностей, а в основном — от свойств материалов, из которых изделие производят. В последние годы осуществляется унификация методов обработки для изделий различного вида и назначения.
Среди изделий без подкладки можно назвать такие виды одежды, как платье, сарафан, блузка, мужская сорочка, летнее пальто, плащ, куртка, и т.п. Отсутствие подкладки диктует необходимость тщательной отделки изнаночной стороны изделия. Не основные детали, расположенные на изнанке изделия (например, подкладку прорезных карманов), выкраивают из основного материала. Прокладки и усилители на изнанке изделия должны быть закрыты другими деталями из материала верха. Срезы всех деталей обметывают или окантовывают. При этом нитки и окантовочные бейки, тесьма должны быть подобраны в тон основного материала.
В общем виде обработку деталей и узлов изделия без подкладки проводят в следующем порядке:
начальная обработка деталей;
соединение полочек (переда) и спинки;
обработка горловины изделия;
обработка воротника и соединение его с изделием;
обработка проймы изделия без рукава;
обработка рукава и соединение его с изделием;
обработка низа изделия;
обработка верхних срезов юбок и брюк;
окончательная отделка изделия.
НАЧАЛЬНАЯ ОБРАБОТКА ДЕТАЛЕЙ
Все детали изделия разделяют на основные, не основные, мелкие и отделочные.
Основными деталями являются полочки (перед), спинка, рукава, воротник. Полочка и спинка могут состоять из лифа и юбки. Все основные детали могут иметь различные членения в долевом, поперечном, наклонном направлениях. Их выкраивают из основного материала. Воротники могут быть дублированными.
К не основным относят детали карманов, под борта, планки застежек, манжеты и др. Форма и размеры не основных деталей зависят от модели изделия. Их выкраивают из основного или отделочного материала. Под борта и манжеты могут быть дублированными.
Мелкие детали — это клапаны, листочки, погоны, хлястики, паты, пояса, полупояса, шлевки. Эти детали могут быть разных форм, размеров; с цельнокроеной или отрезной подкладкой из основного или отделочного материала; с прокладками из клеевых или не клеевых материалов или без них.
Отделочные детали встречаются в основном на платьях и блузках. К ним относят воланы, оборки, рюши, жабо, галстуки, банты, съемные воротники и манжеты и т.п. Внешний вид и конструкция отделочных деталей разнообразны. Эти детали выполняют из основного или отделочного материала.
Начальная обработка деталей состоит из следующих работ:
обработки вытачек, подрезов;
выполнения складок и отделочных швов;
соединения частей основных деталей, соединения кокеток и вставок с основными деталями;
обработки мелких деталей;
обработки отделочных деталей.
Дублирование деталей
Дублирование осуществляется для придания деталям жесткости, формо устойчивости. В изделиях без подкладки дублированными могут быть все детали воротника или некоторые из них (верхний воротник, нижний воротник, стойка воротника, стойка нижнего воротника), манжеты и их подкладка, под борта, клапаны, листочки прорезных карманов. На изнаночной стороне полочек под места расположения прорезных карманов могут быть поставлены усилители (долевики). Прокладки и усилители могут быть клеевыми и не клеевыми. Дублирование деталей кроя производят на прессе с плоской подушкой или утюгом, соблюдая режимы дублирования и технические условия на выполнение влажно-тепловых работ.
При дублировании клеевыми прокладками основную деталь укладывают на горизонтальную поверхность пресса или утюжильного стола лицевой стороной вниз. Прокладку помещают лицевой стороной на изнанку основной детали так, чтобы срезы прокладки не доходили до срезов основной детали на 2. 7 мм. После этого осуществляют дублирование. При проведении работ утюгом его не перемещают по поверхности детали, а опускают на деталь и поднимают с нее вертикально. Перемещают утюг в воздухе. Размеры и форму дублированных деталей проверяют по лекалам.
Если основной материал имеет подвижную, легко деформирующуюся структуру, целесообразно продублировать его кусок перед раскроем и лишь, затем выкраивать детали (воротник, отрезную стойку воротника). Такая последовательность операций позволяет получить точный, симметричный, без перекосов полуфабрикат, который не нужно будет проверять и уточнять перед следующей операцией.
Не клеевые прокладки в настоящее время встречаются все реже. Прокладку помещают на изнаночную сторону основной детали, совмещая ее срезы со срезами основной детали, и прикрепляют временной строчкой — ручной или машинной. Окончательно не клеевую прокладку закрепляют машинной соединительной или отделочной машинной строчкой по всем срезам при дальнейшей обработке детали. После этого временную строчку удаляют.
Обработка срезов
Эту операцию проводят для закрепления краев деталей, предотвращая их осыпание при эксплуатации изделия. Срезы деталей изделия без подкладки обметывают, окантовывают или застрачивают.
Обметывают срезы на обметочной машине двух-, трех- или четырех ниточного цепного стежка. Ширина шва обметывания колеблется от 3,5 до 6 мм. Большая ширина обметочного шва позволяет получить край детали, наиболее устойчивый к осыпанию.
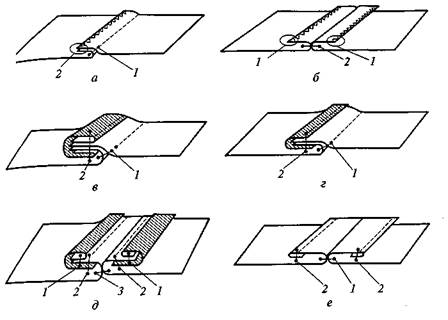
Рис. 2.1. Обработка срезов деталей:
здесь и в других рисунках цифрами обозначена последовательность выполнения машинных строчек
В изделиях из тонких тканей срезы двух деталей обметывают одновременно после их соединения стачным швом (рис. 2.1, а). Срезы могут быть обметаны одновременно со стачиванием деталей на специальной двух игольной машине. Срезы деталей из толстых тканей, соединяемых стачным швом, обметывают до стачивания или после стачивания деталей, причем каждый срез отдельно (рис. 2.1, б).
Срезы деталей окантовывают при изготовлении изделий высшего качества или если срезы деталей, выкроенных из ткани рыхлой структуры с длинными перекрытиями толстых гладких нитей, располагаются в направлении нитей основы или утка. В последнем случае обметывание срезов не позволяет добиться хорошего качества обработки, потому что обметочная строчка слабо закрепляется в структуре ткани, захватывая только две-три ее крайние нити, и легко соскальзывает с края детали. В промышленных Условиях окантовывание выполняют на одно игольной машине со спецприспособлением (рис. 2.1, в, г). При индивидуальном пошиве для окантовывания срезов используют окантовочный шов с открытым срезом с применением косой бейки (рис. 2.1, д).
Если нет специальных обметочных машин, срезы деталей изделия без подкладки могут быть застрочены на изнаночную сторону швом в подгибку с открытым срезом (рис. 2.1, ё). Ширина припуска застрачивания среза 0,6. 0,8 мм; ширина шва застрачивания 0,1 . 0,25 мм. Застрачивание срезов выполняют после стачивания деталей.
Обработка вытачек, подрезов
Вытачки предназначены для придания деталям швейных изделий объемной формы. Вытачки могут размещаться на всех основных деталях. Соединяемые между собой стороны вытачек имеют вид острого угла или узкого ромба. Вытачки треугольной формы размещаются по краю детали, ромбовидные вытачки — в ее середине. Вершина каждой вытачки лежит вблизи наиболее выступающей точки поверхности (например, наиболее выступающих точек груди на полочках, наиболее выступающих точек лопатки на спинке). Число, размеры и места расположения вытачек на детали могут быть самыми разными. Вытачки выполняют стачным или накладным швом. В зависимости от формы сторон стачной вытачки шов стачивания вытачки бывает прямолинейным или криволинейным.
В изделиях без подкладки выполняют неразрезные вытачки в за утюжку и враз утюжку, а также вытачки, переходящие в складки.
Обработку вытачек начинают с их разметки на изнанке изделия. Проводят мелом линии сгиба, стачивания и концов вытачки (рис. 2.2). Деталь складывают по намеченной линии сгиба лицом внутрь и сметывают. В промышленном производстве операция сметывания отсутствует. Вытачку стачивают по намеченной линии, начав от среза детали и закончив строго у намеченной поперечной линии конца вытачки (рис. 2.3, а). Вытачку, расположенную в середине детали, стачивают, начав с любого из концов (рис. 2.3, б). При этом все вытачки данной детали стачивают в одном направлении. После стачивания наметочную строчку удаляют, вытачку приутюживают, а затем заутюживают (рис. 2.3, в) или разутюживают (рис. 2.3, г) в зависимости от модели. При разутюживании сгиб располагают строго по линии стачивания. В зависимости от Дели стачанные вытачки могут быть настрочены на основную с лицевой стороны (рис. 2.3, д, е).

Рис. 2.2. Разметка вытачек на деталях кроя
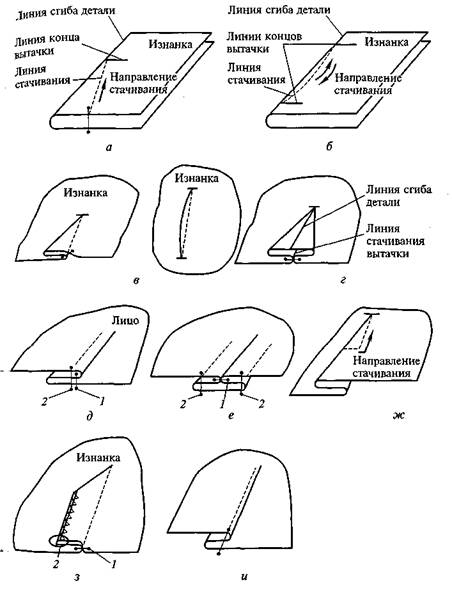
Рис. 2.3. Обработка неразрезных вытачек
В промышленных условиях для изготовления прямолинейных неразрезных вытачек, расположенных в срезах деталей, используют полуавтоматическую швейную машину.
При стачивании вытачки, переходящей в складку, строчку начинают прокладывать поперек складки от сгиба до линии разметки, а затем по линии стачивания до конца вытачки (рис. 2.3, ж).
Если вытачка имеет раствор более 50 мм, ее после стачивания целесообразно обрезать и одновременно обметать срезы на обметочной машине цепного стежка (рис. 2.3, з). Расстояние от стачивающей строчки до обметанного края вытачки 10 мм.
В соответствии с моделью вытачку можно выполнить накладным швом. В этом случае разметку делают на лицевой стороне детали, рисуя мелом стороны и конец вытачки. Деталь складывают по одной из намеченных сторон изнанкой внутрь. Сгиб совмещают со второй стороной вытачки на лицевой стороне детали. Вытачку заметывают и настрачивают (рис. 2.3, и). Строчку настрачивания прокладывают по лицевой стороне на расстоянии. 1 . 2,5 мм от сгиба.
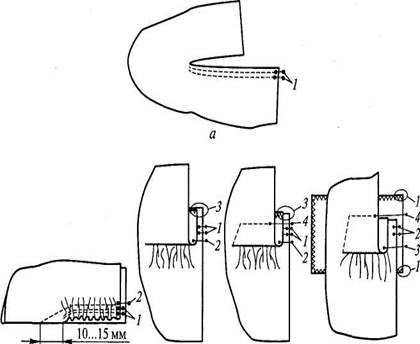
Рис. 2.4. Обработка подрезов
Подрезы, так же как и вытачки, позволяют придавать объемную форму детали изделия. В отличие от вытачки у подреза один из стачиваемых срезов длиннее другого (рис. 2.4, а). Длинный срез в зависимости от модели при собирают или закладывают мелкими складками, закрепляя их строчкой (строчка 1). После образования сборок или складок стороны подреза должны иметь равную длину. Деталь складывают лицом внутрь, совместив срезы подреза, смет, а затем стачивают со стороны при собранного среза (строчка 2). В начале строчки ширина шва 7. 10 мм, к концу строчки она постепенно уменьшается, сходя на нет. При этом строчку заканчивают на сгибе сложенной детали на 10. 15 мм дальше конца разреза. После этого наметочную строчку удаляют, припуски шва стачивания приутюживают, обметывают (строчка 3), а затем заутюживают в сторону, которая не имеет сборок.
Стороны подреза можно соединить настрочным швом с открытыми обметанными срезами. Если по модели ширина строчки настрачивания больше припуска на шов, то при стачивании сторон подреза под строчку подкладывают предварительно обметанную (рис. 2.4, б, строчка 1) полоску основного материала. Длинный срез при собирают (строчка 2). Стачивание сторон подреза выполняют одновременно с притачиванием полоски по стороне подреза, не имеющей сборок (строчка 3). Шов настрачивания прокладывают по лицевой стороне детали (строчка 4); его ширина определяется моделью.
Выполненные вытачки и подрезы должны быть симметричны относительно середины детали, иметь закрепки в концах строчки. У вершины вытачки или подреза не должно быть слабины или пролегания.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Источник
Способы обработки узлов швейного изделия

МК: наклеивание клеевой полоски вдоль скругленного края борта от men’she slov.
От автора: Берём клеевую полоску, утюг (не максимальная температура, на «шерсть» будет нормально) и, прикладывая клеевую вдоль линии в сторону основной детали, кончиком утюга осторожно прижимаем. Точечно, и не натягивая клеевую. Только самый краешек.
Кончиками ножниц делаем рассечения вдоль скругления до тех мест, где уже приклеилось. Получается подобие бахромы. Укладываем её равномерненько, как чешую, можно не в одну сторону, а распределяя, как хочется.
После чего накрываем влажным проутюжельником, нагреваем утюг до «хлопка», и всё это дело наклеиваем.
Как подшить классические брюки
Наверное, каждый покупатель классических костюмных брюк хотя бы раз в жизни сталкивался с проблемой их длины. В хорошем магазине покупателю зачастую предлагают укоротить брюки бесплатно при покупке или рекомендуют ателье, где это можно сделать за дополнительную плату. Однако, при наличии дома швейной машинки, это легко можно сделать самой!
Здравствуйте, уважаемые любители шитья! Решила сегодня показать еще два воротника. Как вы уже догадались из названия статьи, они будут с цельнокроеной стойкой. На этом коллаже, как раз, примеры таких воротников.
Выкраивать и шить воротники с цельнокроеной стойкой проще, чем с отрезной. Если вы только учитесь шить, начинайте с простого, постепенно приобретая навыки и опыт.
Вариант воротника с заходом на застежку
Вариант воротника с заходом на застежку
Чертим прямой угол с вершиной в точке О. Вверх, от точки О откладываем высоту подъема середины воротника 1,5 – 4 см. ОВ = 1,5 – 4 см.
Вправо, от точки О откладываем отрезок ОА, равный длине горловины изделия, которая складывается из длины горловины спинки и длины горловины полочки (измеряем по выкройке).
Соединяем точки А и В прямой линией. Отрезок АВ делим на 3равные части, получая точки 1 и 2. Из точки 1 восстанавливаем перпендикуляр вверх 0,5 см, получая точку 3. Из точки 2 восстанавливаем перпендикуляр вниз 0,3 см, получая точку 4.
Соединив точки В, 3, 4, А плавной линией и продолжив ее на величину, равную ширине борта (отрезок АА1), мы получаем линию втачивания воротника в горловину.
Для построения линии стойки, вверх от точки В откладываем 2,5 – 3 см (высота стойки), ставим точку В1. Из точек А и А1 вверх, по вертикали, тоже откладываем высоту стойки, ставим точки А3 и А2 .И соединяем В1, А и А3 плавной линией, параллельно линии втачивания воротника в горловину.
Для построение отлетной части воротника продолжим отрезок ВВ1 вверх и отметим на нем точку В2. В1В2 = ВВ1 + (2,5 – 3) см. От точки А3 вверх по вертикали отметим отрезок А3А4 = В1В2. Точки В2 и А4 соединим плавной кривой, продолжая ее немного вправо. Точку А3 соединим с дугой В2А4 в точке А5, расположение которой можно изменять, в соответствии с фасоном нашего воротника.
Вариант воротника без захода на застежку
Вариант воротника без захода на застежку
Застежка на таком воротнике не предусмотрена, и край стойки совпадает с краем воротника.
Строим, как всегда, прямой угол с вершиной в точке О. Вверх, по вертикали откладываем 1,5 – 4 см, и ставим точку В. Ов = 1,5 – 4 см.
Из точки В радиусом, равным ширине горловины изделия, делаем засечку на горизонталь, проведенную из точки О. Получаем точку А.
Соединяем точки В и А и делим этот отрезок на четыре части в точках 2, 1 и 4. Далее из точки 2 вверх восстановим перпендикуляр 2-3 = 0,5 см, а из точки 4 восстановим перпендикуляр 4-5 = 0,3 см. Оформим линию притачивания воротника к горловине плавной линией, соединяя при этом точки В, 3, 1, 5, А.
Высота стойки воротника равна 2,5 – 3 см. Это расстояние откладываем от точки В вверх, получая точку В1. Плавная линия В1А является условной линией стойки воротника.
Ширина воротника В1В2 = 6 – 8 см. Линия отлета воротника оформляется согласно модели. Для удобства ее построения, от точки А к линии АВ восстанавливаем перпендикуляр, равный отрезку В1В2 + 0,1 – 2 см. И соединяем точки В2 и А плавной линией, продолжая вправо до произвольной точки А2. Соединяем А2 с А.
Итак, воротники построены, можно переносить на ткань. Не забудьте про припуски!
Источник



