
- Технология обработки наружных цилиндрических и плоских торцовых поверхностей
- Особенности обработки резцами из быстрорежущих сталей
- Чистовая обработка
- Особенности обработки резцами с минерало-керамическими пластинами
- Особенности обработки резцами со вставками из эльбора и поликристаллических сверхтвердых материалов (СТМ)
- Особенности обработки торцовых поверхностей
- Обработка канавок и отрезка
- Контроль деталей
- Контроль наружных уступов, торцов и канавок
- Обработка торцов и уступов
Технология обработки наружных цилиндрических и плоских торцовых поверхностей
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Особенности обработки твердосплавными резцами. Для наружного продольного чернового и чистового точения применяют проходные резцы. В настоящее время конструкция резцов с напаянными твердосплавными пластинами устарела. За рубежом около 80 % применяемых проходных твердосплавных резцов имеют сборную конструкцию, у нас в стране — только 20 % (рис. 4.18). По сравнению с напаянными резцами сборные имеют следующие преимущества: сокращение расходов на переточку; уменьшение вспомогательного времени на смену и подналадку резцов; экономия твердого сплава.
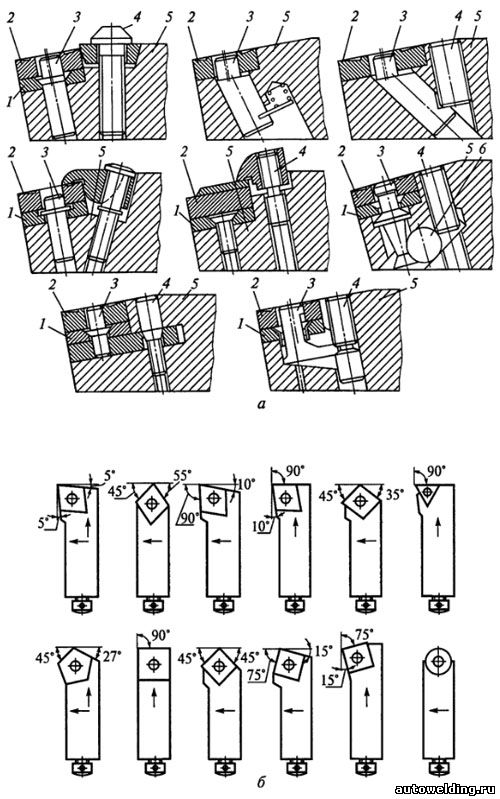
Рис. 4.18. Проходные резцы сборной конструкции (а) и типовые резцовые вставки с механическим креплением многогранных и цилиндрических твердосплавных пластин (б): 1 — подкладка; 2 — пластина; 3 — штифт; 4 — винт; 5 — державка; 6 — шарик
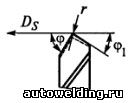
Рис. 4.19. Прямой проходной резец:
φ и φ1 — главный и вспомогательный углы в плане; r — радиус скругления при вершине резца; Ds — направление движения подачи
Прямые проходные резцы изготовляют с главным углом в плане φ = 45, 60 и 75° (рис. 4.19). Отогнутые проходные резцы (рис. 4.20, а и б) имеют угол φ = 45°. Они широко применяются для продольного и поперечного точения (т.е. для подрезки торцов). Упорные проходные резцы (рис. 4.20, в) имеют угол φ= 90°. Они пригодны для обработки деталей с уступами небольших размеров и нежестких деталей.
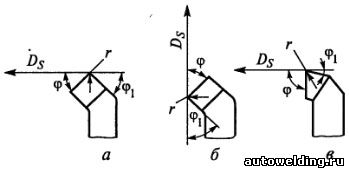
Рис. 4.20. Проходные отогнутые (а и б) и упорные (в) резцы
Особенности обработки резцами из быстрорежущих сталей
Резцы из быстрорежущих сталей имеют такую же форму передней поверхности, как у сборных резцов с пластинками твердого сплава того же назначения, но имеют отличные от них углы резания и размеры элементов головки.
Резцы с плоской передней поверхностью и положительным передним углом у рекомендуется применять при обработке чугуна, бронзы и стали с подачей S0 0,2 мм/об. Резцы с криволинейной передней поверхностью с фаской (радиус кривизны поверхности R = З. 18мм, ширина фаски b = 2,5. 15 мм) применяют при обработке сталей. У этих резцов передний угол γ= 20. 25°, задний угол α = 8. 12°.
Чистовая обработка
Для получения поверхности с малой шероховатостью, точной по форме и размерам заготовку подвергают чистовой обработке.
Если требуемую шероховатость поверхности нельзя получить обычным проходным резцом, то применяют специальные (чистовые) резцы, предназначенные только для чистовой обработки.
Установка резца относительно оси заготовки при чистовой обработке должна исключать возникновение дефектов на обработанной поверхности, что достигается установкой вершины резца по оси заготовки или несколько ниже ее. Вылет резца (при закреплении) должен быть минимально возможным.
Особенности обработки резцами с минерало-керамическими пластинами
Резцы с неперетачиваемыми минералокерамическими пластинами (типа ЦМ-332) применяют для чистовой и получистовой обработки стали (в том числе закаленной), чугуна, цветных металлов и их сплавов и неметаллических материалов. Минералокерамические пластины обладают очень низкой теплопроводностью и склонны к образованию трещин при быстром нагревании и особенно при быстром охлаждении. Пластины крепят механическим способом (аналогично креплению твердосплавных многогранных пластин). При установке пластины нельзя допускать, чтобы она выступала за головку резца более чем на 1 мм. Пластины разрушаются, как правило, при входе инструмента в зону резания и выходе из нее, поэтому отводить резец от детали нужно только при выключенной подаче. Для обработки напроход применяют резцы с пластинами из оксидно-карбидной минералокерамики (рис. 4.21).
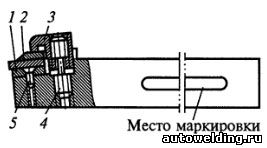
Рис. 4.21. Конструкция резца с минералокерамической пластиной:
1 — опорная пластина из твердого сплава;2 — режущая пластина из минералокерамики; 3 — прихват; 4 — дифференциальный винт; 5 — винт
Пластины из оксидно-карбидной минералокерамики типа ВЗ, ВОК-60 и ВОК-63 выпускают треугольной, квадратной, ромбической и круглой форм.
Режущие пластины треугольной формы используют для предварительной чистовой обработки. Наиболее широко распространены пластины квадратной формы, используемые как для черновой (при толщине пластины 8 мм), так и для чистовой (при толщине пластины 4 мм) обработки.
Пластины ромбической формы с углом ромба 75 или 80° в основном применяют для черновой обработки, а с углом ромба 55° — для продольного точения по копиру. Пластины круглой формы чаще применяют при обработке гладких поверхностей без уступов. При обработке резцами, оснащенными режущей минералокерамикой, особое внимание следует обращать на стружколомание и удаление стружки из зоны резания. Это обеспечивается регулированием вылета накладного стружколома относительно режущей кромки пластины и установкой накладного стружколома под углом 30. 35° относительно режущей кромки.
Особенности обработки резцами со вставками из эльбора и поликристаллических сверхтвердых материалов (СТМ)
Резцы из эльбора-Р и СТМ применяют при необходимости повышения производительности (v = 400. . 800 м/мин) и улучшения качества обработки деталей из высокопрочных и закаленных сталей, чугуна, твердых сплавов и т. п. Конструкция резца, оснащенного вставкой из СТМ, показана на рис. 4.22. Рабочие поверхности резца после заточки должны быть доведены. Обязательным условием эффективного использования инструмента, оснащенного вставками из эльбора-Р и СТМ, является его переточка на специализированном оборудовании.
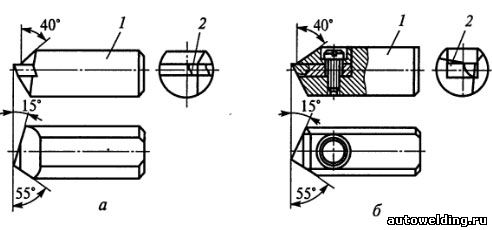
Рис. 4.22. Конструкция резца, оснащенного вставкой из СТМ, впаянной (а) и механически закрепленной (б): 1 — державка; 2 — вставка из СТМ
Особенности обработки торцовых поверхностей
(рис. 4.23). Торцы и уступы обрабатывают подрезными, проходными отогнутыми или проходными упорными резцами.
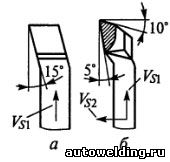
Рис. 4.23. Подрезные резцы:
а — для обработки наружных торцов; б — для работы с продольной Vs2 и поперечной Vs1 подачами
Подрезной резец предназначен для обработки наружных торцовых поверхностей. При подрезании торца движение подачи резца осуществляется перпендикулярно к оси обрабатываемой заготовки. Подрезной резец (рис. 4.23, б) позволяет обрабатывать различные торцовые и другие поверхности с продольным и поперечным движениями подачи.
Подрезные резцы изготовляют с пластинами из быстрорежущих сталей и сборные, с пластинами из твердых сплавов. Главный задний угол α = 10. 15°, передний угол γ выбирают в зависимости от обрабатываемого материала.
Скорость резания для обработки торцов и уступов обычно на 20 % выше, чем при обработке наружных цилиндрических поверхностей, так как время участия резца в процессе резания незначительно и он не успевает нагреться до критической температуры.
Обработка канавок и отрезка
Узкие канавки обрабатывают прорезными резцами. Форма режущей кромки резца соответствует форме обрабатываемой канавки. Прорезные резцы (рис. 4.24) бывают прямые и отогнутые, которые, в свою очередь, делятся на правые и левые. Чаще применяют правые прямые и левые отогнутые прорезные резцы.
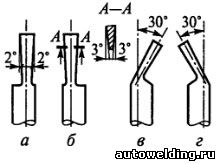
Рис. 4.24. Прорезные резцы:
а — прямой левый; б — прямой правый; в — отогнутый левый; г — отогнутый правый
Жесткость детали не всегда позволяет прорезать канавки заданной ширины за один проход резца. Канавку шире 5 мм в нежесткой детали прорезают за несколько проходов резца с поперечным движением подачи. На торцах и по диаметру канавки оставляют припуск 0,5. 1 мм для чистовой обработки, которую выполняют этим же резцом или канавочным резцом с размером режущей кромки, равным заданному размеру канавки.
Заготовки и детали отрезают отрезными резцами (рис. 4.25). Ширина режущей кромки отрезного резца зависит от диаметра отрезаемой заготовки и может быть равна 3; 4; 5; 6; 8 и 10 мм. Длина l головки отрезного резца должна быть несколько больше половины диаметра d прутка, от которого отрезают заготовку (l>0,5d).
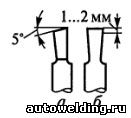
Рис. 4.25. Отрезные резцы:
а — для получения ровного торца у отрезаемой детали; б — для уменьшения шероховатости поверхности, полученной после отрезки
Отрезные резцы изготовляют цельными, а также с пластинами из быстрорежущей стали или твердого сплава. Для уменьшения трения между резцом и разрезаемым материалом головка резца сужается к стержню под углом 1. 2° (с каждой стороны резца), угол λ = 0°, задний угол α= 12°.
Отрезные резцы следует устанавливать под прямым углом к оси обрабатываемой заготовки. Установка режущей кромки резца выше оси обрабатываемой заготовки (даже на 0,1 — 0,2 мм) может привести к его поломке, а при установке режущей кромки резца ниже оси заготовки на торце детали остается необработанный выступ. Расстояние от торца приспособления для закрепления прутка до обработанного торца прутка не должно превышать диаметра отрезаемого прутка.
При отрезке хрупкого материала заготовка отламывается раньше, чем резец подойдет к центру заготовки, в результате чего на торце заготовки остается выступ (бобышка). Для получения ровного торца режущую кромку резца выполняют под углом 5. 10° (рис. 4.25, а).
Для уменьшения шероховатости поверхности, полученной после отрезки, на задних вспомогательных поверхностях резца делают фаски шириной 1. 2 мм (рис. 4.25, б). Поперечная подача при обработке канавок — 0,05. 0,3 мм/об (для стальных деталей диаметром до 100 мм).
Скорость резания при обработке канавок и отрезке заготовок — 25. 30 м/мин для резцов из быстрорежущих сталей и 125. . 150 м/мин для твердосплавных резцов.
Контроль деталей
Наиболее распространенным инструментом для измерения размеров деталей, полученных после черновой и получистовой обработки, является штангенциркуль (рис. 4.26).
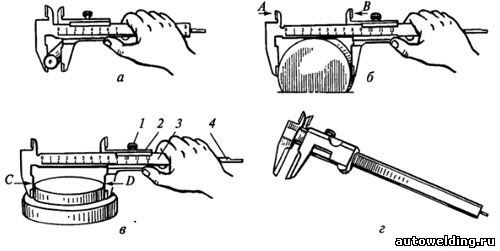
Рис. 4.26. Измерения штангенциркулем:
а — правильное измерение небольшого диаметра; б — неправильное измерение; в — правильное измерение большого диаметра; г — штангенциркуль с цифровой индикацией; А и В — губки для измерения внутренних поверхностей; С и D — губки для измерения наружных поверхностей; 1 — винт; 2 — каретка нониуса; 3 — линейка; 4 — ножка для измерения уступов и углублений
Губки С и D предназначены для измерения наружных, а губки А и В — для измерения внутренних поверхностей, с помощью ножки 4 измеряют уступы и углубления. Размер с точностью до 1 мм измеряют по линейке 3, а с точностью до 0,1 мм — по нониусу на каретке 2. После замера губки фиксируют винтом 7.
Наиболее удобным для определения размеров является штангенциркуль с цифровой индикацией (рис. 4.26, г).
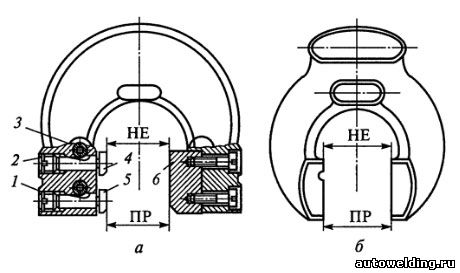
Рис. 4.27. Предельная скоба регулируемая (а) и нерегулируемая (б):
1, 2 и 3 — винты; 4, 5 — измерительные головки; б — опорная поверхность; ПР и НЕ — соответственно проходной и непроходной размеры
В условиях серийного производства детали измеряют предельными регулируемыми (рис. 4.27, а) и нерегулируемыми (рис. 4.27, б) скобами. Особенностью скоб различных конструкций является то, что с их помощью оценивают два размера обработанной детали:
первый — с наибольшим отклонением, а второй — с наименьшим. Размер с наибольшим отклонением обозначается ПР (проходной), а размер с наименьшим отклонением — НЕ (непроходной). В регулируемых скобах размеры НЕ и ПР настраивают перемещением измерительных головок.
Контроль наружных уступов, торцов и канавок
Глубину канавок на наружной поверхности детали измеряют линейкой, штангенциркулем, штангенглубиномером и шаблоном-уступомером (рис. 4.28).
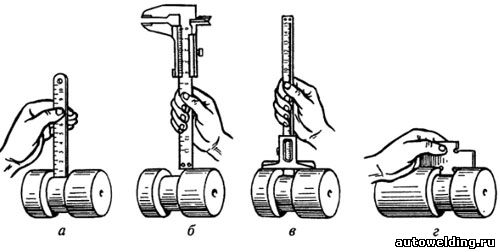
Рис. 4.28. Измерение глубины канавки:
а — линейкой; б — штангенциркулем; в — штангенглубиномером; г — шаблоном-уступомером
Ширину обработанного участка до уступа измеряют линейкой в том случае, если не требуется большой точности измерения. При более высоких требованиях к точности измерения лучше использовать штангенциркуль, а при серийном производстве деталей — шаблон-уступомер. Проходная сторона шаблона (ПР) при измерении должна упираться в обработанную цилиндрическую поверхность детали, а непроходная сторона (НЕ) — в наружную цилиндрическую поверхность детали.
Источник
Обработка торцов и уступов
Токарные работы включают в себя обработку торцов и уступов. Обработка таких поверхностей должна осуществляться в полном соответствии с требованиями рабочего чертежа, таких как расположение заготовки по длине, плоскостность, перпендикулярность к оси детали и чистота обработки поверхности. Соблюдение всех этих условий зависит от правильности выбора режимов резания, приемов работы, типа резцов и установки заготовки на станке.
Технология обработки торцов при проведении токарных работ
Способ обработки торцовых поверхностей выбирается в зависимости от диаметра заготовки. Так, торцы с поперечным сечением 10 – 12 мм подрезаются методом продольной подачи в одно движение проходного упорного резца. Режущая кромка резца располагается перпендикулярно по отношению к оси детали.
При обтачивании торца заготовок большего диаметра операция выполняется при помощи подрезного резца с использованием поперечной и продольной подачи. Инструмент врезается в металл на 0,3 – 0,5 мм и двигается по направлению от середины детали. Процедура повторяется несколько раз, пока не получается идеальный срез.
Также при токарной обработке следует грамотно выбирать направление подачи резца — к центру или от центра к наружной поверхности, чтобы избежать появления трудноустранимых дефектов на заготовке.
Во время токарных работ, связанных с подрезанием торцов, детали могут устанавливаться в центры или в патроны. В первом случае для более качественной обработки заготовки в заднюю бабку устанавливается полуцентр либо используются центровые отверстия с предохранительным конусом. Подрезание торцовых поверхностей в патроне выполняется проходным отогнутым резцом, позволяющим выбирать более высокие режимы резания.
Приемы подрезания уступов
Токарная обработка уступов высотой менее 5-6 мм выполняется под прямым углом проходными упорными резцами с использованием продольной подачи. Уступы в 5-6 мм подрезают в два захода подрезным резцом, комбинируя продольную и поперечную подачу.
Уступы с высотой свыше 6 мм обрабатываются ступенями с помощью подрезного резца. В большинстве случаев применяется продольная подача, но если необходимо добиться высокой чистоты поверхности, на завершающей стадии отделки применяется поперечная подача. Количество ступеней зависит от высоты уступа, жесткости детали и других параметров.
Измерение глубины канавок, получающихся при подрезании уступов, выполняется линейкой, штангенциркулем, нутромером или уступомером.
Источник



