
10 способов обработки срезов ткани без оверлока
Для того, чтобы аккуратно обработать срез ткани на изделии совершенно необязательно иметь дорогостоящий оверлок. Предлагаем вашему вниманию 10 несложных способов обработки швов.

Как обработать срез ткани без оверлока
Безусловно, оверлок – вещь необходимая, поэтому с опытом любая мастерица приходит к необходимости его покупки.
Ведь как бы ни были замечательны оверлочные строчки хорошего оверлока и как бы здорово и профессионально не смотрелись обработанные ими срезы но, увы, не все любители шитья имеют такой нужный инструмент в своем швейном хозяйстве. Но это не проблема! Срезы деталей кроя можно обработать и без оверлока. Способов это сделать достаточно много. Так что выбирай, не хочу.
1. Обработка срезов с помощью «ресурсов» имеющихся у других людей. Для этого можно обратиться за помощью к друзьям, родственникам или соседям занимающихся пошивом одежды для себя и своей семьи. И которые имеют в своём «наборе» инструментов для шитья — оверлок.
Можно обратиться в мастерскую или ателье по пошиву и ремонту одежды. И там за денежку, с удовольствием, вам обработают любые срезы и любой оверлочной строчкой.
2. Срезы можно не обрабатывать совсем. Срезы деталей выкроенных из нетканых материалов (кожи, замши, неопрена и т.
Работая же с ткаными материалами детали выкройки можно разложить так, чтобы края припусков длинных и ровных срезов совпадали с кромками полотна на котором раскладываются. И тогда срезы стачанных деталей кроя, скроенные вдоль кромки, не нужно будет обрабатывать. Но есть одно но. Плотная, негибкая кромка может стягивать выполненный шов. Поэтому её край нужно рассечь ножницами на глубину 0,5-0,7 см, через каждые 7-10 см.
3. Обработка срезов обжигом. Современные текстильные полотна очень часто содержат то или иное количество примесей искусственных и синтетических волокон. Подавляющее большинство таких волокон при воздействии на них какого-нибудь очень горячего источника тепла оплавляются. Вот этим можно воспользоваться и оплавить срезы деталей кроя, например, пламенем горящей свечи, зажигалки и т.д.
Конечно, следует предварительно попробовать оплавить срез на ненужном лоскуте обрабатываемой ткани. И само собой разумеется, что действовать при этом нужно чрезвычайно аккуратно и осторожно. Чтобы не остаться не только без изготавливаемого швейного изделия, но и дом не сжечь. На некоторых изделиях при этом может образовываться неприятный на ощупь, жесткий рубчик. Так что это нужно иметь в виду планируя такой способ обработки.
4. Обработка срезов специальным средством. Есть средства для предотвращения обтрёпывания изделия. Что это такое и как это работает? Для начала срезы нужно подровнять, чтобы они были красивыми и нанести на них специальный клей. Когда клей высохнет волокна полотна будут плотно склеены между собой.
5. Обработка срезов ножницами «зигзаг». Срезы легких тканей с достаточно плотным переплетением нитей полотна можно обработать от осыпания специальными фестонными ножницами или ножницами «зигзаг», с режущей кромкой в виде зубчиков. Таким способом можно обработать припуски: стачных швов вразутюжку и швов в подгибку с открытым срезом.
Для надежности, перед высеканием срезов зубчиками, на припусках стачных швов на расстоянии 0,5 см от края среза можно проложить обычную машинную строчку.
6. Обработка срезов подгибкой с открытым срезом. Срезы стачных швов вразутюжку можно обработать путем подворачивания и притачивания. Такую обработку срезов нужно планировать заранее. Потому что, чтобы выполнить данный вид обработки срезов на припуски шва нужно отвести до 2-2,5 см.
В случае с немного изогнутыми, выпуклыми или вогнутыми срезами рекомендуется проложить строчку по краю припуска на расстоянии 0,5-0,7 см от края. Если срезы прямые, то можно не прокладывать. Затем по строчке или, если её нет, на том же расстоянии от края — 0,5-0,7 см срезы припусков подворачиваются на изнаночную сторону, а по краю, на расстоянии 0,1-0,3 см от него, прокладывается строчка.
Такой способ обработки срезов подойдет для тонких и средних тканей. Но совсем не годится для прозрачных и толстых тканей.
Несмотря на то, что срезы подгибки остаются открытыми, такой способ обработки срезов достаточно эффективный. С изнаночной стороны изделия срезы выглядят аккуратно, а жесткий сгиб не дает им осыпаются во время стирки.
7. Обработка срезов двойным швом (выворотный, французский, запошивочный). С помощью таких швов прямые срезы деталей кроя можно одновременно соединить и обработать от осыпания.
8. Обработка срезов машинной строчкой «Зигзаг» и специальными строчками швейной машины. «Зигзаг» и другими специальными строчками швейной машины можно просто обработать срезы, или стачать и одновременно обработать срезы на тканных и трикотажных материалах. Особенно хорошо смотрятся специальные строчки швейной машины на срезах плотных, тяжелых тканей. А самыми аккуратными и ровными такие строчки получатся если их проложить до выполнения шва.
Но, увы, все-таки это не оверлочные строчки. Поэтому, в не зависимости от того будут они прокладываться до выполнения шва или после, в любом случае, чтобы такие строчки не стягивали край среза, их нужно сначала проложить на некотором расстоянии от края припуска, а потом очень аккуратно обрезать его излишки, стараясь не задевать никоим образом ножницами нитки строчки.
9. Обработка срезов ручными краеобметочными строчками. Виды ручных краеобметочных строчек: косые стежки, петлеобразные, крестообразные. Чтобы ручные строчки получились аккуратными и ровными, на расстоянии от края среза, таком, какой ширины планируется ручная строчка, можно, ослабив натяжение верхней нити, проложить машинную строчку. И она будет служить ориентиром – ограничителем, для того чтобы длинна стежков ручной строчки была одинаковой.
А после того как ручная строчка будет выполнена, машинную можно будет легко удалить. Разумеется, обрабатывать срезы вручную дольше чем на той же швейной машине или оверлоке. Но если расслабится, со спокойным сердцем сесть за эту работу, то можно незаметно для себя все срезы изделия очень качественно обработать вручную.
10. Обработка срезов окантовкой. Подобным способом обрабатываются срезы изделий верхней одежды из толстых, сыпучих, ворсистых тканей без подкладки. Например, из вельвета, твида, денима, габардина, бархата, плотных шерстяных тканей и т.д. Или когда, например, низ изделия настолько фигуристый, что с одной его стороны (лицевой), видно все внутренности (припуски), другой. В этом случае никакой другой вид обработки срезов не подходит. Такая обработка вообще подходит для любых других срезов и, конечно, для декора.
С изнаночной стороны, окантованные срезы, готового швейного изделия, смотрятся отлично. Всё выглядит очень аккуратно, ровно, к тому же окантовкой срезы надежно защищены от осыпания.
Быстрее всего окантовку срезов можно сделать с помощью приобретенных в специализированных магазинах, уже полностью готовых к применению, тесьмой, лентой, кантом, косой бейкой, либо изготовить их самостоятельно из тканого или трикотажного материала.
Покупная однослойная косая бейка это тесьма, которая выкраивается по косой нити ткани, продается с уже заранее подогнутыми припусками, и готова к применению.
По материалам блога Милы Сидельниковой
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Источник
Методы обработки швейных изделий, Практикум, Третьякова Л.И., Турчинская Е.П., 1988
Методы обработки швейных изделий, Практикум, Третьякова Л.И., Турчинская Е.П., 1988.
Дамы сведения о современных способах соединения, отделки и придания необходимых физико-механических свойств одежде. Рассмотрены принципы типизации и унификации методов обработки изделий; применение инженерных методов технологической подготовки массового производства одежды. Содержанке лабораторно-практических работ предусматривает применение методов программированного обучения и контроля, графических и технологических карг, технико-экономический анализ. Для студентов пулов, обучающихся по специальности «Технология и конструирование швейных изделий».
СПОСОБЫ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ.
Технологический процесс изготовления одежды включает в себя соединение деталей, придание им необходимых физико-механических свойств, влажно-тепловую обработку (ВТО), выполнение различных отделок, заключительную отделку всего изделия и контроль качества. Детали одежды соединяют ниточным, клеевым, сварным и комбинированным методами. Наиболее распространенный и простой ниточный метод крепления деталей, обеспечивающий достаточную прочность и эластичность швов, а также красивый внешний вид. Машинное оборудование практически полностью обеспечивает возможность выполнения любых швов, конструктивно-декоративных элементов, вышивок, оформление застежек в изделиях из различных материалов.
Клеевой способ крепления деталей — безниточное соединение деталей одежды. Клей применяют в виде пленки, нитки или порошка, прокладываемых между склеиваемыми деталями, а также наносят слоем на прокладочную ткань. При этом клеевое покрытие на прокладке из ткани или нетканого материала может быть одно- или двухсторонним, сплошным или в виде точек, полос, сетки. Из прокладок выкраивают детали в воротники, манжеты, шлицы спинок, борта полочек для дублирования с деталями верха на прессах или специальных линиях. Клеевой способ крепления позволяет использовать методы параллельной и параллельно-последовательной обработки, являющиеся более эффективными и менее трудоемкими. При изготовлении одежды из синтетических или смесовых с синтетическим волокном материалов, обладающих термопластическими свойствами, применяют сварные способы. При этом исключается потребность в материалах для крепления (нитках, клее), уменьшается их расход вследствие уменьшения припусков на швы.
Содержание
Предисловие
Глава 1. Общие методические указания по выполнению работ
1.1.Способы изготовления одежды
1.2.Основные принципы типизации и унификации методов обработки швейных изделий
1.3.Технологическая последовательность обработки швейных изделий
1.4.Методы программированного обучения и контроля при проведении работ
Глава 2. Изучение методов обработки швейных изделий
2.1.Начальная обработка деталей одежды
2.2.Обработка шлиц (разрезов) спинок и рукавов верхней одежды
2.3.Обработка прорезных карманов верхней одежды
2.4.Обработка внутренних карманов верхней одежды
2.5.Обработка накладных и непрорезных карманов верхней одежды
2.0. Обработка карманов легкого платья
2.7.Обработка рукавов и пройм верхней одежды
2.8.Обработка рукавов и пройм платьев
2.9.Обработка воротников к соединение их с горловиной в верхней одежде
2.10.Обработка воротников и соединение их с горловиной в платьях
2.11.Обработка горловины и застежек платьев
2.12.Обработка воротников и застежек мужских сорочек
2.13.Обработка застежек к нижних срезов брюк и юбок
2.14.Обработка верхнего среза брюк и юбок
2.15.Обработка бортовой прокладки и соединение ее с полочкой
2.16.Обработка и сборка бортов верхней одежды
2.17.Обработка подкладки и утепляющей прокладки и соединение с изделием
Глава 3. Разработка технологической последовательности изготовления швейных изделий
3.1.Цели и задачи работ
3.2.Методические указания к проведению работ по разработке технологической последовательности
3.3.Методические указания к проведению работ по разработке операционных и технологических карт обработки швейных изделий
3.4.Индивидуальные задания
Приложение 1. Эскизы узлов для разработки технологической последовательности обработки
Приложение 2. Задание к разработке графических схем соединений
Список рекомендуемой литературы.
Бесплатно скачать электронную книгу в удобном формате, смотреть и читать:
Скачать книгу Методы обработки швейных изделий, Практикум, Третьякова Л.И., Турчинская Е.П., 1988 — fileskachat.com, быстрое и бесплатное скачивание.
Скачать djvu
Ниже можно купить эту книгу по лучшей цене со скидкой с доставкой по всей России. Купить эту книгу
Источник
Глава 2 ОБРАБОТКА ДЕТАЛЕЙ И УЗЛОВ ИЗДЕЛИЙ БЕЗ ПОДКЛАДКИ
Изготовление швейных изделий из тканей, трикотажных полотен и других материалов представляет собой совокупность технологических процессов раскроя материалов, обработки деталей и узлов, сборки узлов полуфабриката, заключительной отделки готовых изделий, включая окончательную влажно-тепловую обработку.
Обработка деталей и узлов является важнейшим процессом при изготовлении швейных изделий и состоит из ряда последовательно выполняемых ручных, машинных, утюжильных работ (операций) с использованием различных инструментов, приспособлений и оборудования. Изменение последовательности выполнения операций, применение швов разнообразных видов с различными параметрами обеспечивают большое разнообразие методов обработки. Поэтому одну и ту же деталь или один и тот же узел можно обработать несколькими методами. Метод обработки детали или узла выбирают в зависимости от назначения и вида изделия, его модельных особенностей, а в основном — от свойств материалов, из которых изделие производят. В последние годы осуществляется унификация методов обработки для изделий различного вида и назначения.
Среди изделий без подкладки можно назвать такие виды одежды, как платье, сарафан, блузка, мужская сорочка, летнее пальто, плащ, куртка, и т.п. Отсутствие подкладки диктует необходимость тщательной отделки изнаночной стороны изделия. Не основные детали, расположенные на изнанке изделия (например, подкладку прорезных карманов), выкраивают из основного материала. Прокладки и усилители на изнанке изделия должны быть закрыты другими деталями из материала верха. Срезы всех деталей обметывают или окантовывают. При этом нитки и окантовочные бейки, тесьма должны быть подобраны в тон основного материала.
В общем виде обработку деталей и узлов изделия без подкладки проводят в следующем порядке:
начальная обработка деталей;
соединение полочек (переда) и спинки;
обработка горловины изделия;
обработка воротника и соединение его с изделием;
обработка проймы изделия без рукава;
обработка рукава и соединение его с изделием;
обработка низа изделия;
обработка верхних срезов юбок и брюк;
окончательная отделка изделия.
НАЧАЛЬНАЯ ОБРАБОТКА ДЕТАЛЕЙ
Все детали изделия разделяют на основные, не основные, мелкие и отделочные.
Основными деталями являются полочки (перед), спинка, рукава, воротник. Полочка и спинка могут состоять из лифа и юбки. Все основные детали могут иметь различные членения в долевом, поперечном, наклонном направлениях. Их выкраивают из основного материала. Воротники могут быть дублированными.
К не основным относят детали карманов, под борта, планки застежек, манжеты и др. Форма и размеры не основных деталей зависят от модели изделия. Их выкраивают из основного или отделочного материала. Под борта и манжеты могут быть дублированными.
Мелкие детали — это клапаны, листочки, погоны, хлястики, паты, пояса, полупояса, шлевки. Эти детали могут быть разных форм, размеров; с цельнокроеной или отрезной подкладкой из основного или отделочного материала; с прокладками из клеевых или не клеевых материалов или без них.
Отделочные детали встречаются в основном на платьях и блузках. К ним относят воланы, оборки, рюши, жабо, галстуки, банты, съемные воротники и манжеты и т.п. Внешний вид и конструкция отделочных деталей разнообразны. Эти детали выполняют из основного или отделочного материала.
Начальная обработка деталей состоит из следующих работ:
обработки вытачек, подрезов;
выполнения складок и отделочных швов;
соединения частей основных деталей, соединения кокеток и вставок с основными деталями;
обработки мелких деталей;
обработки отделочных деталей.
Дублирование деталей
Дублирование осуществляется для придания деталям жесткости, формо устойчивости. В изделиях без подкладки дублированными могут быть все детали воротника или некоторые из них (верхний воротник, нижний воротник, стойка воротника, стойка нижнего воротника), манжеты и их подкладка, под борта, клапаны, листочки прорезных карманов. На изнаночной стороне полочек под места расположения прорезных карманов могут быть поставлены усилители (долевики). Прокладки и усилители могут быть клеевыми и не клеевыми. Дублирование деталей кроя производят на прессе с плоской подушкой или утюгом, соблюдая режимы дублирования и технические условия на выполнение влажно-тепловых работ.
При дублировании клеевыми прокладками основную деталь укладывают на горизонтальную поверхность пресса или утюжильного стола лицевой стороной вниз. Прокладку помещают лицевой стороной на изнанку основной детали так, чтобы срезы прокладки не доходили до срезов основной детали на 2. 7 мм. После этого осуществляют дублирование. При проведении работ утюгом его не перемещают по поверхности детали, а опускают на деталь и поднимают с нее вертикально. Перемещают утюг в воздухе. Размеры и форму дублированных деталей проверяют по лекалам.
Если основной материал имеет подвижную, легко деформирующуюся структуру, целесообразно продублировать его кусок перед раскроем и лишь, затем выкраивать детали (воротник, отрезную стойку воротника). Такая последовательность операций позволяет получить точный, симметричный, без перекосов полуфабрикат, который не нужно будет проверять и уточнять перед следующей операцией.
Не клеевые прокладки в настоящее время встречаются все реже. Прокладку помещают на изнаночную сторону основной детали, совмещая ее срезы со срезами основной детали, и прикрепляют временной строчкой — ручной или машинной. Окончательно не клеевую прокладку закрепляют машинной соединительной или отделочной машинной строчкой по всем срезам при дальнейшей обработке детали. После этого временную строчку удаляют.
Обработка срезов
Эту операцию проводят для закрепления краев деталей, предотвращая их осыпание при эксплуатации изделия. Срезы деталей изделия без подкладки обметывают, окантовывают или застрачивают.
Обметывают срезы на обметочной машине двух-, трех- или четырех ниточного цепного стежка. Ширина шва обметывания колеблется от 3,5 до 6 мм. Большая ширина обметочного шва позволяет получить край детали, наиболее устойчивый к осыпанию.
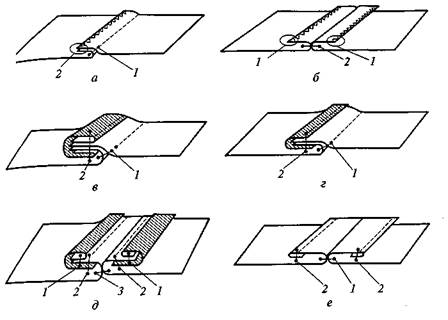
Рис. 2.1. Обработка срезов деталей:
здесь и в других рисунках цифрами обозначена последовательность выполнения машинных строчек
В изделиях из тонких тканей срезы двух деталей обметывают одновременно после их соединения стачным швом (рис. 2.1, а). Срезы могут быть обметаны одновременно со стачиванием деталей на специальной двух игольной машине. Срезы деталей из толстых тканей, соединяемых стачным швом, обметывают до стачивания или после стачивания деталей, причем каждый срез отдельно (рис. 2.1, б).
Срезы деталей окантовывают при изготовлении изделий высшего качества или если срезы деталей, выкроенных из ткани рыхлой структуры с длинными перекрытиями толстых гладких нитей, располагаются в направлении нитей основы или утка. В последнем случае обметывание срезов не позволяет добиться хорошего качества обработки, потому что обметочная строчка слабо закрепляется в структуре ткани, захватывая только две-три ее крайние нити, и легко соскальзывает с края детали. В промышленных Условиях окантовывание выполняют на одно игольной машине со спецприспособлением (рис. 2.1, в, г). При индивидуальном пошиве для окантовывания срезов используют окантовочный шов с открытым срезом с применением косой бейки (рис. 2.1, д).
Если нет специальных обметочных машин, срезы деталей изделия без подкладки могут быть застрочены на изнаночную сторону швом в подгибку с открытым срезом (рис. 2.1, ё). Ширина припуска застрачивания среза 0,6. 0,8 мм; ширина шва застрачивания 0,1 . 0,25 мм. Застрачивание срезов выполняют после стачивания деталей.
Обработка вытачек, подрезов
Вытачки предназначены для придания деталям швейных изделий объемной формы. Вытачки могут размещаться на всех основных деталях. Соединяемые между собой стороны вытачек имеют вид острого угла или узкого ромба. Вытачки треугольной формы размещаются по краю детали, ромбовидные вытачки — в ее середине. Вершина каждой вытачки лежит вблизи наиболее выступающей точки поверхности (например, наиболее выступающих точек груди на полочках, наиболее выступающих точек лопатки на спинке). Число, размеры и места расположения вытачек на детали могут быть самыми разными. Вытачки выполняют стачным или накладным швом. В зависимости от формы сторон стачной вытачки шов стачивания вытачки бывает прямолинейным или криволинейным.
В изделиях без подкладки выполняют неразрезные вытачки в за утюжку и враз утюжку, а также вытачки, переходящие в складки.
Обработку вытачек начинают с их разметки на изнанке изделия. Проводят мелом линии сгиба, стачивания и концов вытачки (рис. 2.2). Деталь складывают по намеченной линии сгиба лицом внутрь и сметывают. В промышленном производстве операция сметывания отсутствует. Вытачку стачивают по намеченной линии, начав от среза детали и закончив строго у намеченной поперечной линии конца вытачки (рис. 2.3, а). Вытачку, расположенную в середине детали, стачивают, начав с любого из концов (рис. 2.3, б). При этом все вытачки данной детали стачивают в одном направлении. После стачивания наметочную строчку удаляют, вытачку приутюживают, а затем заутюживают (рис. 2.3, в) или разутюживают (рис. 2.3, г) в зависимости от модели. При разутюживании сгиб располагают строго по линии стачивания. В зависимости от Дели стачанные вытачки могут быть настрочены на основную с лицевой стороны (рис. 2.3, д, е).

Рис. 2.2. Разметка вытачек на деталях кроя
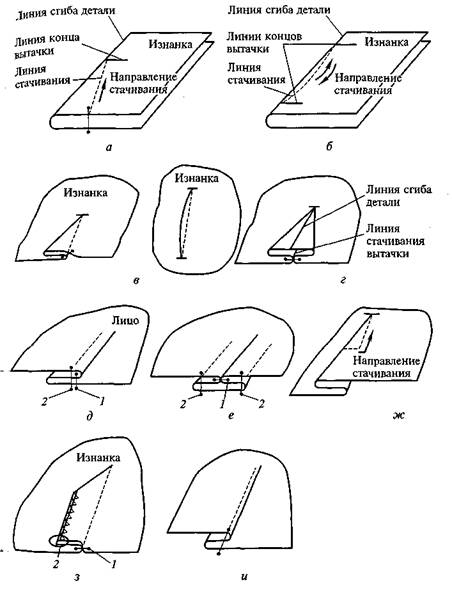
Рис. 2.3. Обработка неразрезных вытачек
В промышленных условиях для изготовления прямолинейных неразрезных вытачек, расположенных в срезах деталей, используют полуавтоматическую швейную машину.
При стачивании вытачки, переходящей в складку, строчку начинают прокладывать поперек складки от сгиба до линии разметки, а затем по линии стачивания до конца вытачки (рис. 2.3, ж).
Если вытачка имеет раствор более 50 мм, ее после стачивания целесообразно обрезать и одновременно обметать срезы на обметочной машине цепного стежка (рис. 2.3, з). Расстояние от стачивающей строчки до обметанного края вытачки 10 мм.
В соответствии с моделью вытачку можно выполнить накладным швом. В этом случае разметку делают на лицевой стороне детали, рисуя мелом стороны и конец вытачки. Деталь складывают по одной из намеченных сторон изнанкой внутрь. Сгиб совмещают со второй стороной вытачки на лицевой стороне детали. Вытачку заметывают и настрачивают (рис. 2.3, и). Строчку настрачивания прокладывают по лицевой стороне на расстоянии. 1 . 2,5 мм от сгиба.
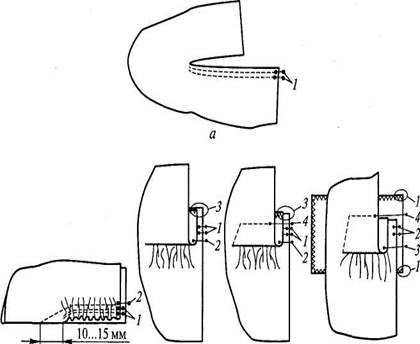
Рис. 2.4. Обработка подрезов
Подрезы, так же как и вытачки, позволяют придавать объемную форму детали изделия. В отличие от вытачки у подреза один из стачиваемых срезов длиннее другого (рис. 2.4, а). Длинный срез в зависимости от модели при собирают или закладывают мелкими складками, закрепляя их строчкой (строчка 1). После образования сборок или складок стороны подреза должны иметь равную длину. Деталь складывают лицом внутрь, совместив срезы подреза, смет, а затем стачивают со стороны при собранного среза (строчка 2). В начале строчки ширина шва 7. 10 мм, к концу строчки она постепенно уменьшается, сходя на нет. При этом строчку заканчивают на сгибе сложенной детали на 10. 15 мм дальше конца разреза. После этого наметочную строчку удаляют, припуски шва стачивания приутюживают, обметывают (строчка 3), а затем заутюживают в сторону, которая не имеет сборок.
Стороны подреза можно соединить настрочным швом с открытыми обметанными срезами. Если по модели ширина строчки настрачивания больше припуска на шов, то при стачивании сторон подреза под строчку подкладывают предварительно обметанную (рис. 2.4, б, строчка 1) полоску основного материала. Длинный срез при собирают (строчка 2). Стачивание сторон подреза выполняют одновременно с притачиванием полоски по стороне подреза, не имеющей сборок (строчка 3). Шов настрачивания прокладывают по лицевой стороне детали (строчка 4); его ширина определяется моделью.
Выполненные вытачки и подрезы должны быть симметричны относительно середины детали, иметь закрепки в концах строчки. У вершины вытачки или подреза не должно быть слабины или пролегания.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Источник



