
Обработка конических поверхностей на токарном станке
Конические поверхности наряду с цилиндрическими деталями в машиностроении получили довольно широкое распространение, например, конусы центров, хвостовиков сверл, зенкеров, разверток, переходных втулок и др.
Конические поверхности бывают внешние и внутренние.
Обработка конических поверхностей ведется на токарных станках с применением следующих основных способов: смещение корпуса задней бабки, поворот верхней части суппорта, при помощи конусной линейки, широким резцом.
Схема обточки внешней конической поверхности при смещении корпуса задней бабки приведена на рис. 126. Как видно из рисунка, заднюю бабку нужно сместить так, чтобы образующая обрабатываемого конуса расположилась параллельно направлению продольного перемещения суппорта. Величина сдвига определяется из треугольника ABC:
ВС = АБ-sin α, или h = L sin α,
где h — величина сдвига задней бабки; L — длина детали, мм.
Учитывая, что такой способ обработки конических поверхностей применяют для поверхностей с небольшой конусностью, то для большего удобства формулу можно записать так:
где L — длина конической поверхности детали, мм.
Рис. 126. Обточка конической поверхности при смещении корпуса задней бабки
Способы обработки конической поверхности
Величину сдвига корпуса задней бабки определяют по шкале, имеющейся на торце опорной плиты. Можно также измерить расстояние между вершинами центров, закрепленных в передней и задней бабках. Существуют и другие способы.
Способ обработки конической поверхности при смещении задней бабки имеет то преимущество, что тут можно применить механическую подачу и не нужны никакие дополнительные приспособления. Наряду с этим этот способ имеет недостатки: обрабатывать можно только детали с небольшой конусностью; точность обработки невелика; во время работы центровые отверстия перекашиваются и быстро теряют свою форму (поэтому рекомендуется применять центры с вершинами в форме шарика).
Способ поворота верхней части суппорта применяют для обработки коротких конических поверхностей с углом наклона α>10°. Однако этот способ имеет и свой недостаток: применяется ручная подача. Верхний суппорт выставляют под углом а при помощи шкалы поворотного суппорта.
Для обработки конических поверхностей с углом наклона, не превышающим 10—12°, современные токарные станки оснащены специальным приспособлением, называемым конусной линейкой. Сущность способа обработки конических поверхностей с применением конусной линейки заключается в том, что коническая поверхность образуется в результате одновременного использования продольной и поперечной подач: продольная подача резца обеспечивается обычно ходовым валиком, а поперечная — конусной линейкой (рис. 127).
К станине станка прикреплен уголок 2, на котором закреплена плита 3 с линейкой 5. Эта линейка может поворачиваться вокруг пальца в горизонтальной плоскости. Угол поворота линейки определяют по шкале В, нанесенной на плиту 3. Линейка крепится винтами 4 и 8, которые могут передвигаться вместе с ней в криволинейных пазах. Корпус поперечного суппорта по сравнению с обычным удлинен. В нем имеются два паза. Через паз А проходит болт 1, соединяющий поперечный суппорт с гайкой винта поперечной подачи. Если ослабить болт 1, поперечный суппорт будет свободно передвигаться в направляющих. Через паз С проходит болт 6, соединяющий поперечный суппорт с ползуном 7, охватывающим линейку. Таким образом, если ослабить болт 1 и затянуть болт 6, то при продольной подаче перемещение суппорта в поперечном направлении будет определяться углом поворота конусной линейки. Следовательно, конусная линейка — это универсальное приспособление, позволяющее в определенных пределах обрабатывать конические поверхности с любым углом наклона. При этом можно применять механическую подачу.
Для обработки конических поверхностей иногда используют широкие резцы с углом в плане, соответствующим углу конуса. Однако высота конуса при этом не должна превышать 15—20 мм, иначе возникают вибрации.
Конические отверстия чаще всего обрабатывают при помощи поворота верхней части суппорта, а также с использованием конусной линейки и разверток.
При обработке отверстия в сплошном материале сначала просверливают отверстие сверлом, диаметр которого на 2—3 мм меньше диаметра окружности срезанной части конуса. Если угол наклона конуса велик, отверстие дополнительно рассверливают или растачивают уступами. После этого отверстие растачивают на конус.
Наибольшей производительности и точности при изготовлении конических отверстий достигают, применяя конические развертки. Поскольку при этом приходится снимать значительный припуск, используют комплект разверток, состоящий из трех инструментов: для черновой, получистовой и чистовой токарной обработки. Черновая развертка (рис. 128, а) характерна тем, что режущие кромки у нее ступенчатой формы и имеют канавки для измельчения стружки. Получистовая (рис. 128, б) — обеспечивает большую чистоту обработанной поверхности и имеет более мелкие канавки. Прямолинейные режущие кромки чистовой развертки (рис. 128, в) являются сплошными. Чистовая развертка необходима для окончательной обработки отверстия.
Размеры конических поверхностей проверяют универсальными угломерами и угловыми шаблонами, а при обработке партии одинаковых деталей — калибрами.
Наша компания принимает заказы на токарную обработку, чтобы сделать заказ или получить информацию по интересующим вопросам, свяжитесь с менеджерами нашей компании по телефонам +7 967 780 43 30, +7 917 856 82 24, по электронной почте info@inmet16.ru или отправьте сообщение через форму обратной связи.
Источник
Способы обработки конических поверхностей




![]()
![]()
Обработка конических и фасонных поверхностей
Технология обработки конических поверхностей
Общие сведения о конусах
Коническая поверхность характеризуется следующими параметрами (рис. 4.31): меньшим d и большим D диаметрами и расстоянием l между плоскостями, в которых расположены окружности диаметрами D и d. Угол а называется углом наклона конуса, а угол 2α — углом конуса.

Отношение K= (D — d)/l называется конусностью и обычно обозначается со знаком деления (например, 1:20 или 1:50), а в некоторых случаях — десятичной дробью (например, 0,05 или 0,02).
Отношение Y= (D — d)/(2l) = tgα называется уклоном.
Способы обработки конических поверхностей
При обработке валов часто встречаются переходы между поверхностями, имеющие коническую форму. Если длина конуса не превышает 50 мм, то его обработку можно производить врезанием широким резцом. Угол наклона режущей кромки резца в плане должен соответствовать углу наклона конуса на обработанной детали. Резцу сообщают поперечное движение подачи.
Для уменьшения искажения образующей конической поверхности и уменьшения отклонения угла наклона конуса необходимо устанавливать режущую кромку резца по оси вращения обрабатываемой детали.
Следует учитывать, что при обработке конуса резцом с режущей кромкой длиной более 15 мм могут возникнуть вибрации, уровень которых тем выше, чем больше длина обрабатываемой детали, меньше ее диаметр, меньше угол наклона конуса, чем ближе расположен конус к середине детали, чем больше вылет резца и меньше прочность его закрепления. В результате вибраций на обрабатываемой поверхности появляются следы и ухудшается ее качество. При обработке широким резцом жестких деталей вибрации могут отсутствовать, но при этом возможно смещение резца под действием радиальной составляющей силы резания, что приводит к нарушению настройки резца на требуемый угол наклона. (Смещение резца зависит от режима обработки и направления движения подачи.)
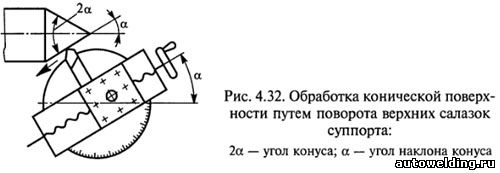
Конические поверхности с большими уклонами можно обрабатывать при повороте верхних салазок суппорта с резцедержателем (рис. 4.32) на угол α, равный углу наклона обрабатываемого конуса. Подача резца производится вручную (рукояткой перемещения верхних салазок), что является недостатком этого метода, поскольку неравномерность ручной подачи приводит к увеличению шероховатости обработанной поверхности. Указанным способом обрабатывают конические поверхности, длина которых соизмерима с длиной хода верхних салазок.
Коническую поверхность большой длины с углом α= 8. 10° можно обрабатывать при смещении задней бабки (рис. 4.33)
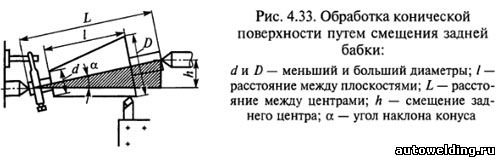
При малых углах sinα ≈ tgα
где L — расстояние между центрами; D — больший диаметр; d — меньший диаметр; l — расстояние между плоскостями.
Если L = l, то h = (D-d)/2.
Смещение задней бабки определяют по шкале, нанесенной на торце опорной плиты со стороны маховика, и риске на торце корпуса задней бабки. Цена деления на шкале обычно 1 мм. При отсутствии шкалы на опорной плите смещение задней бабки отсчитывают по линейке, приставленной к опорной плите.
Для обеспечения одинаковой конусности партии деталей, обрабатываемых этим способом, необходимо, чтобы размеры заготовок и их центровых отверстий имели незначительные отклонения. Поскольку смещение центров станка вызывает износ центровых отверстий заготовок, рекомендуется обработать конические поверхности предварительно, затем исправить центровые отверстия и после этого произвести окончательную чистовую обработку. Для уменьшения разбивки центровых отверстий и износа центров целесообразно последние выполнять со скругленными вершинами.
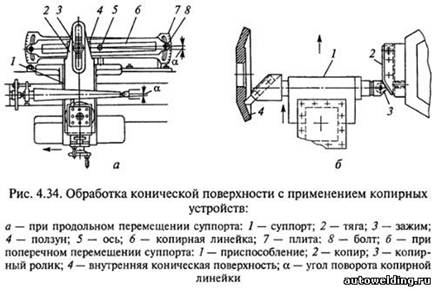
Достаточно распространенной является обработка конических поверхностей с применением копирных устройств. К станине станка крепится плита 7 (рис. 4.34, а) с копирной линейкой 6, по которой перемещается ползун 4, соединенный с суппортом 1 станка тягой 2 с помощью зажима 5. Для свободного перемещения суппорта в поперечном направлении необходимо отсоединить винт поперечного движения подачи. При продольном перемещении суппорта 1 резец получает два движения: продольное от суппорта и поперечное от копирной линейки 6. Поперечное перемещение зависит от угла поворота копирной линейки 6 относительно оси 5 поворота. Угол поворота линейки определяют по делениям на плите 7, фиксируя линейку болтами 8. Движение подачи резца на глубину резания производят рукояткой перемещения верхних салазок суппорта. Наружные конические поверхности обрабатывают проходными резцами.
Источник
Способы обработки конических поверхностей
Конические поверхности можно обрабатывать несколькими способами: широким резцом, при повернутых верхних салазках суппорта, при смещенном корпусе задней бабки, с помощью копирно-конусной линейки и с помощью специальных копировальных приспособлений.
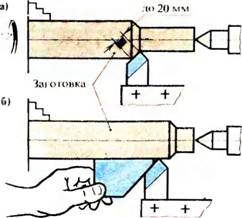
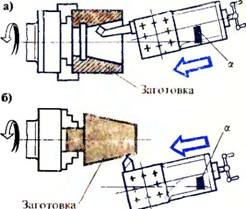
Обработка конусов широким резцом. Конические поверхности длиной 20—25 мм обрабатывают широким резцом (рис. 151,а). Для получения необходимого угла применяют установочный шаблон, который прикладывают к заготовке, а к его наклонной рабочей поверхности подводят резец. Затем шаблон убирают и резец подводят к заготовке (рис. 151,6). Обработка конусов при повернутых верхних салазках суппорта (рис. 152, а, б). Поворотная плита верхней части суппорта может поворачиваться относительно поперечных салазок суппорта в обе стороны; для этого нужно освободить гай-
151 ОБРАБОТКА КОНИЧЕСКОЙ ПОВЕРХНОСТИ КОНУСА ШИРОКИМ РЕЗЦОМ (а), УСТАНОВКА РЕЗЦА ПО ШАБЛОНУ (б)
152 ОБРАБОТКА КОНИЧЕСКИХ ПО — » ВЕРХНОСТЕЙ (КОНУСОВ) ПРИ ПОВЕРНУТЫХ ВЕРХНИХ САЛАЗКАХ СУППОРТА:
А — обтачивание наружной поверхности, б — растачивание внутренней поверхности. а — угол уклона конуса
Ки винтов крепления ПЛИТЫ. Контроль угла поворота с точностью до одного градуса осуществляется по делениям поворотной плиты.
Достоинства способа: возможность обработки конусов с любым углом уклона; простота наладки станка. Недостатки способа: невозможность обработки длинных конических поверхностей, так как длина обработки ограничена длиной хода верхнего суппорта (например, у станка 1KG2 длина хода 180 мм); обтачивание производится ручной подачей, что снижает производительность и ухудшает каче ство обработки.
При обработке при повернутой верхней части суппорта подача может механизироваться при помощи приспособления с гибким валом (рис. 153). Гибкий вал 2 получает вращение от ходового винта или от ходового валика станка через конические или спиральные зубчатые колеса [2].
153 ПРИСПОСОБЛЕНИЕ С ГИБКИМ ВАЛОМ ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ВЕРХНЕГО СУППОРТА ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ):
/ — рукоятка верхнего суппорта, 2 — гибкий вал, 3 — червячное колесо
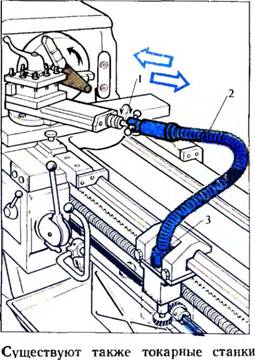
(ІК620М, 163 и др.) с механизмом передачи вращения на винт верхней части суппорта. На таком станке независимо от угла поворота верхнего суппорта. можно получить автоматическую подачу.
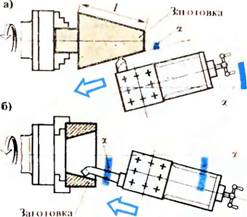
Если наружная коническая поверхность вала и внутренняя коническая поверхность втулки должны сопрягаться, то конусность сопрягаемых поверхностей должна быть одинакова. Чтобы обеспечить одинаковую конусность, обработку таких поверхностей выполняют без переналадки положения верхней части суппорта (рис. 154 а, б). При этом для обработки конусного отверстия применяют расточный резец с головкой, отогнутой вправо от стержня, а шпинделю сообщают обратное вращение.
Настройку поворотной плиты верхней части суппорта на требуемый угол поворота осуществляют с помощью индикатора по предварительно изготовленной детали-эталону. Индикатор закрепляют в резцедержатель, а наконечник индикатора устанавливают точно по центру и подводят к конической поверхности эталона вблизи меньшего сечения, при этом стрелка индикатора ставится на «нуль»; затем суппорт перемещают так, чтобы штифт индикатора касался заготовки, а стрелка все время находилась на нуле. Положение суппорта фиксируют зажимными гайками.
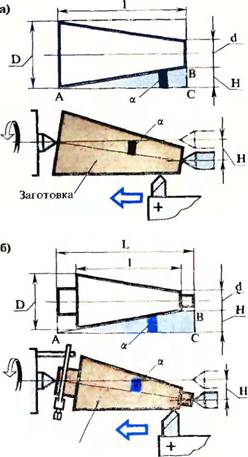
Обработка конических поверхностей путем смещения задней бабки. Длинные наружные конические поверхности обрабатывают путем смещения корпуса задней бабки. Заготовку устанавливают в центрах. Корпус задней бабки при помощи винта смещают в поперечном направлении так, что заготовка становится «на перекос». При включении
1 54 ОБРАБОТКА ВНУТРЕННЕЙ (а) и НА — ‘ РУЖНОИ (б) КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) БЕЗ ПЕРЕНАЛАДКИ ВЕРХНЕЙ ЧАСТИ СУППОРТА
Подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность.
Величину смещения Н корпуса задней бабки определяют из треугольника ЛВС (рис. 155,а):
Н = L sin а. Из тригонометрии известно, что для малых углов (до 10°) синус практически равен тангенсу угла. Например, для угла 7° синус равен 0,120, а тангенс—0,123.
Способом смещения задней бабки обрабатывают, как правило, заготовки с малыми углами уклона, поэтому можно считать, что sina = tga. Тогда
Допускается смещение задней бабки на ±15 мм.
Пример. Определить величину смещения задней бабки для обтачивания заготовки, изображенной на рис. 155,6, если L=600 мм /=500 мм D=80 мм; d=60 мм.
Я= 600-———===600 ■ _______ =12мм.
Величину смещения корпуса задней бабки относительно плиты контролируют по делениям на торце плиты или при помощи лимба поперечной подачи. Для этого р резцедержателе закрепляют планку, которая подводится к пиноли задней бабки, при этом фиксируется положение лимба. Затем поперечные салазки отводят назад на расчетную величину по лимбу, а затем заднюю бабку смещают до соприкосновения с планкой.
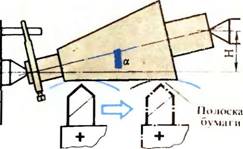
Наладку станка на обтачивание конусов способом смещения задней бабки можно выполнять по эталонной детали. Для этого эталонную деталь закрепляют в центрах и смещают заднюю бабку, контролируя индикатором параллельность образующей поверхности эталонной детали к направлению подачи. Для этой же цели можно ис-
1 55 ОБРАБОТКА НАРУЖНЫХ КОНИЧЕС — КИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) СПОСОБОМ СМЕЩЕНИЯ ЗАДНЕЙ БАБКИ:
А — сплошной конической поверхности, б — конической поверхности при смежных цилиндрических поверхностях; Н — величина смещения задней бабки
Пользовать резец и полоску бумаги: резец соприкасают с конической поверхностью по меньшему, а затем по большему диаметру так, чтобы между резцом и этой поверхностью протягивалась полоска бумаги с некоторым сопротивлением (рис. 156).
15a схема наладки токарного станка для обработки конической поверхности (конуса)
Способом смещения задней бабки
1 57 ПОЛОЖЕНИЕ ЗАГОТОВКИ НА СМЕЩЕННЫХ ЦЕНТРАХ:
Источник



