
Pereosnastka.ru
Обработка дерева и металла
Перед разметкой необходимо выполнить следующее:
– очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и др.;
– тщательно осмотреть заготовку, при обна-оужении раковин, пузырей, трещин и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в пооцессе дальнейшей обработки (если это возможно). Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
– изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников; – определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. За базы также удобно принимать приливы, бобышки, платики; – подготовить поверхности к окрашиванию.

Окрашивание поверхностей. Для окраски используют различные составы.
Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время) в раствор добавляют немного льняного масла и сиккатива, ускоряющего высыхание краски. Такой краской покрывают черные необработанные заготовки. Окрашивание производят малярными кистями, однако этот способ малопроизводителен. Поэтому, когда это возможйо, особенно при крупных деталях или большой партии их, окрашивание выполняют с помощью распылителей (пульверизаторов), которые кроме ускорения работы обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На один стакан воды берут три полные чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью или кусковым медным купоросом натирают смоченную водой поверхность, подлежащую разметке. Разметку делают после того, как купорос высохнет.
На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
При нанесении краски (рис. 1) заготовку держат в левой руке в наклонном положении. Тонкий и равномерный слой краски наносят на поверхность перекрестными вертикальными и горизонтальными движениями кисти. Раствор во избежание потеков набирают только концом кисти в небольшом количестве.
Источник
Способы обработки поверхностей перед разметкой




§ 14. Подготовка к разметке
Перед разметкой необходимо выполнить следующее:
очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и ДР-;
тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно). Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников;
определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. За базы также удобно принимать приливы, бобышки, платики;
подготовить поверхности к окрашиванию.
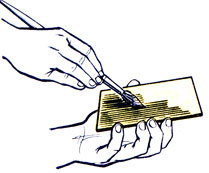
Рис. 44. Нанесение краски на заготовку
Окрашивание поверхностей. Для окраски используют различные составы.
Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время), в раствор добавляют немного льняного масла и сиккатива, ускоряющего высыхание краски. Такой краской покрывают черные необработанные заготовки. Окрашивание производят малярными кистями, однако этот способ мало производителен. Поэтому, когда это возможно, особенно при крупных деталях или большой партии их, окрашивание выполняют при помощи распылителей (пульверизаторов), которые кроме ускорения работы обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На один стакан воды берут три полные чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью или кусковым медным купоросом натирают смоченную водой поверхность, подлежащую разметке. Разметку делают после того, как купорос высохнет.
На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
При нанесении краски (рис. 44) заготовку держат в левой руке в наклонном положении. Тонкий и равномерный слой краски наносят на поверхность перекрестными вертикальными и горизонтальными движениями кисти. Раствор во избежание потеков набирают только концом кисти в небольшом количестве.
Источник
Слесарные работы. Разметка.

Разметкой называется операция нанесения на обрабатываемую деталь или заготовку рисок (контурных линий), определяющих границы, до которых разрешается снимать излишние слои металла. Разность между размерами заготовки до и после обработки есть припуск на обработку. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными.
Точность разметки колеблется от 0,2 до 0,5 мм. Степень точности разметки значительно влияет на точность дальнейшей обработки заготовки. Ошибки, допущенные при разметке, могут привести к тому, что окончательно обработанная деталь окажется браком. Но бывают и обратные случаи, когда заготовки, неточно отлитые и поэтому забракованные, можно исправить путем тщательной разметки, перераспределив припуски для каждой поверхности. Разметка делится на плоскостную и пространственную.
Плоскостная разметка выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок.
Пространственная разметка — это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу.
Разметка выполняется с помощью различных инструментов и приспособлений, к которым относятся чертилка, циркуль, рейсмус, штангенрейсмус, масштабный высотомер, угольники, угольники-центроискатели, корнеры, колокол, молоток, разметочная плита.
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону. Риску проводят только один раз, она тогда получается чистой и правильной. Изготовляется из углеродистой инструментальной стали У10-У12. Концы ее на длине около 20мм закаливаются.
Циркуль служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь, деления линий на равные части, построения углов, разметки окружностей и кривых, для измерения расстояний между двумя точками с последующим определением размера по масштабной линейке. Существуют разметочные циркули простые (рис. 2а) и пружинные (рис. 2б). Простой циркуль состоит из двух соединенных шарнирно ножек 1, цельных или со вставными иглами. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга 3 с прорезью, а на другой — стопорный винт 2.
У пружинного циркуля ножки соединены пружинным кольцом. Разведение и сближение ножек производят вращением в ту или иную сторону разъемной гайки 4 по установочному винту 5. Ножки циркуля изготовляют из стали марок 45 и 50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Рейсмус служит для проведения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмус (рис. 3) состоит из чугунного основания 1, стойки 2 и чертилки 3. Чертилку можно закреплять на любом месте стойки, повертывать вокруг оси и наклонять под любым углом.
Угольники-центроискатели применяются для нанесения рисок, проходящих через центр, на торцы круглых изделий. Угольник-центроискатель (рис. 4) состоит из двух планок, соединенных под углом, через середину угла проходит рабочее ребро линейки. Соединительная планка служит для жесткости прибора.
При разметке центров, размечаемую деталь ставят на торец. На верхний торец накладывают угольник так, чтобы планки, соединенные под углом, касались детали. По линейке чертилкой проводят риску. Затем поворачивают деталь или угольник примерно на 90 0 и проводят вторую риску. Пересечение рисок определяет центр торца детали.
Кернер (рис. 5) служит для нанесения небольших углублений на рисках. Этот инструмент представляет собой круглый с накаткой в средней части стержень, на одном конце которого имеется коническое острие с углом при вершине 45-60 0 ; другой конец кернера оттянут на конус; по этому концу при кернении наносят удары молотком.
Кернеры изготовляют из углеродистой инструментальной стали У7А. Их рабочую часть (острие) закаливают на длине около 20 мм, а ударную часть на длине около 15 мм.
Разметочная плита (рис. 6) — основное приспособление для разметки. Она представляет собой чугунную плиту с точно обработанными верхней поверхностью и боковыми сторонами.
На плоскости плиты устанавливают размечаемое изделие и производят разметку. При разметке употребляют различные приспособления в виде подкладок, призм, кубиков.
Основные этапы разметки.
Перед разметкой заготовку осматривают, проверяя, нет ли у нее пороков — раковин, пузырей, трещин, перекосов, правильны ли ее размеры, достаточны ли припуски. После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли и удаляют с нее неровности (бугорки, заусенцы), затем приступают к окрашиванию поверхности, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необработанные окрашивают мелом, свежесохнущими красками или лаками. Чисто обработанные поверхности — медным купоросом.
Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например, центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя или боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления. Так как риски во время работы легко затереть руками, по линиям рисок набивают кернером небольшие углубления — керны. На обработанных поверхностях точных изделий разметочные линии не кернятся.
Разметка по шаблонам и по изделию шаблоном (рис. 7) называется простейшее приспособление, по которому изготовляют или проверяют однородные детали или изделия при серийном и массовом производстве. Разметочные шаблоны делают из листовой стали толщиной от 1,5 до 3 мм. Разметка по шаблону значительно упрощает и ускоряет работу.
 Рис. 7. Шаблоны.
Рис. 7. Шаблоны.
1 — для разметки контура плоской детали, 2 — для разметки шпоночного паза, 3 — для разметки отверстий.
Разметка линий от кромки детали. Наглядно этот способ показан на рис. 8
Брак при разметке и меры его предупреждения.
Брак может возникать как по причинам, не зависящим от разметчика, так и по его вине. Причины, не зависящие от разметчика — это работа по неверным чертежам, разметка на неправильной разметочной плите и неточных приспособлениях, пользование неточным или изношенным контрольно-измерительным инструментом.
Ошибка в размерах. Такая ошибка является результатом невнимательного чтения чертежа разметчиком, не разобравшемся в проставленных на чертеже размерах.
Неточность установки размеров по масштабной линейке. Здесь виной может быть либо небрежность разметчика, либо отсутствие у него достаточных навыков в пользовании разметочными и измерительными инструментами.
Неверное откладывание размеров, т.е. использование в качестве баз не тех поверхностей, от которых следовало вести разметку.
Небрежная установка детали на разметочной плите, т.е. неточная выверка ее при новых установках. Все эти ошибки разметки объясняются невнимательностью разметчика. После окончания разметки необходимо тщательно проверять правильность выполненной работы.
Источник



