
Способы обработки наружных шлицев
Рис. 7.4 Фрезерование шлицев
Наиболее распространенный способ т.к. относительно дешевый и универсальный. Существует несколько способов фрезерования:
1. фрезерование впадин и боковых поверхностей одновременно фасонной дисковой (рис. 7.4, а) и фасонной концевой (рис. 7.4, б) фрезами. Форма профиля фрезы соответствует профилю шлицевого соединения. Каждая следующая впадина обрабатывается после поворота заготовки при помощи делительного устройства. Недостатки:
— накапливание погрешности по шагу при каждом повороте при значительном количестве впадин (зубьев);
— требует фасонного дорогого инструмента.
2. раздельное фрезерование впадины дисковой и концевой фрезой и фрезерование боковых поверхностей парными фрезами (рис. 7.4, в). Недостатки:
— высокая трудоемкость, погрешность по шагу.
3. Фрезерование парными модульными фрезами (рис. 7.4, д) двух впадин и боковых поверхностей одновременно.
— погрешность по шагу, дорогой инструмент.
4. Фрезерование с использование специальной червячной фрезы (рис. 7.4, е) методом обкатки вокруг заготовки. Фреза вращаясь вокруг своей оси перемещается вдоль вала, который медленно проворачивается.
— обеспечивает высокую точность изготовления.
— специальные шлице фрезерные станки.
Последний способ фрезерования используется при массовом производстве. Шероховатость √3,2; √1,6. Точность 9-10 квалитет.
Производится специальными строгальными головками, в которых количество резцов соответствует количеству канавок, а профиль резцов соответствует профилю шлицев.
Рис. 7.5 Строгание шлицев
1 – изделие; 2 — резцы; 3 – конический сегмент; 4 – обойма с конической поверхностью; 5 — корпус;
Зубья головки после каждого прохода получают радиальное перемещение к центру на глубину резания (рис. 7.5).
— высокая точность шлицев по шагу;
— относительно высокая производительность, т.к. все зубья нарезаются одновременно.
— требуются специальные шлице строгальные головки и станки.
Шероховатость √1,6-√0,8. Точность 7-9 квалитет.
Протягивание шлицев (рис. 7.6).
Рис. 7.6 Протягивание шлицев
Протягивание двух противоположных впадин осуществляют одновременно при помощи шлицевых протяжек. Протягивание канавок полного профиля осуществляют за один рабочий ход, после чего требуется поворот заготовки на определенный угол.
— незначительная погрешность по шагу.
— требуются специальные станки;
— дорогой инструмент — протяжки.
Шероховатость √0,63-√1,6. Точность 7-8 квалитет.
Этот способ осуществляется в холодную на валиках Æ30-35 мм. Инструмент: шлиценакатные головки (схема аналогична рис. 7.5, где вместо резцов устанавливаются закаленные ролики Ст У10А – У12А, или из легированной стали). Ролики получают радиальное перемещение после каждого двойного хода.
— производительный способ, т.к. обрабатывает все канавки одновременно;
— требуется обработка по наружному диаметру для снятия наплывов выдавленного из впадин металла.
Накатку можно производить и при помощи плоских шлиценакатных валиков. Шероховатость √0,8-√0,4. Точность 7-9 квалитет.
Шлифованию подвергаются подвижные шлицевые соединения с целью получения невысокой шероховатости √0,4-√0,2. Точность 7-8 квалитет.
Рис. 7.7 Шлифование шлицев
Шлифование аналогично фрезерованию выполняется:
— фасонным профилированным кругом (рис. 7.7, а), шлифуются одновременно впадины и боковые поверхности;
— парным кругом (рис. 7.7, б), раздельное шлифование впадины и боковых поверхностей.
Дата добавления: 2017-03-12 ; просмотров: 3173 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Обработка шлицевых поверхностей
Серийная обработка шлицевых поверхностей осуществляется главным образом в ходе создания станковых, автомобильных, тракторных конструкций, которые содержат соединенные зубчатыми впадинами втулочные стержни и валы.

Шлицевая поверхность характерна для металлических сопряжений подвижного и неподвижного типа.
По назначению и условиям применения шлицы должны быть:
- шероховатыми;
- точными;
- иметь установленные физические и химические свойства.
Шлицевые детали обеспечивают бесперебойную передачу вращающегося момента в моторах транспорта и промышленного оборудования. Создание сопряжения вала и втулок достигается путем центрирования.
Центрирование сопряженных деталей шлицевой конструкции может осуществляться
по внешнему (рис. 2, а) и по внутреннему (рис.2, б) поперечному сечению валового выступа, а также по бокам шлица (в).

Разновидности отделки шлицевых поверхностей
Обработка шлицевых поверхностей снаружи и внутри осуществляется на фрезерных, шлифовальных, обкаточных станках.
На этом оборудовании происходят следующие операции:
- деление;
- обкатка;
- фрезеровка;
- шлифовка;
- накатывание;
- протягивание;
- строгание.
Процесс деления шлицев совершают с помощью набора фасонных фрез. Данный способ используется также при шлифовке наружного шлицевого соединения. Деление осуществляют на шлицефрезерном станке, оборудованном устройствами точного разделения, что за каждым двойным ходом оборачивают детали с целью отделки последующего шлица.
Обработка шлицевых поверхностей обкаткой совершается путем нарезания однозаходным червячным инструментом на шлицефрезерном станке.
При этом профильный характер фрезы с отделываемой деталью формирует шлицы нужной формы и габаритов (рис. 3). В этот способ получают шлицевые соединения прямоугольного эвольвентного и треугольного типа. В отличие от деления метод обкатки в большей степени быстрый и производительный.

Фрезерование применяется для отделки поверхности внутри и снаружи шлицевого сопряжения в крупносерийных и мелких производствах. Методики отличаются высокой продуктивностью, экономичностью.
Зубчатые поверхности закаленного вала, которые были центрированы по внешней линии, подвергаются обработке фрезой с оставлением припуска на шлифовку боков.
Шлицы у незакаленных валов подвергают только чистовому окончательному шлифованию и фрезерованию внешней поверхности.
Зубчатые боковые линии валов, центрируемых по внутренней линии, наносятся в последовательности:
- Фрезеровка с припусками под шлифовку.
- Формирование канавок для выезда диска при шлифовке центрируемой поверхности внутреннего сечения.
- Чистовая шлифовка боков и внутренней поверхности после термического обрабатывания.
Фрезой невозможно нанести ряды зубцов на вал, который деформировался после воздействия высокой температуры рабочей среды, поэтому производят шлифование шлицев.

Внутренние поверхности шлицевых сопряжений в большинстве случаев обрабатываются с помощью комбинированных протяжек. Ими можно шлифовать детали невысокой твердости перед термическим воздействием.
Больше о технологиях обработки шлицевых поверхностей металла можно узнать на ежегодной выставке «Металлообработка».
Источник
Шлицевые соединения и методы их обработки
Шлицевые соединения образуются выступами на валу и соответствующими впадинами в ступице и служат для передачи крутящего момента. По форме профиля шлицевые соединения разделяются на прямоугольные (рисунок 1, а), эвольвентные (рисунок 1, б) и треугольные (рисунок 1, в).
Применяются три способа центрирования прямоугольных шлицевых соединений:
а) центрирование по наружному диаметру; оно используется в том случае, когда твердость отверстия невысокая и его можно обработать протяжкой, а вал не подвергается значительным деформациям при термической обработке;
б центрирование по внутреннему диаметру; производится при высокой твердости отверстия и значительных деформациях вала, для устранения которых требуется шлифование;
в) центрирование по ширине шлица; применяется при высокой твердости отверстия и необходимости минимальных зазоров по боковым поверхностям.
Центрирования эвольвентных и треугольных шлицевых соединений производится только по профилю шлицев с гарантированными зазорами по диаметрам впадин и выступов.
Обработка шлицев на наружных поверхностях производится методом деления или методом обкатки.
Методом деления шлицы фрезеруются на горизонтально-фрезерных станках набором фрез или фасонными фрезами. Этот метод применяется также при шлифовании шлицев на шлицешлифовальном станке (рисунок 2).
Шлицефрезерные станки, работающие по методу деления, снабжены точными делительными устройствами, которые после каждого двойного хода поворачивают деталь для обработки следующего шлица.
Методом обкатки шлицы нарезают на шлицефрезерных или зубофрезерных станках однозаходной червячной фрезой, профиль которой при обкатке с обрабатываемой деталью образует шлицы требуемой формы и размеров (рисунок 3). Методом обкатки обрабатывают прямоугольные, треугольные и эвольвентные шлицы. По сравнению с методом деления этот метод является более производительным.
Короткие шлицы на концах валов у выступов, не позволяющих использовать фрезу, обрабатывают на зубодолбежных станках специальными долбяками.
Для повышения производительности обработки шлицев на наружных поверхностях применяют шлицестрогальные, протяжные станки, а также производят накатку.
Шлифование шлицев применяют для обработки валов, которые после термической обработки имеют деформацию и высокую твердость, не позволяющую обработать шлицы фрезой.
Наиболее распространенным методом обработки шлицев на внутренних поверхностях является протягивание шлицевых отверстий комбинированными шлицевыми протяжками или набором протяжек. Комбинированной протяжкой обрабатывают внутреннюю поверхность шлицевого отверстия и шлицы. Протяжками можно обрабатывать только детали невысокой твердости, поэтому протягивание шлицев производят до термической обработки. После термической обработки производят калибрование шлицев прошивками (при твердости HRC не более 35).
У шлицевых отверстий при центрировании деталей по внутреннему диаметру вала после термической обработки шлифуют внутреннюю поверхность шлицевого отверстия.
Источник
Обработка шлицевых поверхностей




![]()
![]()
По конструкции шлицы бывают прямобочными, эвольвентными и других профилей. Шлицевые соединения с прямобочными шлицами выполняют с центрированием по внутреннему dили наружному Dдиаметрам и ширине шлицев В (рисунок , а). При эвольвентных шлицах центрирование осуществляют по боковому профилю шлица.
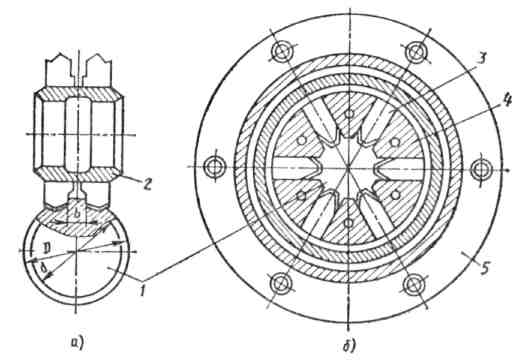
Рисунок 1 – Схема нарезания шлицев на валах фасонными фрезами (а) и резцовая головка шлицестрогального станка (б):
5 – корпус головки.
Качество шлицевого вала определяется: точностью диаметральных размеров ступеней, их соосностью, точностью ширины и шага шлицев, твердостью и шероховатостью центрирующих и других поверхностей. На эти элементы устанавливают нормы точности.
Шлицы на валах нарезают фрезерованием, строганием, протягиванием и холодным накатыванием. Обработка шлицев зависит от способа центрирования шлицевого соединения, вида термообработки и серийности производства.
В серийном производстве шлицы обычно нарезают на шлицефрезерных или зубофрезерных станках червячными фрезами методом обкатки. Таким способом нарезают шлицы за один-два рабочих хода в зависимости от требуемой точности. В качестве технологических баз используют центровые отверстия вала. У закаливаемых валов шлицы фрезеруют после предварительного наружного шлифования, у незакаливаемых – после чистового шлифования наружных поверхностей вала.
Нарезание прямобочных шлицев на валах в крупносерийном производстве осуществляется фрезерованием фасонными дисковыми фрезами с последующим шлифованием поверхностей шлицев. Обработку выполняют на механизированных горизонтально-фрезерных станках. Заготовка закрепляется в центрах делительной головки, установленной на столе станка. Такой метод нарезания шлицев в 3 – 4 раза производительнее, чем обработка на шлицефрезерных и зубофрезерных станках.
Прогрессивным способом получения шлицев является также контурное шлицедолбление методом копирования набором фасонных резцов 3, собранных в корпусе 5 головки. Их число и профиль соответствуют числу шлицев и профилю впадины между шлицами вала. За каждый двойной ход резцы 3 сходятся к центру заготовки вала на глубину установленной подачи (рисунок, б). Этим методом можно обрабатывать сквозные и несквозные шлицы. В последнем случае необходимо в конструкциях вала предусмотреть канавку размером 6 – 8 мм для выхода стружки. При этом шероховатость обработанной поверхности Ra= 2,5 . 1,25 мкм.
Шлицепротягивание производят двумя блочными протяжками одновременно двух диаметрально противоположных впадин на валу с последующим поворотом вала на угол
где z– число шлицев.
Блок протяжки состоит из набора резцов, имеющих независимое радиальное перемещение. Этот метод позволяет обрабатывать сквозные и несквозные шлицы.
По производительности шлицедолбление и шлицепротягивание в 5 – 8 раз (в зависимости от размеров шлицев) превосходят шлицефрезерование.
Перспективен метод холодного накатывания шлицев, при котором их профиль образуется пластическим деформированием роликами, рейками и многороликовыми профильными головками без снятия стружки. Уплотнение слоя металла при накатывании повышает прочность шлицевых валов. Иногда холодное накатывание позволяет отказаться от термической обработки валов и дальнейшей механической обработки шлицев. Холодной накаткой в основном делают эвольвентные шлицы.
Шлицы эвольвентного профиля с модулем до 2,5 ммполучают холодным накатыванием двумя или тремя роликами. Их устанавливают по делительной окружности предварительно обработанной заготовки с учетом упругих деформаций технологической системы. Накатные ролики изготовляют из высоколегированных сталей марок X 122ФН и Х6ФН. Одним и тем же роликом определенного модуля можно обработать валы с различным числом шлицев. Накатыванию подвергают заготовки с НВ не более 220. Получаемая точность по шагу 0,01 . 0,03 мм, накопленная погрешность по шагу 0,05 . 0,1 мм, Ra= 0,63. 0,32 мм. В зависимости от длины шлицев производительность при накатывании в 10 раз выше, чем при шлицефрезеровании.
Большинство термообработанных шлицевых поверхностей, центрируемых по поверхности внутреннего диаметра, после нарезания шлицев подвергают дальнейшему шлицешлифованию.

Поверхности, образующие профиль шлицев на валах, центрируемых по поверхности внутреннего диаметра, шлифуют профильным фасонным кругом за один установ.
За два установа шлифуют боковые поверхности шлицев двумя цилиндрическими кругами, а затем шлифуют поверхность внутреннего центрирующего диаметра профильным кругом.
По точности и производительности наилучшие результаты дает шлифование шлицев одним профильным кругом. Шлицевые валы с центрированием по наружному диаметру шлифуют на круглошлифовальных станках, а затем фрезеруют шлицы, что позволяет обходиться одним комплексным калибром – втулкой.
Источник



