
- Черчение
- Нарезание резьбы
- Способы нарезки резьбы
- Основные способы нарезки
- Чем нарезать резьбу
- Как правильно определить диаметр отверстия
- Как нарезать резьбу
- Подготовка к нарезке резьбы
- Порядок выполнения работ
- ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ Виды резьб и резьбовой инструмент.
- Виды резьб и резьбовой инструмент
- Нарезание резьбы резцами и гребенками
- Нарезание многозаходных резьб
- Фрезерование резьбы
- Нарезание внутренней резьбы метчиками
- Шлифование резьбы
- Накатывание резьбы
- Виды резьб и резьбовой инструмент
- Накатывание внутренней резьбы
- Применение различных методов нарезания резьбы
Черчение
Нарезание резьбы
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
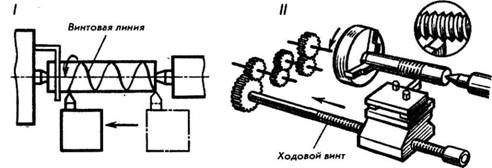
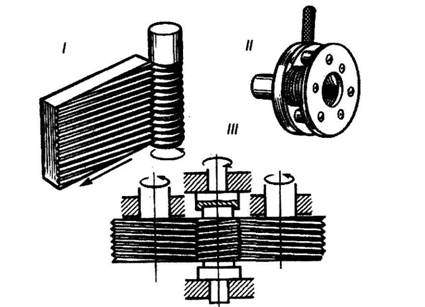
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
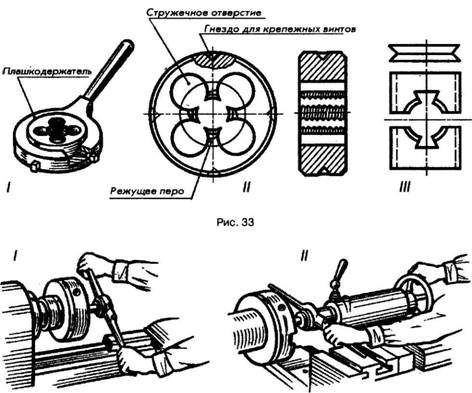
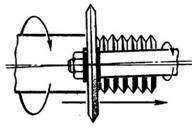
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
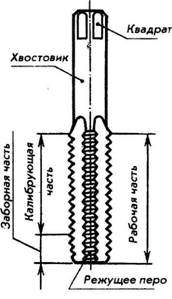
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
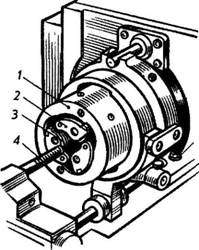
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.

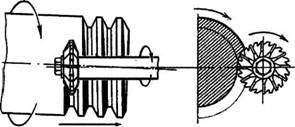
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Источник
Способы нарезки резьбы
Нарезка резьбы требуется для изготовления из заготовок крепёжных элементов или креплений различных конструкций. Для этого нужно минимальное количество инструментов, технология проста в реализации, наличие опыта не обязательно. Точное соблюдение базовых правил нарезки позволят формировать резьбу высокого качества.
 Станок для нарезки резьбы
Станок для нарезки резьбы
Основные способы нарезки
Способы резьбовой нарезки:
- резцами или гребёнками;
- плашками, метчиками;
- накатыванием плашками круглой или плоской формы;
- на фрезерном станке с использованием специальных фрез;
- шлифовкой специальными кругами.
Для нарезания наружной резьбы используются резцы, плашки, фрезы, круги, а внутренних – метчиками.
Чтобы получить деталь с точной внутренней или наружной резьбой, необходимо при нарезке держателем инструмента делать один оборот вокруг оси на 180 0 , а второй – в обратном направлении на 90 0 . Это правило позволит избавиться от набившейся в плашку длинной стружки и снизить величину прикладываемого вращательного усилия.
Чем нарезать резьбу
Чтобы нарезать резьбу, потребуются следующие инструменты:
- метчик, набор резьбонарезных резцов, плашек;
- сверлильный станок с регулировкой оборотов;
- электродрель с наличием режима работы на низких оборотах;
- набор свёрл для создания отверстий в деталях;
- тиски для фиксации заготовки;
Машинно-ручные метчики предназначены для ручного применения или закрепления в патроне дрели. Для машинного использования конструкции отличаются удлинённым хвостовиком. Установить на него держатель метчиков для ручной резьбовой нарезки не получится.
- молоток;
- керн для создания меток под сверление отверстий;
- смазка, не допускающая, чтобы инструмент или заготовка перегревались в процессе обработки;
- ветошь для удаления масла после выполнения работ.
 Плашки и метчики для нарезки
Плашки и метчики для нарезки
Как правильно определить диаметр отверстия
Перед выполнением нарезки внутренней резьбы требуется заранее проделать в заготовке отверстие. Его размеры необходимо подбирать строго, так как превышение оптимального значения не позволит создать прочное соединение болтом, а снижение – повысит вероятность повреждения инструмента при работе.
Для определения диаметра отверстия под стандартную резьбу понадобится использование справочников. Для создания нестандартных резьб необходимо провести простые вычисления: из диаметра вычесть размер шага.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
 Инструмент для нарезки резьбы
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140 0 .
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Источник
ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ Виды резьб и резьбовой инструмент.
ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
Виды резьб и резьбовой инструмент
В машиностроительном производстве применяют цилиндрические резьбы — крепежные и ходовые, а также конические резьбы.
Основной крепежной резьбой является метрическая резьба треугольного профиля с углом профиля 60°. Дюймовая резьба с углом профиля 55° также является крепежной, но в СНГ она применяется только при изготовлении запчастей и ремонте старого или зарубежного оборудования. Применение дюймовой резьбы при проектировании новых изделий не разрешается.
Ходовые резьбы изготовляют с прямоугольным и трапецеидальным профилем; последние бывают однозаходные и многозаходные. Резьба может быть наружная (на наружной поверхности детали) и внутренняя (на внутренней поверхности детали).
Наружную резьбу можно изготовлять различными инструментами: резцами, гребенками, плашками, самораскрывающимися резьбонарезными головками, дисковыми и групповыми фрезами, шлифовальными кругами, накатным инструментом. Для изготовления внутренней резьбы применяют: резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики.
Тот или иной метод нарезания резьбы применяется в зависимости проофиля резьбы, характера и вида материала изделия, объема
производственной программы и требуемой точности.
При нарезании резьбы помимо основногокритерия — точности среднего диаметра резьбы необходимо выдерживать в определенном соотношении угол профиля и шаг, что значительно усложняет процесс ее нарезания ; кроме того, поверхность должна быть чистой и гладкой.
Нарезание резьбы резцами и гребенками
Треуольную резьбу часто нарезают на токарно-винторезных станках, резьбовыми резцами, т. е. резцами обычного типа, заточенными под требуемым углом (60° для метрической резьбы и 55° — дюймовой). Получение профиля резьбы обеспечивается соответствующим профилем резьбового резца, который должен быть заточен очень точно, и правильной установкой резца относительно детали: жен быть расположен строго перпендикулярно оси станка, противном случае резьба получится косой; кроме того. Кроме того передняя поверхность резца должна быть расположена на высоте центров станка. При другом ее положении резьба будет нарезана с неправильным углом.
Высокие требования, предъявляемые к заточке резцов и сохранению правильного профиля, привели к внедрению в производство фасонных резьбовых резцов — призматических (рис. 1, а) и круглых (дисковых) (рис. 1, б). У этих резцов размеры элементов профиля резьбы выдерживаются более точно, чем у обычных, так как такие резьбовые резцы затачиваются по передней поверхности, а отшлифованные при изготовлении задние (боковые) поверхности сохраняют профиль неизменным.

Рис. 1. Резцы для нарезания резьбы:
а — призматический; б — круглый; в — пружинная державка; г — трехрезцовая головка; д — трехрезцовая пластина
Для улучшения качества поверхности резьбы часто применяют и пружинные державки (рис. 1, в). Некоторые заводы применяют многорезцовые резьбовые головки. Трехрезцовая головка, представленная на рис. 1, г, состоит из корпуса 3, к которому болтом 4 прикрепляется трехрезцовая пластина 1 (отдельно показана на рис. 1, д). По мере затупления одного из резцов пластина перезакрепляется так, чтобы в работе был новый, незатупившийся резец. Для этой цели в корпусе имеется штифт 2 (рис. 1, г), по которому пластина фиксируется своими тремя точно расположенными цилиндрическими отверстиями. Применение многорезцовых головок наиболее целесообразно в условиях серийного производства. При нарезании резьбы одним резцом режущая кромка его вследствие быстрого притупления теряет форму, поэтому рекомендуете черновые ходы производить одним резцом с менее точным профилем. а чистовые ходы — чистовым резцом. Применяют также нарезание резьбы за один проход, используя одновременно три резца, оснащенных твердым сплавом и в совокупности (рис. 2) напоминающих гребенку; черновой резец 1 имеет угол профиля 70°, получистовой резец 2 — 65° и чистовой резец 3 — 59°.
Нарезание резьбы резцом производится за много ходов в зависимости от требуемой точности, диаметра резьбы и твердости материала детали.
Необходимо заметить, что применение высоких скоростей резания при нарезании наружной и внутренней резьб в упор, в тех случаях когда на станке нет специальных автоматических упоров, ограничивающих ход суппорта, часто приводит к браку.

Рис. 2. Три резца для одновременного нарезания резьбы за один проход
Значительно облегчается работа, когда для быстрого отвода резца используются специальные устройства, особенно автоматические. На рис. 3 показано такое устройство конструкции известного токаря – новатора В. К. Семинского.

Рис. 3. Автоматическое устройство для нарезания резьбы.
Устройство состоит из корпуса 4, в котором по скользящей посадке смонтирована пиноль, 3 с закрепленным в ней резцом 2. Связанный с пинолью сухарь 5 под воздействием пружины 9 (помещенной в стакане8) постоянно прижат к специальному валику 7. Перед нарезанием резьбы пиноль 3 выдвинута вперед. Сухарь 5 упирается при этом в наружную цилиндрическую поверхность валика 7, занимающего крайнее левое положение.
На направляющих станины укрепляется упор 1 так, чтобы при входе резьбового резца в канавку регулируемый подвижной упор 12 .вошел в контакт с упором 1. При этом валик 7 начинает двигаться слева направо, сжимая пружину 6. В момент, когда сухарь 5 окажется в выемки на валике 7, он под воздействием пружины 9 вместе с пинолью делает скачок назад, и резьбовой резец 2 выходит из резьбы.
После хода суппорт возвращают в исходное положение, устанавливают резец на глубину и поворотом рукоятки 11 эксцентрика 10 снова выдвигают пиноль вперед, а в это время валик 7 под воздействием пржины 6 проходит в крайнее левое положение и запирает механизм. В конце прохода механизм снова срабатывает и т. д.
В крупносерийном и массовом производстве, а также и в специали-зированном серийном производстве резьбу часто нарезают на станках, работающих по автоматическому циклу.
В полуавтоматах для скоростного нарезания резьб подача на глубин, рабочий и ускоренный ход, отвод резца и подача его в исходное положение осуществляются системой кулачковых, храповых и рычажных механизмов.
Нарезание прямоугольной и трапецеидальной резьб является более сложной работой в сравнении с нарезанием треугольных резьб. Резьбы прямоугольного и трапецеидального профиля изготовляют как однозаходными, так и многозаходными. При нарезании таких резьб для установки резцов по углу подъема винтовой линии токари-новаторы применяют специальные державки. На рис. 4 показана одна из таких державок, состоящая из поворотной части 2 и корпуса 5. В поворотной части имеется гнездо для резца /.закрепляемого винтом 3. На поворотной части державки имеется буртик 4, на котором нанесена шкала с градусными делениями. С помощью этой шкалы можно отсчитывать поворот согласно углу подъема винтовой линии резьбы, не производя специальной заточки резца. При.повертывании болта 7 поворотная часть 2 державки закрепляется винтом 6.

. Для повышения производительности труда при нарезании трапецеидальных резьб с крупным шагом применяют державку с двумя резцами(рис. 5) — прорезным 1 и профильным 2, установленными один от другого на расстоянии, равном шагу нарезаемой резьбы.

На рис. 6, а показано последовательное нарезание трапецеидальной резьбы тремя резцами.

На рис. 6, б, в показаны приемы нарезания прямоугольной резьбы двумя и тремя резцами.
Применение для нарезания резьбы гребенок сокращает время нарезания и, таким образом, увеличивает производительность. При нарезании резьбы гребенкой работа резания распределяется между несколькими зубьями; для этой цели концы зубьев стачиваются от одного края гребенки к другому, так что глубина резания постепенно увеличивается. Особенно целесообразно и экономично применять гребенки при изготовлении больших партий одинаковых деталей. Гребенки нельзя применять при нарезании деталей, у которых резьба доходит до выступа или буртика, так как часть резьбы, находящаяся ближе к буртику, не получит полного профиля. Для точных резьб гребенки не применяются, так как они не могут дать высокой точности; их можно использовать только для предварительного нарезания.
Гребенки бывают плоские, тангенциальные и дисковые с кольцевыми и винтовыми канавками. Плоские гребенки применяются для нарезания треугольной резьбы с малым углом подъема. Тангенциальные — для нарезания треугольной резьбы с большим углом подъема; они снабжены резьбой, обратной по отношению к резьбе обрабатываемой детали; если эта деталь должна иметь левую резьбу, то резьба гребенки — правая, и наоборот.
Круглые (дисковые) гребенки, так же как и круглые (дисковые) резцы, имеют то преимущество, что они затачиваются только по передней поверхности, допускают большое число переточек и, значит, имеют большой срок службы; благодаря этому они удобны в эксплуатации.
Нарезание многозаходных резьб
Нарезание многозаходной резьбы любого профиля начинают так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода. Нарезав одну винтовую канавку на полный профиль, отводят резец обратно (на себя) и, дав ходовому винту обратный ход, возвращают суппорт в начальное положение. После этого при неподвижном ходовом, а, следовательно, и неподвижном резце поворачивают деталь на такую часть окружности, сколько заходов имеет резьба, т. е. при двухзаходной — на половину оборота, при трехзаходной — на третьи т.д.
Весьма просто нарезается многозаходная резьба при помощи поводкового патрона с несколькими пазами; количество пазов должно равняться количеству заходов винта или быть кратным этому количеству (Рис. 7, а).

Рис.7. Поводковые патроны.
а — с пазами; б — со специальной планшайбой
После нарезания каждого хода деталь снимают с центров и ставят вновь на них так, чтобы хомутик попал в следующий паз поводкового патрона, затем нарезают следующий ход.
Большое распространение имеет метод нарезания многозаходных при помощи специальной планшайбы (рис. 7, б) с двумя дисками; один из этих дисков может поворачиваться относительно и» на различные углы в зависимости от числа заходов резьбы. На цилиндрической поверхности вращающегося диска нанесены деления, при помощи которых один диск устанавливается относительно другого на определенный угол.
На токарных станках, имеющих передачу к ходовому винту через сменные зубчатые колеса (рис. 8), многозаходные резьбы можно нарезать при помощи промежуточного колeca 1 и колеса 2, сцепляемого с ним на гитаре. На колесе 1 имеется метка, после чего гитара расцепляется, а шпиндель поворачивается на угол, соответствующий количеству зубьев колеса и количеству заходов нарезаемой резьбы.

Многозаходную резьбу можно нарезать при помощи многорезцовых державок в которых резцы отстоят друг относительно друга на опрелделенном расстоянии.

Рис. 9. Схема нарезания резьбы вращающимися резцами (вихревой метод нарезания резьбы): О—Ох расстояние между осями вращения
Деталь, на которой должна быть нарезана резьба, закрепляется в центрах или патронеи и медленно вращается. В специальной головке, установленной на суппорте станка (рис. 9, а), закрепляется резец с пластинкой из твердого сплава. Головка, вращающаяся от специального привода, расположена эксцентрично относительно оси нарезаемой детали. Таким образом, при вращении головки резец, закрепленный в ней, описывает окружность, диаметр которой больше диаметра детали. Периодически (один раз за каждый оборот головки) резец соприкасается с деталью по дуге и за каждой оборот головки прорезает серповидную канавку, имеющую профиль резьбы. За каждый оборот вращающейся детали при перемещении вращающейся головки вдоль оси детали на величину шага резьбы на детали, будет образовываться один виток резьбы. При нарезании резьбы головку повертывают относительно оси детали на величину угла подъема винтовой линии резьбы.
Нарезание резьбы плашками и самораскрывающимися резьбонарезными головками
Основной недостаток всех типов плашек — это необходимость свинчивания их по окончании нарезания, что вызывает значительную затрату времени и снижает производительность, а также ухудшает качество резьбы.


 , равным углу наклона резьбы (рис. 11, а). Дисковые фрезы применяются симметричные (рис. 11, б) и несимметричные (рис.11,в ) в зависимости от конструкции станка. При на
, равным углу наклона резьбы (рис. 11, а). Дисковые фрезы применяются симметричные (рис. 11, б) и несимметричные (рис.11,в ) в зависимости от конструкции станка. При на 











 , как показано на рис. 17, в. Врезное многониточное резьбошлифование неизбежноо приводит к искажению профиля резьбы; при продольном перемещении детали относительно шлифовального круга искажение профиля получается значительно меньшим.
, как показано на рис. 17, в. Врезное многониточное резьбошлифование неизбежноо приводит к искажению профиля резьбы; при продольном перемещении детали относительно шлифовального круга искажение профиля получается значительно меньшим.



