
- Часть вторая
- Глава VI
- ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССАХ КЕРАМИЧЕСКОЙ ТЕХНОЛОГИИ
- Обработка керамики
- Изучение понятий, видов, свойств керамических материалов и изделий, сырье для их производства. Характеристика глинистых и отощающих материалов. Описание способов переработки керамики, а также условия ее обжига газовой средой, температурой, длительностью.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Часть вторая
Глава VI
ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССАХ КЕРАМИЧЕСКОЙ ТЕХНОЛОГИИ
Все производственные процессы керамической технологии на современном заводе подразделяются на: основные, дополнительные, подсобные, вспомогательные.
К основным производственным процессам относятся:
— подготовка сырьевых материалов для керамической массы и глазури;
— приготовление керамической массы и глазури;
— формование керамических изделий;
— сушка отформованных полуфабрикатов;
— обработка керамических изделий.
К дополнительным производственным процессам относят добычу сырья и его обогащение.
Подсобные производственные процессы обеспечивают функционирование основной керамической технологии. К ним относятся: приготовление эмалей, глазурей, красок, ангобов, огнеприпасов для обжига изделий, изготовление пористых форм для формования изделий.
Вспомогательные производственные процессы создают и поддерживают условия, необходимые для обслуживания и осуществления основных и подсобных процессов. К ним относят: ремонтные работы, энергообеспечение, складские работы и т. п.
Подготовка сырьевых материалов включает в себя операции по грубому, среднему измельчению, среднему и тонкому помолу, разделению по зерновому составу, очистке от примесей, обжигу. Многие физико-механические свойства масс, полуфабрикатов и готовых изделий в значительной степени формируются еще на первичных этапах переработки исходного сырья и зависят от конструктивных особенностей и режимов работы перерабатывающего оборудования. Например, использование в массе тонкоизмельченного каолина (с размером частиц менее 2 мкм) повышает пластичность массы, увеличивает прочность высушенных полуфабрикатов в 2 раза; уменьшение размера зерен кварца приводит к увеличению плотности и усадки изделий.
Для получения определенного зернового состава каменистые виды сырья (полевой шпат, кварц, пегматит и др.) последовательно измельчают на дробилках, бегунах, размалывают в шаровых мельницах мокрого помола, расположенных в массозаготовительном цехе (МЗЦ).
Приготовление керамической массы и глазурей. Керамическая масса представляет собой смесь исходных сырьевых материалов, из которой в дальнейшем изготовляют керамические изделия. В зависимости от методов формования изделий различают массы: формовочные, литейные и прессовочные, имеющие различную степень влажности. Технология приготовления каждой массы характеризуется своими особенностями, которые будут рассмотрены ниже.
В процессе приготовления керамических масс и глaзyрей производят весовое дозирование предварительно измельченных каменистых и глинистых компонентов и их перемешивание. Измельченные компоненты, слитые из шаровых мельниц и мешалок, смешивают в сборниках, оборудованных размешивающими механизмами. Жидкую массу, в которую входят все ее компоненты, процеживают через сито для удаления крупных частиц и по сторонних включений, а затем очищают на магнитных установках от железистых магнитных включений. Оно тащенную керамическую суспензию далее подвергают частичному обезвоживанию на камерных фильтр-прессах или в башенно-распылительных сушилках или используют самостоятельно в виде шликера для формования изделий методом литья. Перед подачей на формование массу с фильтр-прессов в виде «коржей» направляют в вакуумные прессы для улучшения ее формовочных свойств.
Сырые (нефриттованные) глазури приготовляют путем совместного мокрого тонкого помола в шаровом мельнице предварительно измельченных и дозированных сырьевых материалов. Время помола глазурей значительно больше времени помола керамических масс.
В процессе приготовления (измельчения, просеивания, обезвоживания и т. п.) керамических масс и глазурей около 5. 6% сырья безвозвратно теряется. Еще большие потери (15. 25%) наблюдаются при сортировке и предварительном обжиге жильного кварца, пегматита и полевого шпата.
Формование керамических изделий. В производстве художественной керамики для изготовления изделий применяют преимущественно методы формования из пластичной (пластическое формование) или жидкой массы — шликера (литье). В последние годы за рубежом широко используется метод изостатического (гидростатического) прессования изделий из порошкообразных масс. Все методы формования обеспечивают сохранение приданной изделиям в процессе формования формы.
Пластическое формование — наиболее древний метод, который прошел путь от ручной отминки до современных многошпиндельных автоматов и полуавтоматов. Этим методом изготовляют плоские изделия (блюдца, тарелки), а также полые изделия в форме тел вращения. Изделия же более сложной конфигурации, а также тонкостенные (суповые овальные вазы, селедочники, сервизные изделия, скульптура) изготовляют методом литья в пористые формы. Метод литья осуществляют вручную или на литейных полуавтоматах и механизированных установках.
Сушка отформованных полуфабрикатов. Для придания отформованному изделию механической прочности, необходимой для последующих технологических операций, его подвергают сушке. В процессе сушки происходит удаление воды, сопровождающееся уплотнением (усадкой) отформованного изделия (полуфабриката) за счет объемных изменений. Максимальное уплотнение изделий наступает в начальный период сушки и соизмеримо с количеством удаляемой влаги.
Усадочные изменения в полуфабрикате протекают неравномерно по всему объему изделий, что может привести к появлению напряжений и, как следствие, к браку в виде коробления (деформации) и трещин. Поэтому очень важно правильно выбрать режим сутки и параметры сушильного агента — нагретого воздуха.
Плоские изделия обычно сушат в формах. Изделия, изготовленные методом литья, сначала подвяливают в формах до придания изделиям необходимой прочности, а затем извлекают из форм и досушивают до влажности 1. 2,5%.
Для сушки массовых изделий используют конвейерные сушилки с направленными потоками горячего воздуха. В этих сушилках процесс сушки совмещается с операцией транспортирования изделий в направлении технологического потока. Отдельные художественные изделия сушат в камерных сушилках периодического действия, где полуфабрикаты высушиваются на полках или вагонетках. Для особо сложных изделий применяют естественную сушку на многоярусных стеллажах, расположенных у рабочих мест. Длительность искусственной сушки зависит от типа применяемых сушилок, методов сушки и других факторов и колеблется в пределах от 0,25 до 3 ч.
Обжиг. Тонкостенные керамические изделия обычно обжигают двукратно. При первом обжиге черепку придается механическая прочность, а также завершается процесс разложения глинистых минералов и дегазация черепка. Операция первого обжига необходима для высокохудожественных и тонкостенных изделий, подвергающихся впоследствии процессу глазурования, основанному на способности керамического черепка впитывать в себя влагу без размокания и коробления.
Второй обжиг — политой, т. е. обжиг изделий после нанесения глазури, придает изделиям необходимые эксплуатационные свойства: термостойкость, механическую прочность, химическую стойкость, водо- и газонепроницаемость и др. В процессе обжига в керамическом черепке происходят необратимые физико-химические процессы, придающие ему декоративные и технические свойства.
Обжиг керамических изделий состоит из нагревания, выдержки при конечной температуре и охлаждения. При этом скорость нагревания спекаемой керамики должна быть такой, чтобы обеспечивалось постепенное удаление газов. Продолжительность выдержки и максимальная температура при обжиге зависят от типа и назначения керамических изделий. Обычно оптимальная температура спекания находится в пределах 950. 1450°С.
Изделия художественной керамики обжигают в камерных печах (горнах) периодического действия, а также в туннельных печах непрерывного действия. При низкотемпературном обжиге (до 1000°С) используют безвагонеточные щелевые печи, где изделия перемещаются на плитах, лещадках, ленточных конвейерах. Продолжительность обжига изделий в таких печах колеблется от 2 до 30 ч и более.
Обработка керамических изделий. Некоторые виды керамических изделий после первого обжига с целью придания им определенных свойств подвергаются дальнейшей обработке, например ангобированию, глазурованию, а после окончательного (политого) обжига — росписи.
Ангобирование применяют для декоративной отделки изделия. Толщина слоя ангобного покрытия зависит от состава и назначения и колеблется от 0,1 до 0,2 мм.
Глазурь—тонкий стекловидный слой толщиной 0,1. 0,3 мм наносят на поверхность керамических изделий, чтобы придать им красивый внешний вид, повышенную стойкость к воздействию воды, пыли, агрессивных сред и др.
Роспись керамических изделий выполняют керамическими красками методом живописи, отводки, печати, аэрографии, деколи, рельефной декорировки накладными эмалями, гравировки, резьбы и т. д.
Ангобы, глазури и краски закрепляют на изделиях дополнительным обжигом. После закрепления красок и ангобов готовые изделия сортируют, комплектуют и упаковывают для отправки потребителям.
Особенности технологии производства различных видов изделий художественной керамики. Технология изготовления той или иной группы керамических изделий отличается в основном количественным составом компонентов, входящих в состав шихты, методами их переработки, способами формования, режимами обжига, методами декорирования.
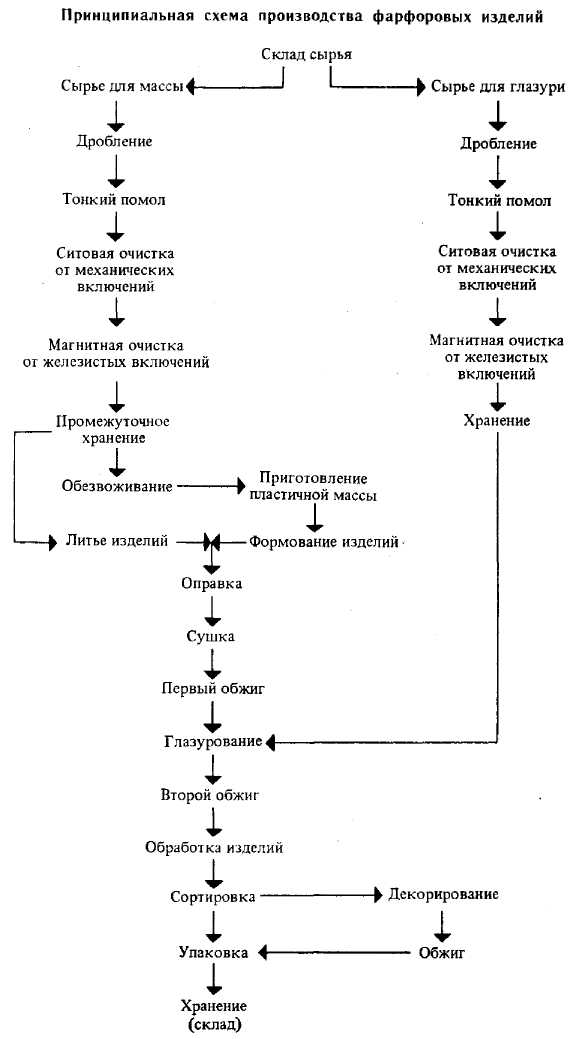
Из рассматриваемых в данном учебнике изделий наиболее сложной технологией обладают фарфоровые и фаянсовые изделия. На примере этой технологии изучается весь технологический процесс изготовления изделий художественной керамики. Принципиальная схема производства фарфоровых изделий приведена на стр. 53.
Для производства фарфора и фаянса используют в отличие от других видов художественной керамики более чистые, обогащенные сырьевые материалы, с ограниченным содержанием красящих оксидов железа и титана. Такое сырье обеспечивает фарфоровым и фаянсовым изделиям белизну, что позволяет при декорировании использовать большую палитру красок и методов их нанесения.
Для производства терракотовых, гончарных и майоликовых изделий используют местные легкоплавкие глины. Чтобы улучшить однородность керамических масс, для производства этих изделий широко применяют точное дозирование компонентов шихты, тщательное ее перемешивание. Состав майоликовых масс готовят аналогично гончарным и терракотовым, но в шихту вводят большее количество компонентов для регулирования свойств изделия.
Составы масс каменных изделий по сравнению с фарфоровыми содержат больше легкоплавких глин, поэтому в каменную массу плавней вводят в 2. 3 раза меньше, чем в фарфоровую. С технологической точки зрения производство каменных изделий существенно не отличается от производства фарфоровых и фаянсовых изделий.
Источник
Обработка керамики
Изучение понятий, видов, свойств керамических материалов и изделий, сырье для их производства. Характеристика глинистых и отощающих материалов. Описание способов переработки керамики, а также условия ее обжига газовой средой, температурой, длительностью.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 22.05.2014 |
| Размер файла | 18,0 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Общие сведения о керамических материалах
2. Сырье для производства керамических материалов и изделий
2.1 Глинистые материалы
2.2 Отощающие материалы
В современном мире в строительстве очень широко применяются керамические материалы и изделия. Это обусловлено большой прочностью, значительной долговечностью, декоративностью многих видов керамики, а также распространенностью в природе сырьевых материалов.
Целью данной работы является рассмотрение и изучение керамических материалов. В соответствии с поставленной целью можно выделить и задачи работы: изучить общие сведение о керамических материалах: понятие, виды, свойства керамических материалов и изделий; сырье для производства керамических материалов и изделий: глинистые материалы, отощающие материалы. керамика обжиг глинистый
Керамические изделия обладают различны ми свойствами, которые определяются составом исходного сырья, способами его переработки, а также условиями обжига — газовой средой, температурой и длительностью. Материал (т.е. тело), из которого состоят керамические изделия, в технологии керамики именуют керамическим черепком.
1. Общие сведения о керамических материалах
Керамическими называют материалы и изделия, изготовляемые формованием и обжигом глин. «Керамос»- на древнегреческом языке означало гончарную глину, а также изделия из обожженной глины. В глубокой древности из глин путем обжига получали посуду, а позднее (около 5000 лет назад) стали изготовлять кирпич, а затем черепицу.
Большая прочность, значительная долговечность, декоративность многих видов керамики, а также распространенность в природе сырьевых материалов обусловили широкое применение керамических материалов и изделий в строительстве. В долговечности керамических материалов можно убедиться на примере Московского Кремля, стены которого сложены почти 500 лет назад.
Среди сырьевых порошкообразных материалов — глина, которая имеет преимущественное применение при производстве строительной керамики. Она большей частью содержит примеси, влияющие на ее цвет и термические свойства. Наименьшее количество примесей содержит глина с высоким содержанием минерала каолинита и потому называемая каолином, имеющая практически белый цвет. Кроме каолинитовых глин разных цветов и оттенков применяют монтмориллонитовые, гидрослюдистые.
Кроме глины к применяемым порошкообразным материалам, являющимися главными компонентами керамических изделий, относятся также некоторые другие минеральные вещества природного происхождения — кварциты, магнезиты, хромистые железняки.
Для технической керамики (чаще именуемой специальной) используют искусственно получаемые специальной очисткой порошки в виде чистых оксидов, например оксиды алюминия, магния, кальция, диоксиды циркония, тория и др. Они позволяют получать изделия с высокими температурами плавления (до 2500-3000В°С и выше), что имеет важное значение в реактивной технике, радиотехнической керамике. Материалы высшей огнеупорности изготовляют на основе карбидов, нитридов, боридов, силицидов, сульфидов и других соединений металлов как без глинистых сырьевых веществ. Некоторые из них имеют температуры плавления до 3500 — 4000В°С, особенно из группы карбидов.
Большой практический интерес имеют керметы, состоящие обычно из металлической и керамической частей с соответствующими свойствами. Получили признание огнеупоры переменного состава. У этих материалов одна поверхность представлена чистым тугоплавким металлом, например, вольфрамом, другая — огнеупорным керамическим материалом, например оксидом бериллия. Между поверхностями в поперечном сечении состав постепенно изменяется, что повышает стойкость материала к тепловому удару.
Для строительной керамики, как отмечено выше, вполне пригодна глина, которая является распространенным в природе, дешевым и хорошо изученным сырьем. В сочетании с некоторыми добавочными материалами из нее получают в керамической промышленности разнообразные изделия и в широком ассортименте. Их классифицируют по ряду признаков. По конструкционному назначению выделяют изделия стеновые, фасадные, для пола, отделочные, для перекрытий, кровельные изделия, санитарно-технические изделия, дорожные материалы и изделия, для подземных коммуникаций, огнеупорные изделия, теплоизоляционные материалы и изделия, химически стойкую керамику.
По структурному признаку все изделия разделяют на две группы: пористые и плотные. Пористые керамические изделия впитывают более 5% по весу воды (кирпич обыкновенный, черепица, дренажные трубы). В среднем водопоглощение пористых изделий составляет 8 — 20% по весу или 15 — 35% по объему. Плотными принимают изделия с водопоглощением меньше 5% по массе, и они практически водонепроницаемые, например плитки для пола, канализационные трубы, кислотоупорный кирпич и плитки, дорожный кирпич, санитарный фарфор. Чаще всего оно составляет 2 — 4% по весу или 4 — 8% по объему. Абсолютно плотных керамических изделий не имеется, так как испаряющаяся вода затворения, вводимая в глиняное тесто, всегда оставляет некоторое количество микро- и макропор.
По назначению в строительстве различают следующие группы керамических материалов и изделий:
стеновые материалы (кирпич глиняный обыкновенный, пустотелый и легкий, камни керамические пустотелые);
кровельные материалы и материалы для перекрытий (черепица, керамические пустотелые изделия);
облицовочные материалы для наружной и внутренней облицовки (кирпич и камни лицевые, плиты керамические фасадные, малогабаритные плитки);
материалы для полов (плитки);
материалы специального назначения (дорожные, санитарно-строительные, химически стойкие, материалы для подземных коммуникаций, в частности трубы, теплоизоляционные, огнеупорные и др.);
заполнители для легких бетонов (керамзит, аглопорит).
Наибольшего развития достигли стеновые материалы, причем наряду с общим увеличением объема производства особое внимание обращено на увеличение выпуска эффективных изделий (пустотелый кирпич и камни, керамические блоки и панели и т.д.). Предусмотрено также расширить производство фасадной керамики, особенно для индустриальной отделки зданий, глазурованных плиток для внутренней облицовки, плиток для полов, канализационных и дренажных труб, санитарно-строительных изделий, искусственных пористых заполнителей для бетонов.
По температуре плавления керамические изделия и исходные глины разделяются на легкоплавкие (с температурой плавления ниже 1350В°С), тугоплавкие (с температурой плавления 1350-1580В°С) и огнеупорные (свыше 1580В°С). Выше отмечались также примеры изделий и сырья высшей огнеупорности (с температурой плавления в интервале 2000-4000Х), используемых для технических (специальных) целей.
Отличительная особенность всех керамических изделий и материалов состоит в их сравнительно высокой прочности, но малой деформативности. Хрупкость чаще всего относится к отрицательным свойствам строительной керамики. Она обладает высокой химической стойкостью и долговечностью, а форма и размеры изделий из керамики обычно соответствуют установленным стандартам или техническим условиям.
На российском рынке в настоящее время представлены жидкие керамические теплоизоляционные материалы, которые находят своего потребителя, благодаря широкой области применения и простоте использования при небольших затратах труда. Так как предлагаемые материалы в основном производятся за рубежом, они имеют высокую стоимость, что ограничивает возможность их массового использования в строительстве, энергетике и ЖКХ и т.д. Тогда как отечественные аналоги зачастую оставляют желать лучшего, и своим «качеством» вызывают негатив и предвзятость у конечного пользователя к жидким керамическим теплоизоляционным материалам.
2. Сырье для производства керамических материалов и изделий
Сырьевые материалы, используемые для изготовления керамических изделий, можно подразделить на пластичные глинистые (каолины и глины) и отощающие (шамот, кварц, шлаки, выгорающие добавки). Для понижения температуры спекания в глину иногда добавляют плавни. Каолин и глины объединяют общим названием — глинистые материалы.
2.1 Глинистые материалы
Каолины. Каолины образовались в природе из полевых шпатов и других алюмосиликатов, не загрязненных окислами железа. Они состоят преимущественно из минерала каолинита. После обжига присущий им белый или почти белый цвет сохраняется.
Глины. Глинами называют осадочные породы, представляющие собой тонкоземлистые минеральные массы, способные независимо от их минералогического и химического состава образовывать с водой пластичное тесто, которое после обжига превращается в водостойкое и прочное камневидное тело.
Состоят глины из тесной смеси различных минералов, среди которых наиболее распространенными являются каолинитовые, монтмориллонитовые и гидрослюдистые. Представителями каолинитовых минералов являются каолинит и галлуазит. В монтмориллонитовую группу входят монтмориллонит, бейделлит и их железистые разновидности. Гидрослюды — в основном продукт разной степени гидратации слюд.
Наряду с этими минералами в глинах встречаются кварц, полевой шпат, серный колчедан, гидраты окислов железа и алюминия, карбонаты кальция и магния, соединения титана, ванадия. Такие примеси влияют как на технологию керамических изделий, так и на их свойства. Например, тонко распределенный углекислый кальций и окислы железа понижают огнеупорность глин. Если в глине имеются крупные зерна и песчинки углекислого кальция, то при обжиге из них образуются более или менее крупные включения извести, которая на воздухе гидратируется с увеличением объема (дутики), что вызывает образование трещин или разрушение изделий. Соединения ванадия служат причиной появления зеленоватых налетов (выцветов) на кирпиче, что портит внешний вид фасадов.
Глины часто содержат также органические примеси. По отношению к действию высоких температур различают глины трех групп: огнеупорные (огнеупорность выше 1580’С), тугоплавкие (1350 — 1580’С) и легкоплавкие (ниже 1350’С). К огнеупорным относятся большей частью каолинитовые глины, содержащие мало механических примесей. Такие глины используют для производства фарфора, фаянса и огнеупорных изделий. Тугоплавкие глины содержат окислы железа, кварцевый песок и другие примеси в значительно большем количестве, чем огнеупорные, и применяются для производства тугоплавкого, облицовочного и лицевого кирпича, плиток для полов и канализационных труб. Легкоплавкие глины наиболее разнообразны по минералогическому составу, содержат значительное количество примесей (кварцевого песка, окислов железа, известняка, органических веществ). Используют их в кирпичном и черепичном производствах, в производстве легких заполнителей и т. д.
В производстве искусственных обжиговых материалов можно применять также некоторые другие осадочные породы: диатомиты, трепелы и их уплотненные разновидности — опоки, а также сланцы в чистом виде и с примесью глин или порообразующих добавок.
2.2 Отощающие материалы
Для уменьшения усадки при сушке и обжиге, а также для предотвращения деформаций и трещин в жирные пластичные глины вводят искусственные или природные отощающие материалы.
В качестве искусственных отощающих материалов используют дегидратированную глину и шамот, а также отходы производства (котельные и другие шлаки, золы, очажные остатки и т.д.). Дегидратированную глину получают нагреванием обычной глины примерно до 600-700’С (при этой температуре она теряет свойство пластичности) и применяют в качестве отощителя при производстве грубой строительной керамики. Шамот изготовляют путем обжига огнеупорных или тугоплавких глин при температурах 1000 — 1400’С. Шамот является основным сырьем в производстве огнеупорных шамотных изделий.
К природным отощающим материалам относятся такие вещества, которые неспособны в смеси с водой образовывать пластичную массу, например кварцевые пески, пылевидный кварц.
Порообразующие материалы. В производстве изделий грубой строительной керамики, например кирпича, для отощения массы, а также для получения изделий, обладающих повышенной пористостью и, следовательно, пониженной теплопроводностью, в сырьевую массу вводят порообразующие добавки. Обычно применяют органические добавки, называемые выгорающими, — древесные опилки, уголь, торфяную пыль, и др. Они выгорают при обжиге изделий и образуют поры.
Плавни. Введение в глину плавней способствует понижению температуры ее спекания. К числу плавней относятся полевые шпаты, железная руда, доломит, магнезит, тальк и др.
В заключение сказанного можно подвести итоги, сформулировать выводы:
— керамическими называют материалы и изделия, получаемые из порошкообразных веществ различными способами и подвергаемые в технологический период обязательной термической обработке при высоких температурах для упрочнения и получения камневидного состояния. Такая обработка носит название обжига;
— кроме глины к применяемым порошкообразным материалам, являющимися главными компонентами керамических изделий, относятся также некоторые другие минеральные вещества природного происхождения — кварциты, магнезиты, хромистые железняки;
— по структурному признаку все изделия разделяют на две группы: пористые и плотные;
— сырьевые материалы, используемые для изготовления керамических изделий, можно подразделить на пластичные глинистые (каолины и глины) и отощающие (шамот, кварц, шлаки, выгорающие добавки). Для понижения температуры спекания в глину иногда добавляют плавни. Каолин и глины объединяют общим названием — глинистые материалы.
1. Краткий химический справочник / В.А. Рабинович, З.Я. Хазов, — Л.: Химия, 1978. — 356с.
2. Материаловедение: лекции / Мальцев И. М. — Ниж. Новгород: НГТУ, 1995 — 103с.
3. Новые материалы / под науч. ред. Ю.С. Карабасова, — М.: Мисис, 2002 — 738с.
4. Основы материаловедения / Сажин В.Б. — М.: Теис, 2005. — 155с.
Размещено на Allbest.ru
Подобные документы
Исторические сведения о возникновении керамики, область ее применения. Современные технологии керамических материалов. Производство керамических материалов, изделий в Казахстане, СНГ и за рубежом. Производство и применение стеновых и облицовочных изделий.
курсовая работа [134,7 K], добавлен 06.06.2014
Исторические сведения о возникновении керамических материалов, область их применения. Основные физико-химические свойства керамики, применяемые сырьевые материалы. Общая схема технологических этапов производства керамических материалов, ее характеристика.
курсовая работа [74,2 K], добавлен 02.03.2011
Изучение технологии изготовления керамики — материалов, получаемых из глинистых веществ с минеральными или органическими добавками или без них путем формования и последующего обжига. Этапы производства: формовка изделия, нанесение декора, сушка, обжиг.
реферат [21,2 K], добавлен 03.02.2011
Изучение понятия, видов и свойств керамических материалов и изделий. Характеристика сырья и процесса производства керамических изделий. Исследование использования в строительстве как стеновых, кровельных, облицовочных материалов и заполнителей бетона.
реферат [17,6 K], добавлен 26.04.2011
Исследование физико-химического состава и технологических свойств сырьевых материалов месторождений Казахстана. Характеристика силикатного природного и техногенного сырья. Каолиновое сырье, полевой шпат, кварцевые пески, разжижители глинистых суспензий.
научная работа [2,4 M], добавлен 04.02.2013
Источник



