
Способы настила ткани для раскроя




§ 5. Настилание и раскрой ткани
Настилание ткани
Процесс настилания ткани состоит из следующих операций: разметки стола, настилания ткани, проверки обмелки и подмелки верхнего полотна настила, клеймения настила, подсчета и проверки количества полотен в настиле и оформления документации.
При настилании ткани используют специальные концевые линейки для уравнивания слоев ткани по концам и для отрезания концов полотен в настиле. Для отрезания полотен применяют также ручные ножи-рубанки или механические ножи.
Разметка стола и установка концевых линеек производится по длине обмелок или трафаретов, по которым будет раскраиваться ткань.
Ткани на швейных фабриках раскраивают настилами различной высоты. Количество полотен в одном настиле может быть от 16 (ткань для демисезонных пальто) до 70 (ткань для летних пальто).
Максимальная высота настила обычно не превышает 12-15 см, так как при большей высоте настилов может произойти сдвиг полотен ткани при раскрое. Длина настилов при изготовлении пальто чаще всего составляет 5-6 м. Иногда применяют настилы до 9-12 м. При коротких настилах увеличиваются потери ткани по концам настилов, при длинных настилах затрудняется расчет кусков при безостатковом раскрое.
Ткани в массовом производстве можно настилать всгиб или вразворот. При настилании ткани вразворот укладывают полотна лицо с лицом или лицом вниз. Настилание лицом вниз применяют в основном при раскрое изделий с несимметричными деталями. При настилании лицо с лицом процент межлекальных выпадов минимальный; при этом количество полотен в настиле должно быть четным. Настилание ткани производят в основном вручную. Для настилания тканей верха, прокладочных тканей и марли иногда используют настилочные машины.
Настилание тканей вручную выполняется в основном двумя рабочими, настилание узких тканей может выполняться одним рабочим. Настилочные машины обслуживает также один рабочий.
Для облегчения процесса настилания полотен ткани на краях настилочных столов устанавливают валики. В отдельных случаях применяют подвесные каретки или каретки тележечного типа. Кроме того, применяют мерильно-резальные машины типа МР-3.
При настилании тканей необходимо выполнять следующие требования.
1. Натяжение полотен ткани в настиле должно быть равномерным и очень небольшим.
2. Необходимо строго уравнивать одну боковую сторону полотен в пастиле.
3. Стыки полотен в настиле должны располагаться строго в местах условных разрезов. При этом ткаии в месте стыка должны находить друг на друга не менее чем на 1-2 см.
4. Количество полотен ткани в настиле должно строго соответствовать количеству, установленному заданием.
5. Полотна должны настилаться в зависимости от способа обмелки лицом вниз или лицо с лицом.
6. При настилании тканей разных цветов в настил укладывают сначала все полотна одного цвета, а затем все полотна другого и т. д.
7. В один настил укладывают полотна одной ширины с отклонением от ширины обмелки или трафарета в сторону увеличения ширины полотен не более 1 см в хлопчатобумажных тканях, шелковых и льняных, 2 см — в тонкосуконных и камвольных и 3 см — в грубосуконных тканях.
8. Полотна с текстильными пороками или неравномерной ширины в общие настилы не допускаются.
9. Полотна в одном настиле должны быть одинаковой длины согласно разметке стола.
На верхнее полотно настила накладывают обмелку, выполненную на бумаге, полотне ткани, или трафарет из плотной бумаги. Трафарет пропудривается меловой пудрой по контурам лекал с помощью несложных приспособлений.
Изготовление обмелок
Обмелку лекал на полотне ткани выполняют на основе копий раскладок, уменьшенных в 5 или 10 раз.
Для получения таких копий используют подвижные электрофотографические установки ПЭУ-1 или ПКУ-3, которые на фотобумаге ЭФО-1 и ЭФО-2 последовательно (при перемещении по направляющим вдоль стола) фотографируют раскладку по элементарным участкам с одновременным проявлением этой бумаги.
Эти копии раскладок используют для изготовления натуральных раскладок лекал на полотне ткани. Для обводки контуров лекал используют контуро-меточные машины путем распыления быстросохнущей краски.
Наиболее совершенным методом размножения раскладок натуральной величины является применение светокопировальных машин, позволяющих получать копии раскладок на светочувствительной бумаге, минуя процессы изготовления копий раскладок в уменьшенном виде и выполнения обмелки по ним на полотне ткани.
Но для этого необходимо выполнить натуральную раскладку лекал и их контуры перенести на прозрачную бумагу или кальку фламастером или специальным карандашом люмограф или светокопия. Затем кальку с контурами раскладки накладывают на светочувствительную бумагу, облучают лампами типа ПРК-7 и пропускают через сухие пары аммиака с целью проявления на ней контуров раскладки.
Проявленную бумагу накладывают на верхнее полотно настила и разрезают вместе с настилом.
Изготовление трафаретов и светокопий целесообразно при условии их применения не менее четырех — шести раз.
Обмелку деталей на верхнем полотне тщательно проверяют и неясные линии контуров деталей, надсечек и т. д. подмеляют. Здесь производят клеймение настила. Для этого на каждой детали верхнего полотна обозначают размер и рост изделия, а на одной из крупных деталей — номер настила. После этого проверяют количество полотен в настиле и порядок их укладывания, а также качество выполнения настила (ровнота полотен в концах, по боковым сторонам и т. д.). Оформляют документацию настила. Количество полотен и комплектов деталей в настиле заносят в карту раскроя.
Раскрой ткани
Для разрезания настилов на части применяют передвижные раскройные машины с вертикальным ножом (рис. 170, а) и с дисковым ножом (рис. 170, б). Для точного вырезания деталей применяют стационарные ленточные машины трехшкивные и четырехшкивные (рис. 171). Наиболее крупные детали изделий (полочки, спинки) вырезают передвижной раскройной машиной с вертикальным ножом. При разрезании тканей нож или ленту направляют строго по меловым линиям.
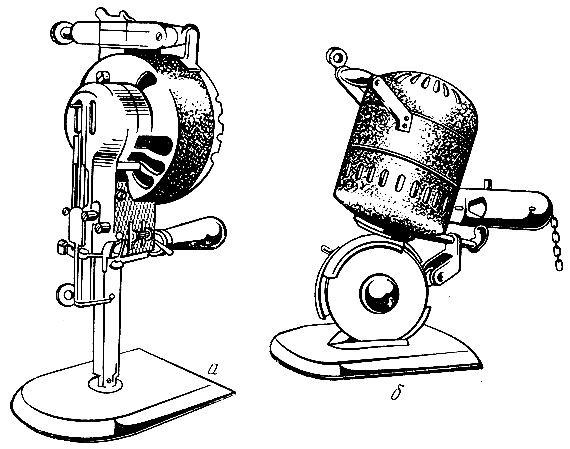
Рис. 170. Передвижные раскройные машины: а — с вертикальным ножом; б — с дисковым ножом
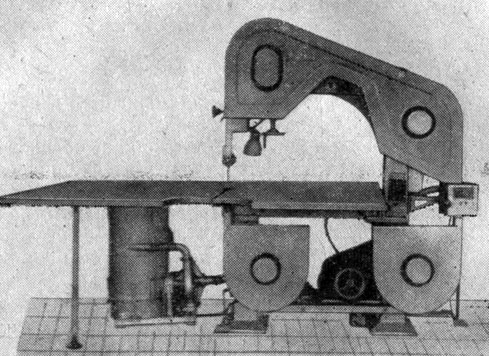
Рис. 171 Раскройная четырехшкивная ленточная машина РЛЗ
Ленточные машины являются более производительными, так как скорость движения ленты этих машин значительно выше скорости режущих инструментов передвижных машин. Ленточные машины обеспечивают лучшее качество вырезания деталей кроя.
Устанавливают ленточные машины обычно в конце настилочных столов так, чтобы части настилов подавались к ленточным машинам по плоскости стола без смещения слоев ткани.
Для переноса частей настилов с других столов к ленточной машине применяют подносы, изготовленные из тонкого листового материала с гладкой поверхностью.
Для временного хранения частей рассеченного настила и перемещения их к ленточным машинам широко используют передвижные многоплоскостные тележки, стационарные или передвижные бункеры.
Для предохранения слоев шелковых тканей от смещения применяют специальные зажимы (рис. 172). Надсечки по срезам деталей ставят с помощью приспособлений.
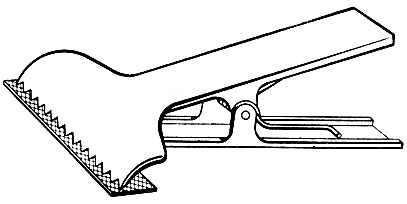
Рис. 172. Зажим для скрепления тканей в настиле
Выкраивать все детали необходимо с минимальными отклонениями от срезов лекал. В деталях верха отклонения не должны превышать 0,1-0,3 см, в деталях Подкладки и приклада — 0,4 см.
Детали кроя комплектуют, на них пришивают талоны с порядковыми номерами и крой сдают на склад кроя или непосредственно в швейные цехи.
Источник
Раскладывание ткани для раскроя
Раскладывать ткань для раскроя можно различными способами в зависимости от вида раскраиваемой ткани и ее назначения. Существует два основных метода настила ткани:
1) всгиб, когда ткань сложена вдвое по длине, кромка к кромке;
2) вразворот, когда ткань развернута в ширину. В свою очередь, вразворот ткани настилают двумя способами:
а) когда лицевая сторона одного полотнища обращена к лицевой стороне второго полотнища, то есть лицевые стороны обращены внутрь;
б) когда лицевая сторона каждого полотнища обращена к поверхности стола.
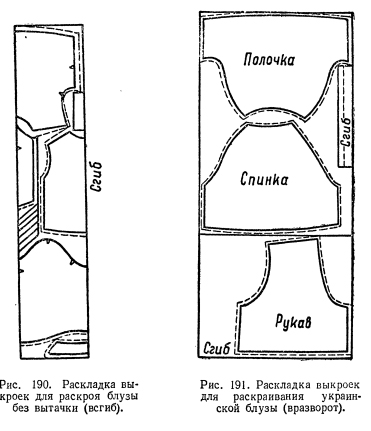
Настил всгиб (см. рис. 190) применяют для широких тканей (сложенных лицевой стороной внутрь). Настил вразворот (см. рис. 191) применяют для тканей одинарных и сложенных вдвое (в большинстве случаев хлопчатобумажных и льняных).
По характеру деталей раскраиваемых изделий все швейные Изделия можно поделить на
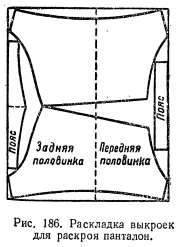
1) изделия, имеющие большинство деталей парных и симметричных (панталоны, трусы, брюки и т. п.);
2) изделия, имеющие незначительное количество парных и симметричных деталей (платья, юбки сложных фасонов и т. п.).
Для раскроя швейных изделий, имеющих парные симметричные детали, ткань складывают лицом внутрь и, проведя мелом вокруг выкройки, выкраивают сразу две детали.
При таком способе раскроя одна деталь будет правая, а другая — левая. Этот способ дает возможность меньше времени затрачивать на вычерчивание линий.
Раскладывать детали на ткани надо как можно экономнее. С этой целью иногда следует, выкроив одни детали, перегнуть ткань, как это показано на рис. 191 для рукава.
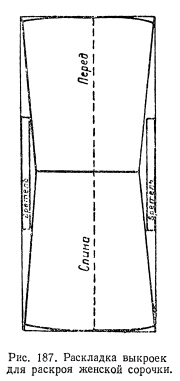
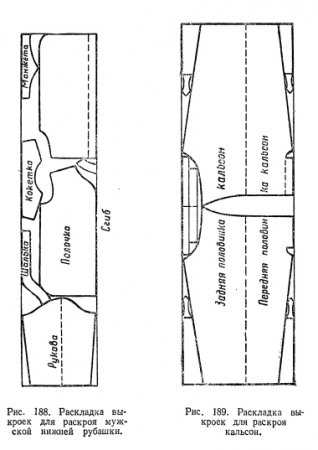
На рис. 185—195 приведены примеры раскладывания выкроек для раскроя различных швейных изделий.
При раскрое деталей строгой и мягкой формы из ткани гладкой, в полоску и клетку детской, женской одежды по индивидуальным заказам выкраиваются следующие детали: полочка, спинка, верхняя половинка рукава, нижняя половинка рукава, воротник, карманы накладные, манжеты, пояс (см. рис. 194, а).
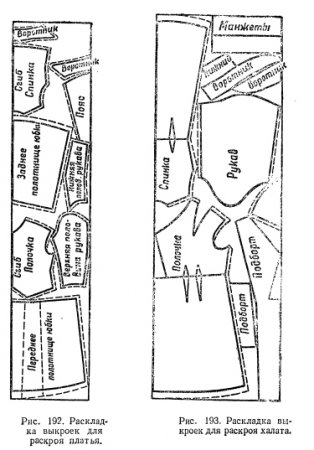
Все перечисленные детали строгой формы должны проходить Параллельно нити основы по долевой (см. пунктир). Пояс, воротник И карманы можно кроить по долевой, поперечной и косой ткани, в зависимости от фасона. За исключением фантазийных и комбинированных платьев строгой и мягкой формы в полоску и в клетку, Можно моделировать и накладывать выкройку по желанию, в зависимости от фасона (см. раскладку рис. 194, б).
Источник
§ 4. Настилание и раскрой ткани
Настилание ткани. Рассчитанную для раскроя ткань подают на раскройный участок. Подача рулонов на раскройный участок в зону настилания производится тележками с подъемной платформой, многорулонными передвижными кронштейнами, передвижными талями и др. (рис. 154).
Для настилания ткани применяют столы длиной 8 — 10 м, а шириной для узких тканей — 1,2 — 1,25 м, для широких — 1,65 — 1,7 м. Настилочные столы в массовом производстве оборудуют следующими специальными приспособлениями:
— линейками для обрезки и зажима одного конца настила;
— ограничительной линейкой для зажима второго конца настила, которая устанавливается по длине настила;
— вращающимся валиком на первом конце стола для протягивания ткани вдоль стола;
— кронштейнами для укладывания металлического стержня, на который намотан кусок ткани;
— линейками с сантиметровыми делениями вдоль стола для отметки длины настила.
Легкие ткани настилают на механизированных настилочных столах из рулонов.
При новой организации работы по настиланию ткани предварительно отрезают полотна заданной длины и настилают их машиной. Использование машин и механизмов дает возможность настилать ткани без растяжения.
Высокое качество выкраиваемых деталей,. не требующих последующего уточнения, достигается применением комплекса новых машин: промерочной, мерильно-резальной и настилочной с автоматическим выравниванием кромки.
Для экономного расходования ткани, улучшения качества изделий при настилании должны соблюдаться следующие правила:
1. Раскройный стол должен быть размечен в соответствии с длиной настила, в концах настила устанавливают линейки.
2. Необходимо соблюдать определенную высоту настила, которая неодинакова для различных тканей и определяется числом полотен.
3. Кромки ткани во всех полотнах с одной стороны настила должны совпадать.
4. Ткани с ворсом должны иметь одинаковое направление ворса во всех полотнах настила.
5. Ткани с направленным рисунком должны быть положены в настиле так, чтобы рисунок одного полотна совпадал с рисунком другого полотна.
6. При необходимости помещать в один настил ткани разных цветов сначала следует настилать ткани одного цвета, а затем другого.
7. Настилаемые ткани должны лежать ровно, без перекосов и натяжения, свободно, но без морщин и складок.
8. Линия обреза полотен должна быть ровной и перпендикулярной к кромке.
9. Участки ткани, имеющие текстильные. пороки, вырезают и раскраивают отдельно.
Существует три способа расположения полотен в настиле: всгиб, вразворот «лицом вниз», вразворот «лицом к лицу».
Настилание всгиб применяют при раскрое изделий по индивидуальным заказам и в массовом производстве при раскрое полотен с текстильными пороками. В этом случае при раскладке лекал на ткани раскладывается половинное число деталей. Полный комплект деталей на одно изделие получают из двух слоев сдвоенной ткани. Преимуществом этого способа является уменьшение количества разноцветов и перекосов в настиле. Кроме того, на тканях в клетку легче совместить полосы, образующие клетку по ширине материала.
Недостатком этого способа является то, что усложняется обнаружение пороков и увеличивается расход ткани на единицу изделия на 1,25 — 1,5 % по сравнению со способом вразворот «лицом к лицу».
Настилание вразворот «лицом вниз» применяется для раскроя различных изделий, имеющих непарные или несимметричные детали (например, в платье). Такой способ применяется для всех видов изделий. В этом случае из каждого полотна настила вырезается полный комплект деталей одного изделия, поэтому при выполнении обмеловки на ткани раскладывают все лекала на одно изделие.
Настилание вразворот «лицом к лицу» применяется при раскрое изделий, имеющих симметричные детали. Парные детали изделия комплектуются из двух смежных полотен. Этот способ является наиболее экономичным по расходу ткани. При таком способе очень легко определить текстильные пороки, но возможны случаи разноцвета, разнооттеночности в деталях одного изделия.
Раскрой ткани. В настоящее время ткани раскраивают различными способами. Настил сначала рассекают на части и вырезают наиболее крупные детали передвижной раскройной машиной с вертикальным ножом. Для точного вырезания деталей применяют стационарные ленточные раскройные машины. Раскрой тонких тканей производят машиной с дисковым ножом.
При раскрое изделий по индивидуальным заказам применяют электрораскройные ножницы.
Для уменьшения смещения полотен применяют зажимы, жесткие лекала и лекала, окантованные жестью. После вырезания деталей проверяют качество кроя путем накладывания деталей с верхнего, нижнего и среднего полотен настила на соответствующее контрольное лекало. Одновременно с проверкой качества кроя в некоторых случаях на деталях намеляют линии вытачек, места расположения карманов и делают подгонку рисунка в клапанах, листочках и накладных карманах.
Качество кроя зависит от правильности заточки режущего инструмента (угла заточки). При неправильной заточке режущего инструмента крой деталей может иметь лохматые края.
Источник



