
Методы нарезания зубчатых колес
В настоящее время зубчатые колеса нарезают в основном двумя методами: методом копирования и методом обката или огибания.
Метод копирования. Для нарезания зубчатых колес этим методом применяют инструмент, режущие кромки которого имеют очертание, соответствующее контуру впадины нарезаемого зубчатого колеса. В качестве такого инструмента используют модульные фрезы (дисковые или концевые) (рис. 1, а, б, в) или же фасонные резцы. Обработка производится либо одним инструментом (поочерёдно каждую впадину), либо несколькими одновременно по числу впадин. Недостатки метода копирования: 1 – для обработки каждого зубчатого колеса с определенным числом зубьев и модулем требуется инструмент специального профиля, поскольку профиль зависит от модуля. смещения исходного контура и числа зубьев. 2 – точность нарезания зубчатых колес невысока, так как помимо погрешности, обусловленной неточностью работы делительного механизма, неизбежны погрешности, вследствие неточности инструмента. В связи с указанными недостатками к такому методу зубонарезания прибегают лишь при отсутствии зуборезных станков, а также для предварительного нарезания впадин (при черновой операции). При нарезании зубьев одним инструментом производится поворот головки на шаг зубьев, т.е. на 1/z часть оборота, где z – число зубьев нарезаемого колеса. Производительность при этом способе низка, так как зубья нарезаются каждый отдельно и требуют время на возврат инструмента в исходное
При этом методе инструментом служит фасонная фреза, профиль которой представляет копию впадины между зубьями колеса (рис. 1). Обычно для зубчатых колес применяют модульные дисковые фрезы, а для особенно больших зубчатых колес – фасонные пальцевые фрезы (рис. 1, в). С увеличением числа зубьев кривые эвольвенты зуба изменяются и приближаются к прямой линии, а при колесе с бесконечно большим количеством зубьев – рейке; эвольвента превращается в прямую линию (рис. 2). При точном нарезании колес с числом зубев от 12 до 300 одного модуля необходимо 288 фрез с различным профилем их зубьев. Такое количество фрез для колес только одного модуля иметь дорого и трудно, поэтому в зависимости от точности нарезания ограничиваются комплектом из 3,8,15 или 26 фрез вместо 288.
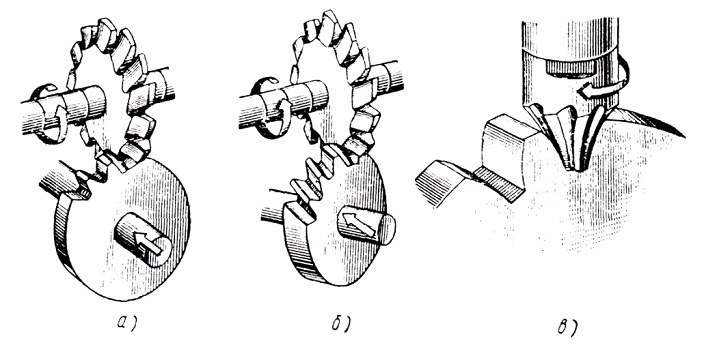
Рис. 1. Схема нарезания зубчатых колес методом копирования:
а – дисковой модульной фрезой цилиндрического колеса с прямыми зубьями; б – дисковой модульной фрезой цилиндрического колеса с винтовыми зубьями; в – пальцевой модульной фрезой цилиндрического колеса с прямыми зубьями
Каждая фреза из комплекта имеет свой номер и предназначена для нарезания колес с определенным диапазоном их зубьев. При комплекте из восьми фрез точно по профилю могут быть нарезаны колеса, имеющие число зубьев 12, 14, 17, 21, 26, 35, 55 и 135, а все остальные колеса получаются при нарезании неточного профиля.
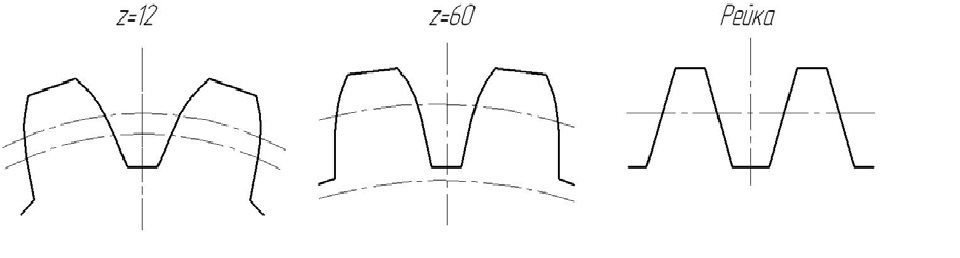
Рис. 2. Изменение профиля зубьев колес при увеличении зубьев
Увеличение количества фрез в наборе для более крупных модулей вызвано тем, что неточность нарезания одной фрезы колес с разными числами зубьев для больших модулей сказывается больше. По этой причине для точных колес более крупных модулей (свыше 16 мм) применяют комплекты, состоящие из 26 номеров фрез для каждого модуля. Подбор модульной фрезы для нарезания косозубых шестерен несколько сложнее, так как в этом случае необходимо учесть величину угла β наклона зубцов. Если для нарезания, например 32 косых зубцов модуля 6, взять фрезу №5 из 8-штучного набора, то это будет ошибкой, и в работе получится брак. В этом случае профрезерованная впадина между зубцами получится значительно шире, чем это требуется. Для того, чтобы получить правильный профиль у косых зубцов, необходимо модульную фрезу подбирать не по действительному числу зубцов, а по фиктивному. Это фиктивное число зубцов необходимо определять по следующей формуле: .jpg)
где Zф – фиктивное число зубцов фрезы, z – действительное число зубцов, β – угол наклона зуба.
Основная ошибка в профиле нарезаемого колеса здесь обусловлена тем, что косозубое колесо имеет эвольвентный профиль только в торцовом сечении, тогда как эвольвентный профиль фрезы располагается в сечении нормальном к направлению зуба.
Метод обката. При методе обката (огибания) заготовка и зубонарезной инструмент воспроизводят движения пары сопряженных элементов зубчатой или червячной передачи. Для этого инструменту придается форма зубчатого колеса, зубчатой рейки или червяка. Эвольвентную кривую АВ зуба, опишет точка А, принадлежащая прямой СС (рис. 3, а), если эту прямую перекатывать без скольжения по неподвижной окружности F. Отрезок DE, будет касаться эвольвентной кривой во всех положениях прямой СС. Это означает, что эвольвентная кривая в данном случае будет огибающей ряда последовательных положений отрезка DE, перемещающегося вместе с прямой АС.
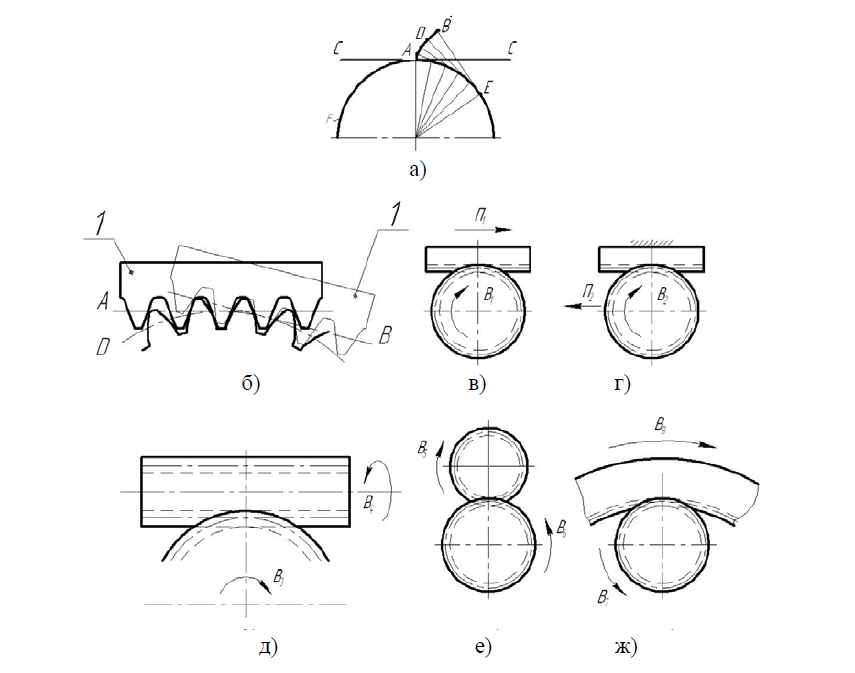
Рис. 3. Схемы зубонарезания методом обкатки
Для образования профиля зуба цилиндрических колес методом обката исходной рейке 1 с прямолинейным производящим контуром АВ (рис. 3, б) сообщают движение качения относительно нарезаемой заготовки (по делительной окружности Д). Образуемый таким способом профиль зуба является огибающей положений производящего контура. Это исполнительное движение формообразования профиля зуба является сложным и осуществляется в станках двумя элементарными взаимосвязанными движениями. Возможны схемы нарезки зубьев при движениях П1 и В1 (рис. 3, в) или при движениях П2 и В2 (рис. 3, г). Вариант относительного движения гребенки при неподвижной заготовке в практике не используется, так как в этом случае усложняется конструкция станка. Если рейки размещены на цилиндре так, что производящие контуры располагаются по винтовой линии, то режущая рейка становится червячной фрезой, и исполнительное движение формообразования состоит из двух вращательных движений В3 и В4 (рис. 3, д). В качестве производящего контура, кроме зуба рейки, можно использовать также зубчатые цилиндрические колеса. Тогда исполнительное движение образуется из двух взаимосвязанных вращательных движений В5 и В6 (рис. 3, е) при нарезании колес с внешним зацеплением и В7, В8 при нарезании колес с внутренним зацеплением (рис. 3, ж).
Источник
Нарезание зубьев цилиндрических зубчатых колес




![]()
![]()
Существует два основных способа нарезания зубьев цилиндрических зубчатых колес: копированием и обкаткой (огибанием).
Простейший способ нарезания копированием заключается в прорезании впадин между зубьями профильными (модульными) фрезами. После прорезания каждой впадины заготовку поворачивают на величину шага зацепления.

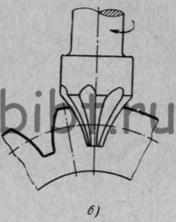
Рис. 3. Схема нарезания зубьев модульными фрезами
Модульные фрезы бывают дисковые (рис. 3, а) и концевые (пальцевые). Концевые фрезы (рис. 3, б) применяют для нарезания зубьев больших модулей.
Нарезание зубьев по способу копирования дисковыми фрезами производится на универсально-фрезерных станках с применением делительных головок, а пальцевыми фрезами нарезают на зубофрезерных станках, снабженных специальными головками или на специальных станках. Способ копирования в силу ряда недостатков применяется лишь для нарезания зубьев колес невысокой точности при единичном производстве (главным образом в ремонтных мастерских).
Неточность нарезания зубьев этим способом в основном определяется следующей причиной: чтобы получить точный профиль зубьев, нужно было бы для каждого модуля применять отдельную дисковую фрезу. Но это экономически невыгодно, так как пришлось бы иметь в цехе слишком большое число фрез. Поэтому используют наборы в 8, 15 или 26 фрез. Таким образом, одной фрезой нарезают зубчатые колеса с разным числом зубьев, находящимся в определенном диапазоне.
Нарезание зубьев методом обкатки (огибания) основано на воспроизведении зацепления зубчатой пары, одним из элементов которой является режущий инструмент.
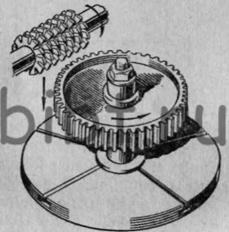
Рис. 4. Схема нарезания зубьев червячной фрезой
Нарезание червячной фрезой производят на зубофрезерных станках. Червячная фреза (рис. 4) представляет собой червяк с профилем зуборезной (основной) рейки, превращенной в режущий инструмент в результате прорезания в нем продольных спиральных канавок и затылования. Червячные фрезы делают однозаходными и многозаходными.
При нарезании зубьев обрабатываемая заготовка вращается вокруг вертикальной или горизонтальной оси, а фреза, вращаясь вокруг другой оси, перемещается вдоль оси вращения заготовки. Ось шпинделя фрезы наклонена относительно оси вращения заготовки под углом, равным углу наклона витков фрезы.
Нарезание зубьев червячной фрезой широко распространено как для предварительного, так и для окончательного нарезания прямых и спиральных наружных зубьев цилиндрических зубчатых колес в серийном и массовом производстве.
Существуют одношпиндельные и двушпиндельные зубофрезерные станки; чаще используют одношпиндельные станки.
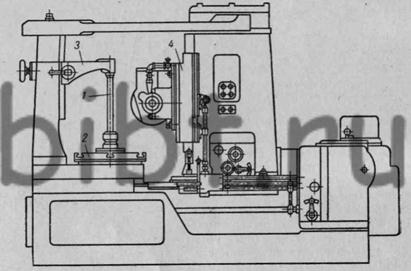
Рис. 5. Зуборезный станок
На рис. 5 показана схема одношпиндельного зубофрезерного станка. Здесь заготовка закреплена на вертикальной оправке 1 круглого стола 2, могущего перемещаться для установки на нужную глубину резания. Сверху оправка поддерживается кронштейном 3. Фреза помещена на шпинделе суппорта 4, перемещающегося в вертикальном направлении.
 Нарезание прямых и спиральных наружных и внутренних зубьев цилиндрических колес может производиться также методом долбления.
Нарезание прямых и спиральных наружных и внутренних зубьев цилиндрических колес может производиться также методом долбления.
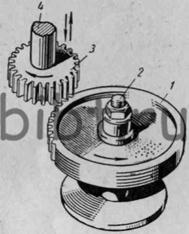
Рис. 6. Схема нарезания зубьев на зубодолбежных станках
В этом случае режущий инструмент-долбяк (рис. 6) представляет собой режущее колесо с зубьями эвольвентного профиля. Нарезание зубьев производится на зубодолбежных станках, устроенных следующим образом. Заготовка 1, закрепленная на оправке вертикального шпинделя 2, медленно вращается вокруг своей оси. Долбяк 3, помещенный на шпиндель 4 головки, вращаясь, совершает возвратно-поступательное движение в вертикальном направлении, образуя постепенно впадины между зубьями в заготовке. В процессе зубонарезания окружные скорости долбяка и заготовки одинаковы (на их начальных окружностях), как будто бы они находятся в действительном зацеплении.
Долбление круглыми долбяками — единственно возможный способ нарезания зубчатых колес с внутренним зубом, а также зубчатых колес, у которых зубчатый венец расположен вблизи буртика или зубьев блочных колес, фрезерование которых невозможно из-за отсутствия места для выхода фрезы.
Источник
Способы нарезания зубчатых колёс
![]()
![]()
Применяются два основных способа нарезания зубчатых колес: копирование и обкатка (огибание). Существуют и другие способы, такие как отливка, накатка, при которой зубья образуются без дополнительной обработки, но они не обеспечивают высокую точность изготовления зубчатых колёс.
По способу копирования специальной дисковой (рис. 1.31) или пальцевой фрезой (б) прорезают впадины, вследствие чего впадина соответствует очертаниям инструмента. После того как очередная впадина прорезана и закончился холостой ход фрезы, заготовку поворачивают на угол:
 ;
;  -угловой шаг.
-угловой шаг.
Недостатки: метод малопроизводителен, низкая точность нарезания колёс, сложный инструмент, необходима большая номенклатура инструмента.
 |
| Рис. 1.31 |
Рассмотрим метод обкатки. Если режущий инструмент выполнить в виде зубчатой рейки (рис. 1.32), то методом обката им можно нарезать зубчатое колесо с эвольвентным профилем зубьев.
Рассмотрим контур зубьев рейки ( рис. 1.33), который называется исходным, так как он служит основой для определения форм и расположения режущих кромок.
 |
| Рис. 1.32 |
 |
| Рис. 1.33 |
Профиль зуба режущего инструмента отличается от исходного профиля тем, что высота головки увеличена на  , то есть на величину радиального зазора, так как головка зуба рейки вырезает ножку зуба в заготовке. Этот контур называют производящим.
, то есть на величину радиального зазора, так как головка зуба рейки вырезает ножку зуба в заготовке. Этот контур называют производящим.
Прямая (С-С) проходящая по середине общей высоты зуба называется средней прямой (иногда делительной);
 (коэффициент зуба).
(коэффициент зуба).
 (При обкатке режущим инструментом, заготовке сообщается такое относительное движение, какое имели бы они в зацеплении.)
(При обкатке режущим инструментом, заготовке сообщается такое относительное движение, какое имели бы они в зацеплении.)
Существуют следующие разновидности метода обкатки.
Режущий инструмент выполняют в виде зубчатой рейки (рис. 1.33).
преимущество: простота инструмента и высокая точность изготовления зубчатых колес.
2. Режущий инструмент выполнен в виде зубчатого колеса, высота головки которого  , который носит название долбяка (рис. 1.34).
, который носит название долбяка (рис. 1.34).
преимущество: можно нарезать зубчатые колеса с внутренними и наружными зубьями.
3. Режущий инструмент выполнен в виде червячной фрезы, продольное сечение которой имеет вид зубчатой рейки
преимущество: непрерывность процесса, процесс более производителен.
недостаток: можно нарезать зубья только с внешним зацеплением.
Источник



