
Инструменты для нарезки резьбы. Виды и работа. Применение
Резьбовое соединение является одним из самых популярных способов закрепления различных деталей и элементов. Не всегда можно приобрести различные крепления, на которые уже нанесена резьба, поэтому ее необходимо нарезать самостоятельно. Для этого применяются специализированные инструменты для нарезки резьбы. С их помощью также возможно обновить затертую или поврежденную другим способом ранее нанесенную резьбу.
Виды инструментов для нарезки резьбы
Для нарезки применяется 3 разновидности инструментов:
Инструмент для нарезания отличается между собой не только по диаметру, но и по типу создаваемой резьбы. Она может быть метрической или дюймовой. Метрическая применяется на подавляющем большинстве крепежных элементов. Она используется в машиностроении, бытовом оборудовании и в прочих направлениях. Дюймовая резьба применяется исключительно на водопроводных элементах. В некоторых странах метрическая резьба не применяется вообще, и все крепежные элементы сделаны с помощью дюймовой.
Еще одним немаловажным различием подобного инструмента является направление создаваемой резьбы. Оно может быть левым и правым. Нельзя применяя один инструмент, провести нарезание резьбы в обе стороны, если он не универсальный.
Метчик
Метчик – это цилиндрический инструмент, который предназначен для нарезания внутренней резьбы в трубах и гайках. Его поверхность имеет выступающие ребра, которые при ввинчивании в пустотелые металлические элементы подходящего диаметра создают винтовые канавки, вырезая стружку. В результате вкручивания метчик прокладывает резьбу. Этот прибор представляет собой небольшой металлический прут из высококачественной твердой стали, на одном конце, которого имеется режущая часть, а на втором хвостовик для подсоединения воротка. Вдоль поверхности метчика идет выборка, сквозь которую обеспечивается отвод срезанной стружки. Самыми удобными для применения являются инструменты, которые имеют 3-5 канавок для отвода стружки. Они гораздо меньше забиваются и дают чистую поверхность без видимой деформации. После нарезания резьбы с помощью метчика, болт или шпилька накручивается без усилий по всей поверхности.

С помощью метчика можно нарезать резьбу или провести калибровку в случае ее повреждения.
Этот инструмент бывает трех разновидностей:
Ручные метчики обычно предлагаются в наборе из 2-3 инструментов одинакового диаметра. Первый проводит черновую нарезку резьбы, а последний обеспечивает создание высококачественного гладкого профиля, который обеспечивает легкое скручивание болтов или шпилек. Очередность применения метчиков, которые идут в наборе, обозначается цифрами на их корпусе.
Машинные предназначены для нарезания резьбы на станках. У них имеется иной профиль канавок, для более быстрого отвода стружки. При этом форма хвостовика подогнана для закрепления в патрон на станке.
Гаечные применяются специально для гаек. Их легко узнать, поскольку они самые короткие. Так как этот инструмент предназначен для нарезки резьбы только в гайках, которые обычно отличаются небольшой шириной, он делается очень коротким. В связи с этим его длина позволяет сделать максимум 12 витков. Гаечные метчики тоже могут быть черновыми и чистовыми. Черновой только создает начальную резьбу для вкручивания заборной части более длинного инструмента.
Для правильного закрепления метчика ручного или гаечного типа применяется специальный вороток, который насаживается на хвостовик. От переднего угла метчика зависит его применение и металл, с которым он может работать. Угол с наклоном от 5 до 10 градусов делает инструмент удобным для обработки стали. Уклон от 0 до 5 градусов предназначен для чугуна. Метчики с заточкой от 10 до 25 градусов применяются для цветных металлов и их сплавов.
Плашка
Плашка (лерка) применяется для создания винтовой нарезки на болтах и шпильках. Она представляет собой круглую шайбу с центральным отверстием, которая имеет несколько выступающих ребер с острой кромкой. Плашка нарезает и калибрует внешнюю резьбу за один проход. Обычно ее применяют для нарезки резьбы на прутах диаметром до 52 мм. Стандартная толщина плашек составляет от 8 до 10 витков. Угол нарезанных выступов у плашки может отличаться. Инструмент с углом 40-60 градусов применяется для сквозного прохода. В том случае, если необходимо нарезать резьбу вплотную до упора, применяется плашка с углом 90 градусов.

Для того чтобы получить качественно нарезанную резьбу необходимо чтобы диаметр стержня, который будет обрабатываться, был на 0,3-0,4 мм больше, чем внутренний размер плашки. Также при применении этого инструмента стоит учитывать, что требуется снятие фаски на краю. Для того чтобы удерживать плашку применяется специальные воротки.

Плашка может быть цельной или разрезанной. Цельная имеет выступающие зубья для врезания в металл по всей поверхности. Использование такого инструмента требует серьезных усилий. Гораздо более популярными являются разрезанные плашки, которые имеют разделенные рабочие части, что уменьшает площадь контакта. Это облегчает процесс вывода стружки, и уменьшает трение.
Плашка может применяться для нарезания резьбы на правую или левую сторону. Также существует универсальный инструмент, который работает одинаково хорошо в обоих направлениях. Он обозначается маркировкой LN.
Клупп
Клупп – это практически та же плашка, но существенно больше. Он представляет собой систему резцов, устанавливаемых непосредственно в держатель, который одновременно служит и направляющей. Обычно такой инструмент для нарезки резьбы применяется для нарезания внешней резьбы на трубах, а также толстых металлических стержнях. Предлагаемые на рынке клуппы обычно имеют не только метрический ход, но и дюймовый. Обычно клупп применяют сантехники для подготовки труб.

Клупп продаются в наборе, в котором предлагается один держатель и несколько плашек. Насадки можно с легкостью менять. Также существуют электрические клуппы, которые фиксируются на трубе и они сами нарезают на ней резьбу. Благодаря тому, собственному редуктору, они способны создавать большие усилия, даже при слабом электродвигателе.
Особенность использования инструмента для нарезания резьбы
Для того чтобы получить качественную резьбу, с гладкой поверхностью, заготовку с которой проводится работа нужно закрепить в тисках. Если это невозможно, к примеру, при обновлении резьбы на водопроводной трубе, которая уже установлена, следует ее удерживать трубным ключом. Для того чтобы получить качественный результат также важно подобрать правильный диаметр инструмента для нарезки резьбы. Если используется метчик, то он должен быть на 0,2-0,3 мм больше, чем отверстие, в которое он вкручивается. Если применяется плашка или клупп, то наоборот стержень должен быть больше, примерно на 0,3-0,4 мм.

Перед началом работы рекомендовано подготовить смазку. Это позволит уменьшить трение и снизить нагрузку. Кроме того, наличие смазки позволяет избежать образования заусениц и чрезмерного перегрева детали. При использовании плашки или метчика стоит сделать несколько витков без применения смазочного материала. Это позволит зубцам плотно врезаться в металл под правильным углом. Если сразу пытаться нарезать резьбу на скользкой поверхности, возможно появление перекоса. В качестве смазки можно поменять машинное масло, солидол, солярку и даже свиное сало.
Для работы с алюминием рекомендовано использовать в качестве смазки керосин. Для очень твердых сталей, жесткость которых практически равна применяемому инструменту, стоит воспользоваться олифой.
Применяя инструменты для нарезки резьбы нужно делать это правильно
После осуществление нескольких витков необходимо сделать обратный ход. Это позволит эффективно удалить полученную стружку и улучшить поверхность образованных выступов. При этом следует периодически обновлять ранее нанесенную смазку. В том случае если машинного масла, солидола или свиного сала нет, в крайнем случае, можно воспользоваться сильно мыльной водой. Она существенно уступает по вязкости, но вполне способно улучшить прохождение инструмента.
Если проводится нарезка внутренней резьбы, то следует обратить внимание на то, что сначала берется метчик, который имеет неполную нарезку. Его можно узнать по кончику с коническим срезом и маркировкой «1». Он делает неглубокую нарезку, которую еще сложно назвать полноценной резьбой. После него применяется более ровный метчик, на которой нанесена маркировка в виде цифры «2». При прохождении он углубляет уже имеющеюся борозду и делает ее приемлемой для вкручивания болтов и винтов.
В некоторых наборах имеется инструмент с маркировкой «3». Он позволяет подготовить резьбовое соединение еще более качественно, доведя его до совершенства. При смене метчиков стоит учитывать, что последующее добавление смазки является обязательным условием. Ее отсутствие может привести к раннему износ инструмента.
После того, как инструменты для нарезки резьбы скручиваются с обработанной поверхности, их нужно протереть сухой ветошью. Особенно это важно, если в качестве смазки использовалась мыльная вода. То же самое касается и масла со свиным салом. Эти вещества являются довольно липкими, поэтому способствует прилипания пыли и грязи, что в дальнейшем повлечет забивание резьбы и ее прилипание при вкручивании.
Источник
Черчение
Нарезание резьбы
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
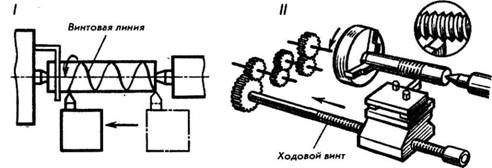
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
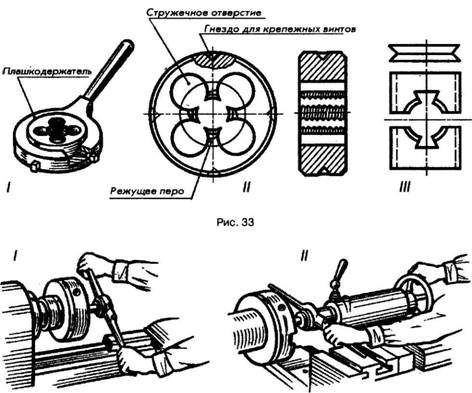
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
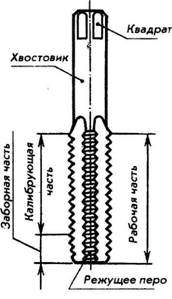
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
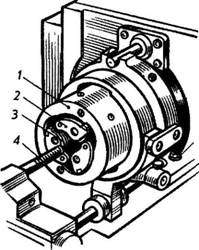
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
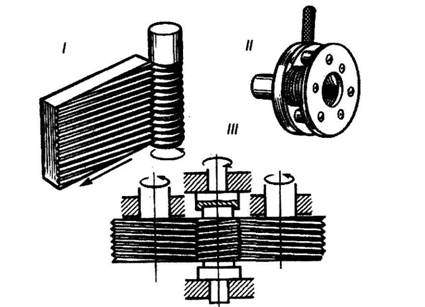
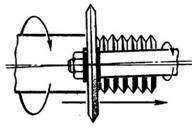
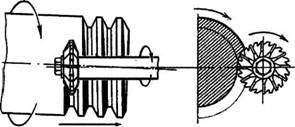
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.

Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Источник



