
- Инструмент для нарезания резьбы
- Общая информация о резьбонарезании
- Фасонные резцы для нарезания резьбы
- Резьбовые гребенки для повышения производительности труда
- Метчики, плашки и головки для резьбонарезания
- Как правильно нарезать витки на водопроводной трубе
- Работа плашкой
- Работа клуппом
- Черчение
- Нарезание резьбы
- Резьба: Виды резьбы. Инструмент для нарезания резьбы
Инструмент для нарезания резьбы
Резьбовой тип соединения на сегодняшний день получил самое широкое распространение. Он применяется в машиностроении и других сферах производства, характеризуется высокой надежностью и простой в изготовлении. При желании можно провести нарезание витков при помощи специальных инструментов, которые характеризуются практичностью и универсальностью в применении.

Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.

Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Фасонные резцы для нарезания резьбы
При использовании токарно-винторезного оборудования для нарезания резьбы следует подобрать наиболее подходящий резец. Производители выпускают специальные варианты исполнения резцов для нарезки резьбы, которые характеризуются своими определенными особенностями:
- При производстве создается режущая часть определенной формы. За счет этого образуется канавка требуемой формы.
- Режущая часть изготавливается из инструментальной стали, которая подвергается закалке. За счет этого при работе исключается вероятность быстрого износа режущей кромки.
- Применение рассматриваемого метода позволяет обрабатывать поверхности крупных заготовок.

В производственных цехах часто используется именно токарно-винторезный станок, так как плашек и метчиков для работы с заготовками большого диаметра практически нет. Кроме этого, при резьбонарезании возникает серьезная нагрузка.
Резьбовые гребенки для повышения производительности труда
Некоторые инструмент для нарезки резьбы характеризуются высокой эффективностью при применении. Примером можно назвать резьбовые гребенки, которые можно использовать для получения витков практически любых размеров. Их достоинствам можно отнести следующие моменты:
- Простая конструкция.
- Универсальность в применении.
- Высокая эффективность.
- Технологичность.

Гребенки представлены многониточными фасонными резцами, которые бывают призматического, круглого и стержневого типа. Чаще всего они применяются для нарезания резьбы с мелким шагом и небольшой высотой профиля.
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
- Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
- На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке. При его смещении витки могут быть расположены друг относительно друга неправильно.
- При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
- Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
- Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
- Как правило, на торцевой поверхности создается небольшая фаска. Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
- Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
- На 2-3 витка по ходу резьбы делается один оборот в обратном направлении. Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.

После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Работа клуппом
Для проведения рассматриваемой работы может использовать клупп. Он напоминает плашку, но при этом имеет большие размеры. Зачастую он применяется для нарезания резьбы на трубах, поставляется в специальных наборах с рукоятками. Среди особенностей применения отметим:
- Клуппом характеризуется высокой эффективностью, поэтому процесс нарезания витков упрощается.
- Инструкция по использованию плашки и клуппа практически идентична, разница заключается лишь в том, какое усилие нужно прикладывать для получения требуемого результата.
Набор для нарезания резьбы зачастую представлен сочетанием насадок различных диаметров. При изготовлении рабочей части также используется износостойкий материал, который не тупится при длительном применении.
Источник
Черчение
Нарезание резьбы
Чем нарезают резьбу?
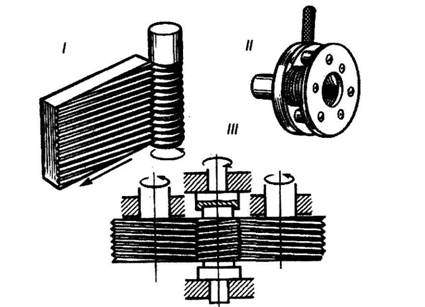
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
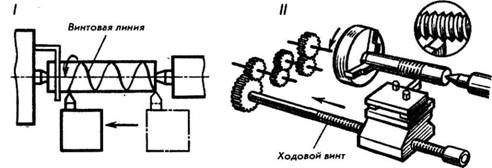
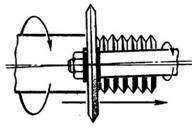
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
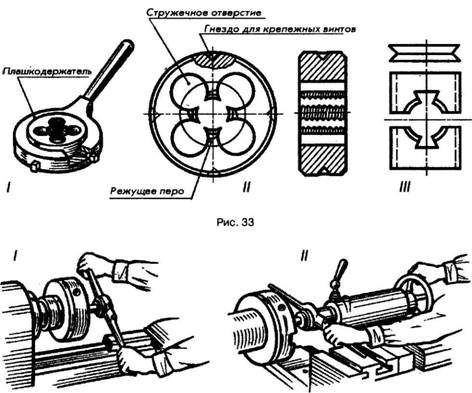
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
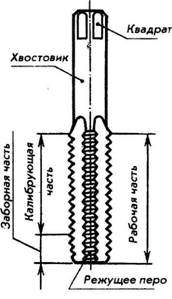
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
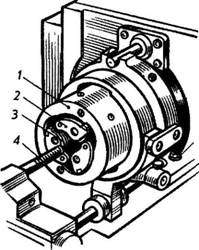
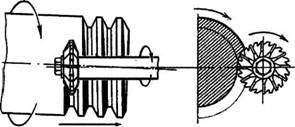
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.

Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Источник
Резьба: Виды резьбы. Инструмент для нарезания резьбы

Даже если вам редко приходится нарезать резьбу, все же полезно уметь отличить метрическую резьбу от дюймовой, а правую от левой. Видов резьб довольно много, но чаще всего мы имеем дело с треугольной резьбой — метрической и дюймовой. Отличие их не только в том, что все элементы метрической резьбы измеряются в миллиметрах, а дюймовой — в дюймах.
Эти резьбы отличаются еще профилем: метрическая резьба имеет профиль равностороннего треугольника, а дюймовая — равнобедренного, с углом 55 градусов при вершине. А еще резьбы отличаются шагом, и у дюймовой резьбы шаг больше, поэтому профиль ее крупнее, а резьба получается более прочная.
В отечественной практике крепежные изделия выполняются преимущественно в метрической системе, а дюймовая осталась для водопроводных труб. В последние годы появилось много импортной бытовой аппаратуры с крепежными элементами дюймовой системы малого размера.
Для нарезания резьбы используются специальные режущие инструменты — метчики (нарезание резьбы в отверстиях), плашки, лерки и клуппы (нарезание резьбы снаружи детали).
Метчик — это цилиндрический режущий инструмент с нанесенным на внешней поверхности профилем резьбы с канавками для отвода стружки. Пересечение канавки с витками резьбы образует режущую кромку метчика, которая и снимает стружку при нарезании резьбы.

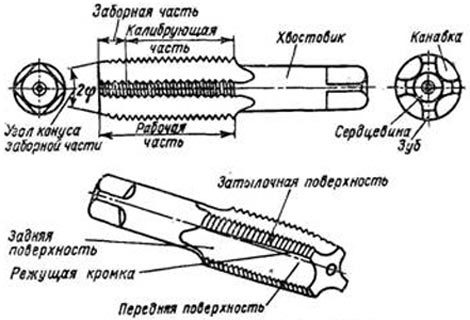
Метчики предназначены для нарезания или калибрования резьбы в отверстиях. Различают метчики ручные, машинные, гаечные (для нарезания резьбы в гайках) и плашечные (для нарезания резьбы в плашках). Ручные метчики поставляются в комплекте, состоящем из 2-3 метчиков; черновые метчики имеют заниженные размеры, а чистовой — размеры полного профиля резьбы. Гаечные метчики выполняют с коротким, длинным и изогнутым хвостовиками. Рабочая часть метчика L состоит из заборной L1 и калибрующей L2 частей. Длина заборной (режущей) части ручных черновых метчиков 4 витка, ручных чистовых метчиков 1,5-2 витка. Длина заборной части машинных метчиков при нарезании сквозных отверстий 5-6 витков, а при нарезании глухих отверстий 2 витка. У гаечных метчиков длина заборной части 11-12 витков. Калибрующая часть L2 служит для зачистки и калибрования резьбы и обеспечения правильного направления. Для уменьшения трения калибрующая часть имеет незначительный обратный конус. Хвостовая часть метчика L3 представляет собой стержень; конец хвостовика L4 у ручных (а иногда и машинных) метчиков имеет форму квадрата. Профиль канавки метчика оказывает влияние на процесс нарезания резьбы и должен способствовать отводу стружки. Широкое распространение получили метчики с тремя и пятью канавками. Передний угол метчика γ=5-10 градусам при обработке стали, γ=0-5 градусам при обработке чугуна и γ=10-25 градусам при обработке цветных металлов и их сплавов. Задний угол метчика α=4-12 градусам. Обычно метчики изготовляются с прямыми канавками, но в ряде случаев угол наклона канавки γ=8-15°, что улучшает условия отвода стружки.
Метчики, в зависимости от назначения, бывают слесарные, машинные, раздвижные и целый ряд специальных, но дома мы обычно используем простые слесарные метчики для нарезания резьбы вручную. Слесарные метчики, в свою очередь, бывают цилиндрические и конические — у цилиндрических метчиков в наборе 3 метчика одного размера, они имеют разный наружный диаметр, и полный профиль резьбы можно получить только чистовым метчиком, а у конических метчиков наружный диаметр в наборе одинаковый, а отличаются они длиной заборной части.
Набор метчиков для нарезания резьбы вручную обычно состоит из трёх (реже — из двух) инструментов — для черновой, промежуточной и чистовой обработки. Отличаются эти метчики метками рядом с обозначением резьбы -это либо цифры I, II и III или горизонтальные риски (одна, две или три).
Метчики для нарезания резьбы на станках называются машинными и имеют более полный профиль, иной профиль канавок и режущей кромки и иную форму хвостовика для крепления на станке.
Резьба может быть правой — когда гайка на болт наворачивается по часовой стрелке — и левой — гайка наворачивается вращением против часовой стрелки. В соответствии с этим резьбонарезный инструмент предназначен для нарезания правой или левой метрической или дюймовой резьбы.
Плашка. Для изготовления винтовой нарезки на болтах служат плашки, которые можно рассматривать как крепко закаленную стальную гайку с прорезями, образующими режущие кромки.

Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее широко применяются плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Обычно на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Угол 2φ=40-60 градусам при нарезании сквозной резьбы и 2φ=90 градусам при нарезании резьбы до упора. Передний угол у стандартных плашек γ=15-20 градусам. Задний угол α=6-8 градусам и выполняется только на заборной (режущей) части.



Хорошая, полная резьба получится только тогда, когда правильно подобран диаметр стержня или сверла для подготовки отверстия. Установлено, что для получения качественной резьбы на стержне диаметр его должен быть на 0,3—0,4 мм меньше наружного диаметра резьбы. В помещенной ниже таблице 1 приведены рекомендуемые диаметры стержней для метрической резьбы, нарезаемой плашками.
Таблица 1. Рекомендуемые диаметры стержней для метрической резьбы, нарезаемой плашками.
| Диаметр резьбы в мм | Диаметр стержня в мм | |
| наименьший | наибольший | |
| М6 | 5,80 | 5,85 |
| М8 | 7,80 | 7,90 |
| М10 | 9,75 | 9,85 |
| М12 | 11,76 | 11,88 |
| М14 | 13,70 | 13,82 |
| М16 | 15,70 | 15,82 |
| М18 | 17,70 | 17,82 |
| М20 | 19,72 | 19,86 |
| М22 | 21,72 | 21,86 |
| М24 | 23,65 | 23,79 |
| М27 | 26,65 | 26,79 |
| М30 | 29,60 | 29,74 |
| М35 | 34,66 | 34,83 |
| М42 | 41,55 | 41,72 |
| М48 | 47,55 | 47,74 |
Конец стержня нужно подготовить, сняв фаску, — немного сточив край.
Нарезка делается так. Зажимают в тиски стержень соответствующего диаметра и длины, со снятой на конце фаской. Затем ставят клупп с плашками или лерку и начинают навинчивать с некоторым нажимом; при этом плашки вырежут на поверхности стержня винтовую канавку. Проходят по стержню несколько раз, постепенно сжимая плашки, пока не получат хорошей, полной резьбы. Клупп и винтовальную доску надо вращать осторожно. Пытаться сразу получить полную нарезку нельзя, так как от чрезмерных усилий крепко закаленные плашки или винтовальная доска могут лопнуть. Вращают нарезной инструмент на один-полтора оборота вперед, а затем дают обратный ход, для того чтобы удалить стружку и обеспечить смазку. Плашки и метчики смазывают вареным маслом (можно машинным маслом и мыльной водой).
Нарезка отверстий обычно выполняется двумя или тремя метчиками. Сначала берется метчик с неполной нарезкой (1), у которого резьба конически срезана. Этот метчик делает в отверстии неглубокую лентообразную нарезку, которую углубляют более полным метчиком (2), а иногда проходят и третьим (3), почти цилиндрической формы. Метчики имеют четырехгранную головку, которую вставляют в рукоятку с соответствующими отверстиями, или вороток.
Перед нарезкой резьбы надо просверлить отверстие несколько меньше диаметра метчика.
В таблице 2 приведены диаметры отверстий в металле под резьбы метрические, причем для мелкой резьбы (с более мелким шагом) диаметры отверстий будут меньше.
Таблица 2. Отверстия под метрические резьбы.
| Обозначение резьбы | Диаметр, отверстия, мм |
| M1,0 | 0,75 |
| M1,2 | 0,95 |
| M1,4 | 1,1 |
| M1,7 | 1,35 |
| M2,0 | 1,6 |
| M2,3 | 1,9 |
| M2,6 | 2,15 |
| М3х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
В таблице 3 приведены значения диаметров отверстий под нарезание дюймовой резьбы.
Таблица 3. Отверстия под дюймовые резьбы.
| Обозначение резьбы, дюйм | Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм |
| Ниток на дюйм | мм | ||
| 1/8″ | 2,095 | 1,058 | 0,74 |
| 3/16″ | 4,762 | 1,058 | 3,41 |
| 1/4″ | 6,350 | 1,270 | 4,72 |
| 5/16″ | 7,938 | 1,411 | 6,13 |
| 3/8″ | 9,525 | 1,588 | 7,49 |
| 7/16″ | 11,112 | 1,814 | 8,79 |
Таблица 4. Трубные дюймовые резьбы.
| Обозначение резьбы | Наружный диаметр,мм | Шаг резьбы | Внутренний диаметр отверстия. мм | |
| трубы | резьбы | ниток на дюйм | мм | |
| труб 1/4″ | 13,5 | 13,158 | 1,337 | 11,8 |
| труб 3/8″ | 17,0 | 16,663 | 1,337 | 15,2 |
| труб 1/2″ | 21,25 | 20,956 | 1,814 | 18,9 |
| труб 3/4″ | 26,75 | 26,442 | 1.814 | 24,3 |
| труб 1″ | 33,5 | 33.250 | 2,399 | 30,5 |
Как и метчики, плашки и лерки для нарезания наружной резьбы не имеют сплошной режущей поверхности, и нарезание резьбы производится секторами. Для начала первого витка имеется неполный профиль на краю инструмента. Плашки бывают цельные и разрезные — цельная плашка нарезает полный профиль резьбы за один проход, а для более крупной по диаметру резьбы снять стружку за один проход трудно, и плашку делают разрезной и по мере работы поджимают. Плашки вставляются в плашкодержатели, где их закрепляют зажимными винтами по коническим углублениям на корпусе плашки.
Лерка, или винтовая доска,- это набор резьбонарезных гнезд в одном инструменте (в одной пластине). Как плашка, так и отверстие в лерке предназначены для нарезания только одного размера резьбы, а вот с помощью клуппов можно нарезать резьбы на деталях разного диаметра, но с одним и тем же шагом.



Клупп — это та же плашка (лерка), только без дорогих, нефункциональных частей. Дешевый держатель и прочные резцы — вот это и есть резьбонарезной клупп.

Как известно вся плашка делается из инструментальной дорогой стали, тогда как особая прочность необходима только резцам, которые в действительности и выполняют основную работу — нарезают резьбу. Крепятся резцы прямо в держателе, который одновременно служит направляющей.
Источник



