
Способы наполнения баллонов пропеллентом
Производство хладонов (пропеллентов) организовано на химических предприятиях; на фармацевтические они поступают в больших количествах в специальных емкостях.
Приготовление смесей сжиженных пропеллентов и подача их на линию наполнения оцениваются как сложные и специфические операции для производства, требующие особых условий и оборудования, работающего под давлением.
Методы заполнения аэрозольных баллонов пропеллентами:
· наполнение под давлением;
· низкотемпературный способ, или «холодное наполнение»;
· метод наполнения сжатыми газами;
· метод наполнения растворимыми сжатыми газами.
Основной при производстве аэрозолей — метод наполнения под давлением. Принцип его заключается в том, что в наполненные продуктом и герметизированные клапаном сосуды нагнетается под давлением пропеллент.
Для наполнения аэрозольных баллонов имеется большое число различных автоматических установок и линий, производительность которых может быть от 2 до 20 млн аэрозолей в год. Технологическая линия включает в себя все операции, приведенные на рис. 6.
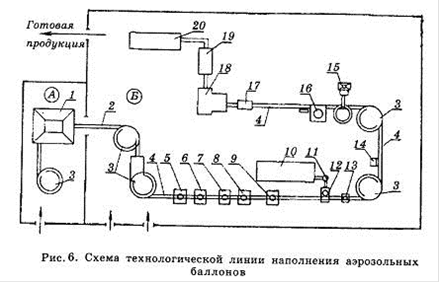
Баллоны загружают на ленту транспортера и подают в моечную машину 1, где они проходят стадию мойки, ополаскиваются, обрабатываются паром и сушатся. После этого по транспортеру 2 баллоны подаются на линию наполнения. С целью выравнивания производительности автоматов баллоны сначала попадают на стол-накопитель 3, а затем по конвейерному ленточному транспортеру 4 поступают на автомат для продувки 5 его стерильным сжатым воздухом.
Далее автоматическое дозирующее устройство 6 наполняет баллон концентратом, после чего из него удаляется воздух. Для этих целей автоматическая головка 7 дозирует 1 — 2 капли сжиженного пропеллента. Испаряясь, пропеллент вытесняет воздух, находящийся в баллоне. Далее баллоны герметизируют. Этот процесс осуществляется на автомате 8 крепления клапана. Крепление клапана может осуществляться двумя способами: с помощью разжимных цанг или закаткой путем вращения роликов вокруг горловины баллона.
После этого они поступают к дозаторам 9, которые впрыскивают в них пропеллент (хладон) под давлением. Порционные дозаторы могут быть роторного или линейного типа.
После заполнения баллонов пропеллентом они проходят проверку на прочность и герметичность в водяной ванне 10 при температуре 45±5 °С в течение 15 — 20 мин (для стеклянных баллонов) или 5 — 10 мин (для металлических баллонов). При нагревании баллонов в ванне создается повышенное давление, и они или взрываются, или выделяют пропеллент, что легко заметно по поднимающимся в воде пузырькам. Бракованные баллоны извлекаются из ванны ручным способом. Некоторые линии производства аэрозолей снабжены специальными детекторами с газовыми анализаторами, которые контролируют минимальные количества утечки пропеллента из баллонов. Негерметичные баллоны отбраковываются автоматически.
Далее баллоны по конвейеру поступают в сушильный туннель 11 и просушиваются после воды, а затем проходят контрольное взвешивание на автоматических весах 12. При изменении массы баллоны отбраковываются автоматически.
Если аэрозольные упаковки содержат в качестве пропеллента сжатый газ, то их контролируют на наличие давления газа с помощью манометра. Баллоны, не содержащие газа, отбраковываются автоматически 13. После этого баллоны снабжаются распылителями 14, проверка качества которых осуществляется на специальном автоматическом устройстве. С помощью ориентирующего автоматического приспособления 15 на баллоны одеваются защитные колпачки. Автомат 16 маркирует баллоны (серия, срок годности и другие данные). После этого баллоны поступают на линию упаковки 17, 18, 19, 20, где их помещают в пеналы, прилагая инструкцию по применению. Затем упаковывают в транспортную тару и обандероливают.
Источник
Наполнение аэрозольных баллонов.
Предложено много способов наполнения. Выбор способа зависит от физических свойств пропеллента. Наиболее распространенным методом в нашей стране является наполнение баллонов под давлением, которое осуществляется на автоматических линиях. В баллон дозируют лекарственное вещество (концентрат-раствор, эмульсия и т.д.), удаляют из него воздух (вводят инертный газ или вакуумируют), герметизируют клапаном и через него по трубопроводу под давлением вводят пропеллент.
После заполнения баллонов пропеллентом они проходят проверку на прочность и герметичность в водяной ванне при температуре 45±5 °С в течение 15-20 мин (для стеклянных баллонов) или 5-10 мин (для металлических баллонов).
Далее баллоны по конвейеру поступают в сушильный туннель и просушиваются после воды, а затем проходят контрольное взвешивание на автоматических весах. При изменении массы баллоны отбраковываются автоматически. Если аэрозольные упаковки содержат в качестве пропеллента сжатый газ, то их контролируют на наличие давления газа с помощью манометра. Баллоны, не содержащие газа, отбраковываются автоматически. После этого баллоны снабжаются распылителями, проверка качества которых осуществляется на специальном автоматическом устройстве. С помощью ориентирующего автоматического приспособления на баллоны одеваются защитные колпачки. Автомат маркирует баллоны (серия, срок годности и другие данные). После этого баллоны поступают на линию упаковки, где их помещают в пеналы, прилагая инструкцию по применению. Затем упаковывают в транспортную тару и обандероливают.
Маркировка, упаковка согласно действующей НД. На этикетке д.б. указано наименование ЛС, серия, срок годности.
В силу того, что аэрозольные баллоны могут быть взрыво- и огнеопасными, их производство, транспортирование и использование больными подчиняется определенным правилам: регламентируется максимальный объем заполнения пропеллентом и концентратом; устанавл. оптим. внутреннее рабочее давление и условия испытания готовой продукции; На
Производстве все заполненные баллоны проверяют на прочность и герметичность.Аэрозольные упаковки подлежат обязательной проверке на
Горючесть распыляемой смеси – аэрозольной струи и концентрата. Содержимое аэрозольных упаковок контролируют по качественному и количественному содержанию входящих компонентов.
Правила транспортирования и хранения аэрозольных упаковок предусматривают определенные условия: следует избегать ударов; воздействия прямых солнечных лучей; резкого подъема температуры; на складах, где хранятся аэрозольные упаковки, необходимо постоянно контролировать чистоту воздуха, т.к. возможна утечка пропеллента из негерметичных упаковок и как следствие этого самовоспламенение горючих компонентов.
Аэрозольные упаковки хранят при температуре от 0° до 35° на расстоянии не менее 2 м от действующих отопительных приборов. Перевозка аэрозольных упаковок осуществляется в прочной таре – деревянных или картонных ящиках с горизонтальными прокладками или разделителями.
Дата добавления: 2018-08-06 ; просмотров: 487 ; Мы поможем в написании вашей работы!
Источник
Способы наполнения аэрозольных баллонов при
Наполнение парфюмерных аэрозольных упаковок
Процесс наполнения аэрозольных упаковок состоит из трех самостоятельных технологических операций: приготовления активного продукта, смеси пропеллентов, собственно наполнение, отделка, контроль и упаковка аэрозольных баллонов.
Технология приготовления активного продукта была описана выше (см. главы 7 и 13). Здесь рассматриваются остальные технологические операции наполнения аэрозолей.
Отметим только, что активный продукт после приготовления из реактора перекачивают или передавливают в сборники цеха наполнения, откуда он самотеком или под давлением подается на линию наполнения, к аппарату дозирования активного продукта.
Приготовление и транспортировка смесей пропеллентов. Технологический процесс приготовления пропеллентов зависит от способов транспортировки и смешивания их. Для внутризаводской транспортировки пропеллентов применяют в основном два способа: выдавливание про-пеллента из емкости, в которой он хранится, с помощью избыточного давления, создаваемого в ней азотом, а также нагретыми парами самих хладонов или перекачиванием насосом. Способ выдавливания пропел-лента азотом применяется в тех случаях, когда потребность пропеллен-та в производстве невелика и необходимо получать смеси в заданных соотношениях. Этот способ имеет ряд преимуществ: уменьшаются потери хладонов; нет опасности загрязнения продукта посторонними примесями; в системе сохраняется постоянное давление.
Для создания условий для передавливания хладонов при первом способе необходимо, чтобы разность давлений в емкостях была минимум 0,2 МПа, что достигается разницей температур в емкостях.
Второй способ (перекачивание насосом) имеет недостатки: неизбежные потери хладонов, а также колебания давления, вызванные пульсацией насоса, отражаются на точности дозирования пропеллентов в наполняющих машинах. Иногда применяют оба метода, комбинируя их.
Основной причиной потери пропеллентов при транспортировке и хранении является плохая герметичность системы. На предприятиях герметичность системы строго контролируется по утвержденному регламенту с помощью электронных приборов. Утечка огнеопасных пропеллентов (пропана, бутана) может явиться причиной пожара.
Собственно нагТЬлнение аэрозольных упаковок. Существуют три метода наполнения упаковок пропеллентами.
1. Метод наполнения сжиженными пропеллентами под давлением: отмеренное количество пропеллента при нормальной температуре ин-
жектируется в баллон через отверстие в клапане или под клапан.
2. Низкотемпературный метод: раствор активного вещества и пропеллент перед зарядкой охлаждают до температуры на несколько градусов ниже температуры кипения самого низкокипящего компонента и вводят через горловину баллона.
3. Наполнение сжатыми газами: сжатый газ, используемый в качестве пропеллента, инжектируется непосредственно через клапан в баллон, пока давление в последнем не сравняется с заданным давлением.
Наполнение сжиженными пропеллентамн. Этот процесс состоит из четырех основных операций:
загрузка определенной дозы продукта в баллон (продукт дозируется по объему или по массе);
установка клапана в горловину баллона и завальцовка его; загрузка отмеренной дозы пропеллента под давлением через клапан или под него;
удаление из упаковки воздуха.
Последовательность операций зависит от того, как вводится пропеллент: через клапан или под клапан. При использовании любого способа наполнения самой сложной и крайне необходимой операцией является удаление воздуха, так как он не только повышает внутреннее давление в аэрозольной упаковке, но главным образом может быть причиной коррозионных процессов в ней. Для удаления воздуха из газообразной фазы существует ряд методов:
сразу после наполнения баллона продуктом можно добавить несколько капель пропеллента с низкой температурой кипения (например, хладон-12). Мгновенно образующиеся пары пропеллента вытесняют большую часть воздуха. В настоящее время это выполняется автоматически специальными заполняющими устройствами; продувание баллона инертным газом;
метод вакуумной герметизации, т. е. подключение баллона к вакуумной линии;
удаление воздуха из газовой смеси продувкой баллона после его наполнения и герметизации путем непрерывного распыления пропеллента в течение 5—10 с.
Низкотемпературный метод наполнения. Этот метод наполнения, иногда называемый холодным способом, отличается от рассмотренного выше не только последовательностью операций, но и технологией в целом.
Если метод наполнения под давлением применим для любого продукта, то метод холодного способа ограничивается свойствами продуктов, которые не должны изменяться в их интервалах температур от минус 40 до плюс 60 °С. Во-первых, продукт, который изменяет свои свойства при изменении температуры в этих пределах, для данного способа заполнения не подходит. Во-вторых, при производстве аэрозолей холодным способом не всегда могут быть использованы стеклянные
сосуды. Процесс производства связан с эксплуатацией техники глубокого охлаждения.
Для холодного способа тара должна поступать на наполнение заранее охлажденной. Продукт и пропеллент должны находиться при низкой температуре (от минус 35 до минус 40 °С). Наполнение сосуда заранее охлажденным продуктом с пропеллентом может быть осуществлено путем объемного дозирования. После наполнения проводится герметизация упаковки клапанов и подогрев ее до комнатной температуры. Все последующие операции аналогичны соответствующим операциям при наполнении сжиженными газами.
Преимущество этого метода — более простое наполнение баллонов продуктом и пропеллентом, осуществляемое путем обычной фасовки, а также возможность обойтись без вакуумирования. Удаление воздуха (продувание) сводится к простому замещению его парами пропеллента, осуществляется оно в промежутке между наполнением баллона пропеллентом и герметизацией баллона.
К недостаткам этого метода следует отнести невозможность применения его для продуктов с высокой вязкостью. Низкотемпературное наполнение желательно применять для таких изделий, в которых пропеллентов несколько меньше, чем продукта.
Наполнение сжатыми газами. Этот метод является методом наполнения под давлением, но он отличается от метода наполнения сжиженными газами следующим:
сжатый газ не дозируется, а под давлением инжектируется через клапан до тех пор, пока внутри баллона не будет достигнуто одинаковое давление с аппаратом-наполнителем. Необходимое давление заранее определяется расчетным путем для каждого конкретного случая. Величина давления контролируется манометром;
если сжатый газ растворим в растворе активного вещества, инжектирование пропеллента сопровождается энергичным встряхиванием для обеспечения абсорбции газа раствором. Этот метод в основном используется при упаковке пищевых продуктов;
когда в качестве пропеллента используются сжатые газы, не всегда требуется удаление воздуха. Часто давление в упаковке создается за счет смеси сжатого газа с воздухом.
Полуавтоматическая линия наполнения баллонов аэрозолями. Выбор оборудования для наполнения и укупоривания аэрозольных сосудов обусловлен экономическими факторами, свойствами упаковываемого продукта и пропеллента, видом применяемых сосудов и распределительных клапанов, в которых образуются аэрозоли, и т. д. Однако в большинстве случаев важнейшим критерием является требуемая производительность оборудования. По этому показателю выпускаемое в настоящее время оборудование классифицируется на четыре группы, для каждой из которых характерен специфический набор машин, механизмов и устройств:
1. Лабораторные установки обычно применяются в научно-исследо-вательских целях, а также для выпуска небольших партий продукта в аэрозольной упаковке. Производительность таких установок от 100 До 300 упаковок в час.
i 2. Отдельные агрегатированные машины производительностью от 20 до 120 сосудов в мин.
3. Полуавтоматические поточные линии.
I 4. Автоматические линии производительностью 300 и более упаковок в минуту.
На рис. 50 показана полуавтоматическая линия наполнения аэрозолей фирмы ’’Бомбрини”’ (Италия). Процесс наполнения заключается в следующем. Баллоны, полученные на линии производства тары, поступают на вращающийся приемный стол-накопитель 1, установленный в начале линии наполнения. Для удаления пыли баллоны обдуваются сжатым воздухом на станции продувки 2 и направляются в автомат для наполнения продуктом 3. Правильность дозирования периодически проверяется на обычных весах. Продукт к автомату подается по трубопроводам из цеха подготовки. Затем наполненные продуктом баллоны поступают на автомат для герметизации клапанами 4. Одновременно с этим производится и вакуумирование их.
Баллоны, вакуумированные и герметизированные клапанами, далее направляются в автомат наполнения пропеллентом 5, где под давлением через клапан в них нагнетается сжиженный газ, поступающий по специальным коммуникациям с участка подготовки пропеллентов. Правильность дозирования периодически проверяется на весах. Затем баллоны поступают в термостатическую ванну б для испытания на герметичность при температуре 50±5 °С.

Рис. 50. Полуавтоматическая линия наполнения аэрозольных баллонов
Аэрозольные упаковки, удерживаемые специальными цанговыми’ зажимами за головку клапана, проходят через водяную ванну. Скорость перемещения баллона в ванне определяется вместимостью упаковок, а также теплоемкостью их содержимого.
За баллонами в термостатической ванне наблюдает оператор. Если из какого-нибудь баллона выделяются пузырьки хладона (т. е. он не герметичен), то при выходе из термостата такие баллоны удаляются как брак. После термопроверки аэрозольные баллоны хорошего качества додаются на автомат 7, где производится осушка их воздухом. Затем баллоны из питателя-накопителя 8 поступают на автомат 9 для установки выпускной кнопки.
Следующая операция — станция контроля, где проводится визуальная проверка качества распыления, что способствует удалению остатков воздуха из баллона. Баллоны с аэрозолями, прошедшие контроль массы и проверку качества клапанных устройств, подаются в автомат 10, где на них надеваются защитные колпачки. Затем автоматом 11 баллоны укладываются в коробки, автоматом 12 обандероливаются, маркируются и отправляются на склад готовой продукции.
Производительность линии достигает 90—120 упаковок в минуту в зависимости от вместимости сосудов. Привод обычно пневматический, так как он пожаро- и взрывобезопасен. Наполнительные штуцера автомата комплектуются датчиками присутствия сосуда: пока сосуд не пришел в рабочую позицию, ни полезный продукт, ни пропеллент не дозируются.
Источник



