
- Термические способы наплавки
- Ручная дуговая наплавка штучными электродами
- Основные достоинства метода:
- Основные недостатки метода:
- Полуавтоматическая и автоматическая дуговая наплавка
- Основные достоинства метода:
- Основной недостаток:
- Электрошлаковая наплавка (ЭШН)
- Основные достоинства метода:
- Основные недостатки метода:
- Плазменная наплавка (ПН)
- Основные достоинства метода ПН:
- Основные недостатки ПН:
- Индукционная наплавка (ИН)
- Основные достоинства метода ИН:
- Основные недостатки ИН:
- Лазерная (световая) наплавка (ЛН)
- Электродные ленты для наплавки
- Холоднокатаные электродные ленты
- Порошковые электродные ленты
- Спеченные электродные ленты
- ЭЛЕКТРОДУГОВАЯ НАПЛАВКА ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ
Термические способы наплавки
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Ручная дуговая наплавка штучными электродами
Наиболее универсальный метод, пригодный для наплавки деталей различной формы, может выполняться во всех пространственных положениях. Легирование наплавленного металла производится через стержень электрода и/или через покрытие.
Для наплавки используют электроды диаметром 3—6 мм (при толщине наплавленного слоя менее 1,5 мм применяют электроды диаметром 3 мм, при большей — диаметром 4—6 мм).
Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока должна составлять 11—12 А/мм 2 .
Основные достоинства метода:
- универсальность и гибкость при выполнении разнообразных наплавочных работ;
- простота и доступность оборудования и технологии;
- возможность получения наплавленного металла практически любой системы легирования.
Основные недостатки метода:
- низкая производительность;
- тяжелые условия труда;
- непостоянство качества наплавленного слоя;
- большое проплавление основного металла.
Полуавтоматическая и автоматическая дуговая наплавка
Для наплавки применяются все основные способы механизированной дуговой сварки — под флюсом, самозащитными проволоками и лентами и в среде защитных газов. Наиболее широко используется наплавка под флюсом одной проволокой или лентой (холоднокатаной, порошковой, спеченной). Для увеличения производительности применяют многодуговую или многоэлектродную наплавку. Легирование наплавленного металла осуществляется, как правило, через электродный материал, легирующие флюсы применяются редко. Большое распространение получила дуговая наплавка самозащитными порошковыми проволоками и лентами. Стабилизация дуги, легирование и защита расплавленного металла от азота и кислорода воздуха обеспечивается за счет компонентов сердечника электродного материала.
Дуговая наплавка в среде защитных газов применяется относительно редко. В качестве защитных газов используются СОг, аргон, гелий, азот или смеси этих газов.
Вследствие большого проплавления основного металла при дуговой наплавке необходимый состав наплавленного металла удается получить только в 3—5-мм слое.
Основные достоинства метода:
- универсальность;
- высокая производительность;
- возможность получения наплавленного металла практически любой системы легирования.
Основной недостаток:
- большое проплавление основного металла, особенно при наплавке проволоками.
Электрошлаковая наплавка (ЭШН)
ЭШН основана на использовании тепла, выделяющегося при прохождении электрического тока через шлаковую ванну.
Основные схемы электрошлаковой наплавки приведены на рис. 25.2.
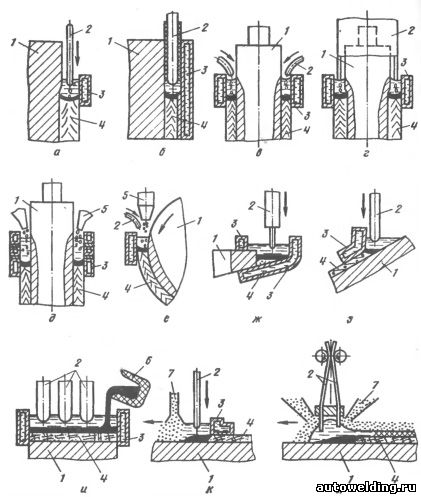
Рис. 25.2. Схемы электрошлаковой наплавки:
а — плоской поверхности в вертикальном положении: б — неподвижным электродом большого сечения; в — цилиндрической детали проволоками; г — электродом-трубой; д — зернистым присадочным материалом: е — композиционного сплава; ж — составным электродом; з — плоской поверхности в наклонном положении; и — жидким присадочным металлом; к — горизонтальной поверхности с принудительным формированием; л — двумя электродными лентами со свободным формированием; 1 — основной металл: 2 — электрод; 3 — кристаллизатор; 4 — наплавленный металл; 5 — дозатор; 6 — тигель; 7 — флюс
ЭШН можно производить в горизонтальном, вертикальном или наклонном положении, как правило, с принудительным формированием наплавленного слоя. Наплавка на горизонтальную поверхность может идти как с принудительным, так и со свободным формированием.
Основные достоинства метода:
- высокая устойчивость процесса в широком диапазоне плотностей тока (от 0,2 до 300 А/мм 2 ), что позволяет использовать для наплавки как электродную проволоку диаметром менее 2 мм, так и электроды большого сечения (>35000 мм 2 );
- производительность, достигающая сотен килограммов наплавленного металла в час;
- возможность наплавки за один проход слоев большой толщины;
- возможность наплавки сталей и сплавов с повышенной склонностью к образованию трещин;
- возможность придавать наплавленному металлу необходимую форму, сочетать наплавку с электрошлаковой сваркой и отливкой, на чем основана стыкошлаковая наплавка.
Основные недостатки метода:
- большая погонная энергия процесса, что обусловливает перегрев основного металла в ЗТВ;
- сложность и уникальность оборудования;
- невозможность получения слоев малой толщины (кроме способа ЭШН лентами);
- большая длительность подготовительных операций.
Плазменная наплавка (ПН)
ПН основана на использовании в качестве источника сварочного нагрева плазменной дуги. Как правило, ПН выполняется постоянным током прямой или обратной полярности. Наплавляемое изделие может быть нейтральным (наплавка плазменной струей) или, что имеет место в подавляющем большинстве случаев, включенными в электрическую цепь источника питания дуги (наплавка плазменной дугой). ПН имеет относительно низкую производительность (4—10 кг/ч), но благодаря минимальному проплавлению основного металла позволяет получить требуемые свойства наплавленного металла уже в первом слое и за счет этого сократить объем наплавочных работ.
Существует несколько схем ПН (рис. 25.3), но наибольшее распространение получила плазменно-порошковая наплавка — наиболее универсальный метод, так как порошки могут быть изготовлены практически из любого, пригодного для наплавки, сплава.
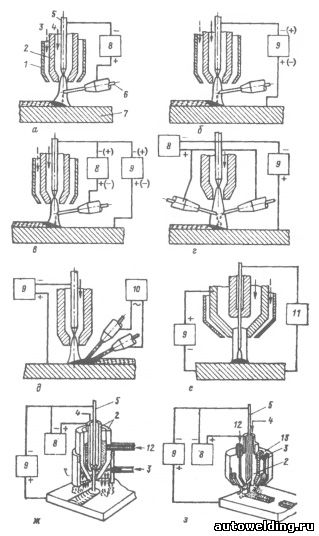
Рис. 25.3. Схемы плазменной наплавки:
а — плазменной струей с токоведущей присадочной проволокой; б — плазменной струей с нейтральной присадочной проволокой; в — комбинированной (двойной) дугой одной проволокой; г — то же, с двумя проволоками; д — горячими проволоками; е — плавящимся электродом; ж — с внутренней подачей порошка в дугу; э — с внешней подачей порошка в дугу; 1 — защитное сопло; 2 — сопло плазмотрона; 3 — защитный газ; 4 — плазмообразующий газ; 5 — электрод; 6 — присадочная проволока; 7 — изделие; 5 — источник питания косвенной дуги; Я — источник питания дуги прямого действия; 10 — трансформатор; II — источник питания дуги плавящегося электрода; 12 — порошок: 13 — порошок твердого сплава
Основные достоинства метода ПН:
- высокое качество наплавленного металла;
- малая глубина проплавления основного металла при высокой прочности сцепления;
- возможность наплавки тонких слоев;
- высокая культура производства.
Основные недостатки ПН:
- относительно невысокая производительность;
- необходимость в сложном оборудовании.
Индукционная наплавка (ИН)
ИН — высокопроизводительный легко поддающийся механизации и автоматизации процесс, особенно эффективный в условиях серийного производства [3]. В промышленности применяются два основных варианта индукционной наплавки: с использованием твердого присадочного материала (порошковой шихты, стружки, литых колец и т. п.), расплавляемого индуктором непосредственно на наплавляемой поверхности, и жидкого присадочного металла, который выплавляется отдельно и заливается на разогретую индуктором поверхность наплавляемой детали.
Основные достоинства метода ИН:
- малая глубина проплавления основного металла;
- возможность наплавки тонких слоев;
- высокая эффективность в условиях серийного производства.
Основные недостатки ИН:
- низкий к. п. д. процесса;
- перегрев основного металла;
- необходимость использования для наплавки только тех материалов, которые имеют температуру плавления ниже температуры плавления основного металла.
Лазерная (световая) наплавка (ЛН)
Применяется три способа ЛН: оплавление предварительно нанесенных паст; оплавление напыленных слоев; наплавка с подачей присадочного порошка в зону оплавления.
Производительность лазерной порошковой наплавки достигает 5 кг/ч. Требуемые составы и свойства наплавленного металла можно получить уже в первом слое небольшой толщины, что важно с точки зрения расхода материалов и затрат на наплавку и последующую обработку.
Источник
Электродные ленты для наплавки
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Холоднокатаные электродные ленты
Для антикоррозионной наплавки под флюсом широко используются холоднокатаные ленты. Как правило, содержание углерода в них не превышает 0,08 % при различном содержании хрома и никеля. Для повышения коррозионной стойкости металл стабилизируется титаном или ниобием. Освоено производство лент 9 типов для антикоррозионной наплавки. В частности, ленты Св-04Х19Н11М3, Св-1 Оx16Н25АМ6, Св-08Х19Н10Г2Б, Св-07Х25Н13 выпускаются по ТУ 14-1-1468—75.
Для наплавки обычно применяют ленты толщиной 0,4—1,0 мм и шириной 20—100 мм. Плотность тока при наплавке составляет 10—15 А/мм 2 .
Порошковые электродные ленты
Порошковые электродные ленты для наплавки производятся методом прокатки и по конструкции могут быть одно- и дву-замковые. Ленты имеют сечение 10×3 или 18×4 мм и поставляются в рулонах (масса 45—65 кг) или кассетах (масса 100—150 кг).
Ленты ПЛ—Нп—300Х25С3Н2Г2, ПЛ—Нп—400Х25С3Г2М и ПЛ—Нп—120Х22Р3ГС применяются для наплавки защитных поверхностей конусов и чаш засыпных аппаратов доменных печей, деталей дробилок, ножей бульдозеров, бил угольных мельниц и т. п.
Ленты ПЛ—Нп—450Х20Б7М6В2Ф и Пл—Нп—400Х20Б7М6В2Ф предназначены для наплавки желобов, течек и др. деталей бесконусных, засыпных устройств, работающих в условиях интенсивного абразивного изнашивания при повышенных температурах. Порошковая лента ПЛ—Нп—500Х40Н40—С2РЦ используется для наплавки контактных поверхностей конусов и чаш засыпных аппаратов доменных печей.
Ленты ПЛ—Нп—10Х4В2М2, ПЛ—Нп—15Х4В2М2 и ПЛ—Нп—20Х4В2М2 применяются для наплавки роликов рольгангов, лента ПЛ—Нп—20Х10Г10Т — для наплавки крановых колес, роликов и направляющих.
Для наплавки под флюсом деталей трубопроводной арматуры, работающей при температурах до 560 °С, применяются порошковые ленты ПЛ—Нп—12Х16Н9С5Г2Т и ПЛ—Нп—12Х16Н8М6С5Г4Б.
Спеченные электродные ленты
Ленты изготавливают холодной прокаткой смеси порошков с последующим спеканием в водороде. Спеченную ленту производят толщиной 0,8—1,2 мм и шириной 25—100 мм. Плотность готовой ленты не ниже 6 г/см 3 , предел прочности не менее 60 МПа. Преимуществом спеченной ленты является повышенная производительность наплавки (на 25—30 % по сравнению с холоднокатаной лентой идентичного химического состава). Плотность тока при наплавке спеченной лентой составляет 10— 30 А/мм 2 , напряжение 25—27 В. По ГОСТ 22366—77 предусматривается изготовление спеченных лент 7 марок, однако из них нашли широкое применение следующие: ЛС—70Х3МН; ЛС—12Х14М3; ЛС—50Х4В3ФС; ЛС—У10Х7ГР1. Ленты поставляются в рулонах. В рулоне должен быть один отрезок ленты длиной не менее 40 м. Масса рулона не должна превышать 100 кг.
Источник
ЭЛЕКТРОДУГОВАЯ НАПЛАВКА ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ
В настоящее время широко используется электродуговая наплавка ленточным электродом под флюсом. Она находит применение в энергомашиностроении для защиты от коррозии реакторов, труб и различных резервуаров атомных электростанций.
В качестве рабочей среды здесь служит вода с незначительными добавками и водородным показателем (рН) от 6,5 до 7,0. Достаточно высокую коррозионную стойкость при температурах до 350°С имеет коррозионностойкая хромоникелевая сталь.
Необходимый химический состав наплавленного металла достигается путем наплавки в два слоя.
Наплавленный металл в целях предотвращения горячих трещин должен содержать минимум 2% феррита. При изготовлении сварочных резервуаров из толстостенных поковок с целью снятия напряжений следует производить отпуск
Целесообразно использовать лен — точный электрод с незначительным содержанием углерода. В США и Японии наиболее распространен ленточный электрод содержанием углерода менее чем 0,025%.
Электродуговая наплавка под флюсом коррозионностойкой стали ленточным электродом находит широкое практическое применение, как в энергетическом, так и в химическом машиностроении. В большинстве случаев используют хо — лоднокатанную ленту размером 60*0,5 мм, обеспечивающую безупречное формообразование наплавленного слоя. Производительность наплавки при этом составляет от 10 до 15 кг/с. Чтобы повысить данную производительность, в последнее время наплавка проволочным электродом была заменена наплавкой ленточным электродом.
Благодаря наплавке ленточным электродом производственный цикл можно сократить на 2/3, а количество дефектов по сравнению с наплавкой проволочным электродом можно уменьшить на 65%.
Особенно эффективной является наплавка ленточным электродом при изготовлении теплообменников. Использование ленточных электродов вместо традиционной трехэлектродной наплавки позволило сократить продолжительность наплавки на 25%, а качество повысить.
Наплавка под флюсом холоднокатанной лентой применяется при изготовлении реакторов для синтеза карбомида. Ленты из высоколегированных сталей обычно очень дорогие.
Спеченная лента толщиной от 0,8 мм до 1,0 мм может также хорошо использоваться в качестве электрода при наплавке износостойкого металла, если должен быть наплавлен широкий слой легированной стали.
Вместе с пемзообразным сварочным флюсом лента успешно используется при наплавке в массовом производстве, например, пружинных опор грузовых автомобилей, отвалов бульдозеров, отстойников самоходных колесных скреперов и т. д.
Наплавка порошковой лентой позволяет применять сварочный ток до 155 А без ухудшения процесса наплавки и формирования наплавленного слоя. При этом производительность процесса наплавки увеличивается на 25-40%.
Электродуговая наплавка самозащитной порошковой проволокой
Порошковая проволока предназначена для легирования наплавленного металла при сварке под флюсом, а также для раскисления и внесения газообразующих материалов, препятствующих возникновению пор
Наплавка самозащитной проволокой эффективна в армату-ростроении, например, при изготовлении трубной арматуры диаметром от 40 мм до 150 мм, использующейся при давлениях до 10 МПа и при температурах до 400°С. При этих условиях наиболее подходящими явились коррозионностойкие хромовые стали
Наплавка ленточным электро — дом
В зависимости от вида изделия ширина, ленты находится в пределах от 30 мм до 100 мм.
Для наплавки простых деталей применяются серийные наплавочные аппараты, а для закрепления и поворота изделия манипуляторы с пневматическими захватами.
Наплавка сложных деталей, например, подрессорных опор грузовых автомобилей, осуществляется на специальных установках, обеспечивающих автоматическое перемещение обрабатываемой детали, а также подачу ленточного электрода.
Данный метод полностью оправдал себя в крупносерийном производстве. Например, на КАМАЗе в 1986 году было наплавлено свыше 300 тысяч пружинных опор для грузовых автомобилей. Толщина наплавленного слоя составляет 3 мм, твердость миним. 53,5 HRC3, что обеспечивает средний ресурс пробега 350 тыс. км, т. е. в 3 раза больше, чем у термически улучшенных заготовок из стали 45.
Наплавленный таким образом слой особенно хорошо противостоит эрозионному воздействию кавитации, например, на рабочей поверхности плунжеров на гидравлическом прессе. В эксплуатации наплавленные плунжеры проявляют высокую работоспособность и длительный срок службы.
В настоящее время изготовляются главным образом флюсо-ременные подушки (порошковые ленты) с поперечным сечением 20 мм х 4 мм. Масса, наполняющей ленточный электрод порошковой смеси, может составлять до 70% всей массы. Это позволит включить в ее состав как легированные, так и шлакообразующие материалы. Одновременно существует возможность наплавки открытой электрической дугой при помощи самозащитного порошкового ленточного электрода. Необходимая ширина наплавленного слоя достигается путем поперечного маятникового движения электрода или посредством наплавки ряда валиков.
Для уплотнительных поверхностей затвора рекомендуется ленточный электрод с никелевым покрытием Наплавленный слой обладает очень высокой износостойкостью при высоких температурах.
Применение наплавки удлинило срок службы устройства для загрузки колошника вдвое, что исключает изготовление колошниковых затворов без упрочняющей наплавки. По описанной технологии наплавляются элементы затвора множества доменных печей, подвергающиеся повышенному давлению и значительной абразивности колошниковой пылью.
За рубежом используют наплавку под флюсом холоднокатанным ленточным электродом
Наплавку под флюсом порошковым ленточным электродом используют для уплотнительных поверхностей задвижек больших размеров с номинальными внутренними диаметрами 700 мм, 1000 мм и 1200 мм, применяющихся в водопроводах, нефтепроводах, газопроводах и т. д. при температурах от 40 до 50°С и давлении до 6,4 МПа.
Применяемая ранее наплавка руч — ным способом недавно была вытеснена механической наплавкой порошковым ленточным электродом. Раньше канавка шириной 70 мм и глубиной 10 мм сваривалась штучными электродами с предварительным нагревом во избежание возможных трещин. В общей сложности, процесс наплавки гнезда для задвижки с номинальным внутренним диаметром 1000 мм длится порядка 3-х часов. При наплавке ленточным электродом сварку канавки и предварительный нагрев можно не производить. Производственные затраты благодаря применению новой технологии могут быть уменьшены в 8-10 раз, при этом эксплуатационное качество и надежность арматуры значительно улучшаются.
Наплавка деталей, например, пружинных опор грузовых автомобилей, должна осуществляться на специальных установках, обеспечивающих автоматическую регулировку обрабатываемой детали, а также подвод ленточного электрода.
Доля основного металла в массиве наплавочного шва не должна превышать 20%. Продолжительность наплавки одной заготовки должна составлять 55 с.
Индукционная наплавка порошковыми сплавами должна производиться при свободном, принудительном и центробежном формировании слоя. В первом случае форма поверхности наплавки определяется действием сил гравитации, поверхностного натяжения и смачивания. В определенных условиях существенное влияние может оказать электромагнитное поле индуктора. Принудительное формирование следует использовать для наплавки слоев большой толщины или деталей специальной формы. В качестве формирующих устройств рекомендуется использовать огнеупорные материалы.
Пример. Механизированная износостойкая наплавка спеченной электродной лентой ножей дорожно-строительных машин внедрена на заводе «Дормаш». Обеспечивается при 2-х сменной работе наплавка более 40 тыс. ножей бульдозеров и грейдеров.
Наплавка производится лентой под флюсом на форсированном режиме. Технология обеспечивает требуемое качество наплавленного слоя. Производительность наплавки — до 30 кг наплавленного металла в час.
Однослойная наплавка лентой на заготовки ножей обеспечивает требуемый состав и свойства наплавленного металла. Стойкость ножей в результате лучшего качества и большей толщины износостойкого слоя возросла по сравнению с наплавленным сталинитом более чем втрое, а производительность нанлавки — в 6-8 раз.
Пример. В качестве наплавочных материалов для упрочнения формующих барабанов целесо-|
образно использовать электродную ленту и высокоосновный
пемзовидный флюс. Они обеспечивают хорошее фор
мирование наплавляемых валиков и легкое отделение шлаковой корки от их поверхности.
Пример. Технология износостойкой наплавки деталей механизмов топливных установок тепловых электростанций.
Для наплавки применяется электрод большого сечения -порошковая лента, позволяющий вести процесс открытой дугой с колебательными движениями. Так, при сечении порошковой ленты 20 х 4 мм сварочный ток можно повысить до 1500 А. Колебательные движения электрода обеспечивают щадящий термический режим наплавочного цикла, что способствует предупреждению термических трещин.
Наплавляемые поверхности необходимо очистить от окалины, пригара и других загрязнений.
Наплавка производится в специальном поворотном устройстве.
Режим наплавки следующий: величина тока, А 900-1000
напряжение дуги, В 30-32
Наплавка производится порошковой лентой на постоянном токе обратной полярности.
Наплавка порошковой лентой позволяет применять сварочный ток до 1500 А без ухудшения процесса наплавки и формирования наплавленного слоя. При этом производительность процесса наплавки увеличивается на 25-40%.
Наплавка самозащитной проволокой очень эффектно проявила себя в производстве тепловой арматуры, например, при изготовлении тепловых трубопроводов диаметром 40-150 мм, эксплуатируемых при давлениях энергопередающей среды до 10 МПа и при температурах до 400°С. При этих условиях наиболее подходящими явились нержавеющие хромовые стали.
На многих автомобильных и тракторных заводах применяются вырубные штампы. При их использовании на кромках очень часто появляются зазубрины. При наплавка самозащитной порошковой проволокой достигается высокая твердость наплавленного слоя, лишенного трещин при достаточной ударной вязкости.
Восстановление вырубных штампов самозащитной порошковой проволокой показало на основании опыта производства прессов на Волжском автомобильном заводе (ВАЗ), что их стойкость возросла в 2,5-4,4 раза по сравнению с наплавкой электродами
Наплавленный самозащитной порошковой проволокой диаметром 2,8 мм металл обладал высокой износостойкостью к абразивному износу и краскостойко — стыо.
Наплавка самозащитной проволокой используется в металлургическом машиностроении Чехии для упрочнения загрузочных устройств доменных печей, а также эксгаустеров на агломерационных фабриках, подвергающихся газоабразивному изнашиванию.
Пример. Многоэлектродная наплавка крестовин стрелочных переводов осуществляется самозащитной проволокой
Производительность наплавки составляет 3,5-4 кг/ч.
Длина слоев, наплавленных за один проход, до 150 мм, высота 4-5 мм. При многослойной наплавке обязательная проковка каждого слоя.
Разработаны наплавочные материа — лы, позволяющие повысить износостойкость деталей, работающих в различных условиях нагружения.
Источник



