
Способы намагничивания и размагничивания
Способы намагничивания
Качество МНК существенно зависит от способа намагничивания изделия. С целью максимальной чувствительности и разрешающей способности применяют различные методы намагничивания материалов. Основные из них это: продольное, циркулярное, комбинированное, параллельное, способом магнитного контакта.
Продольное (полюсное) — магнитные силовые линии как у прямого полосового магнита. Осуществляется путём помещения объекта контроля (правильной геометрической формы) либо между полюсами постоянного магнита, либо в соленоид.
Циркулярное — магнитные силовые линии имеют вид концентрических окружностей.Осуществляется путём пропускания тока либо через толстый медный провод, протянутый вдоль объекта контроля, либо через сам объект контроля.
Комбинированное — сочетание продольного и циркулярного видов намагничивания. Используется два и более источников магнитных полей.
Параллельное – провод с намагничивающим потоком располагается параллельно объекту контроля.
Способ магнитного контакта – намагничивание объекта контроля путём перемещения по нему одного из полюсов постоянного магнита.
Выбор способа намагничивания зависит, в частности, от направления распространения дефектов в детали. Угол между вектором напряжённости и дефектом должен быть близок к 90 0 .
Если неизвестно направление распространения дефектов или деталь имеет сложную форму, то применяют намагничивание в нескольких направлениях. Для выявления различно ориентированных дефектов применяют комбинированное намагничивание.
Способы размагничивания
Применяют два основных способа размагничивания. Наиболее эффективный из них — нагрев изделия до температуры точки Кюри, при которой магнитные свойства материала пропадают. Этот способ применяют крайне редко, так как при таком нагреве могут изменяться механические свойства материала детали, что в большинстве случаев недопустимо. Второй способ заключается в размагничивании детали переменным магнитным полем с амплитудой, равномерно уменьшающейся от некоторого максимального значения до нуля. В зависимости от материала изделия, его размеров и формы применяют переменные магнитные поля различных частот: от долей Гц до 50 Гц. [4]
Также размагничивание может происходить путём периодического изменения величины и направления магнитного поля с постепенным его уменьшением до нуля. Как правило используются те же устройства, что применялись при намагничивании.
Средства магнитного неразрушающего контроля.
Согласно выделяют следующие основные типы приборов:
Дефектоскоп – прибор, предназначенный для выявления дефектов типа нарушений сплошности материала объекта контроля и основанный на методе МНК;
Толщиномер – прибор, предназначенный для измерения толщины объекта контроля или его покрытия и основанный на методе МНК;
Структуроскоп – прибор, предназначенный для определения физико-механических свойств или химического состава объекта контроля и основанный на методе МНК;
Ферритометр – прибор для измерения процентного содержания ферритной фазы в структуре контролируемого объекта;
Намагничивающее устройство, размагничивающее устройство;
Анализатор концентрации суспензии – прибор для определения концентрации магнитного порошка в магнитной суспензии.
Основные средства индикации параметров магнитного поля :
1. Магнитный порошок – порошок из ферромагнетика, используемый в качестве индикатора магнитного поля рассеяния;
2. Магнитная паста – смесь, содержащая магнитный порошок, жидкую основу и, при необходимости, смачивающую антикоррозийную и другие добавки;
3. Магнитная суспензия – взвесь магнитного порошка в дисперсионной среде, содержащей смачивающие, антикоррозийные и, при необходимости, антивспенивающие, антикоагулирующие и другие добавки.[5] [6] [7] [8]
ЗАКЛЮЧЕНИЕ
Магнитный метод нашел достаточно широкое применение в области решения задач дефектоскопии, толщинометрии, структуроскопии и технической диагностики. Достоинства данного метода: наглядность, высокая чувствительность, высокая производительность, универсальность (примерно 80 % всех подлежащих контролю деталей из ферромагнитных материалов проверяется именно этим методом). Недостатки магнитного метода: большая трудоемкость (для повышения надежности и достоверности контроля требуется зачистка поверхности сварного соединения или даже снятие усиления сварного шва; необходимо выполнить намагничивание и размагничивание конструкции).
1. ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения.
2. ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов.
3. ГОСТ Р 53697-2009 Контроль неразрушающий. Основные термины и определения.
4. ГОСТ 21104-75 Контроль неразрушающий. Феррозондовый метод.
5. ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод.
6. ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод.
8. «Методы магнитного неразрушающего контроля», Российский информационно-образовательный портал «Veni Vidi Vici», http://www.vevivi.ru/best/Metody-magnitnogo-nerazrushayushchego-kontrolya-ref228292.html
9. «Магнитные методы контроля сварных швов», информационный сайт «Древний мир металла», http://www.drevniymir.ru/zan097.html
10. Ф«Способы контроля сварных швов», Центральный металлический портал РФ, http://metallicheckiy-portal.ru/articles/svarka/dugovaa_svarka/svarnie_soedinenia_i_shvi/sposobi_kontrola_svov
думаю нет смысла,можете конечно мне обьяснитьь как происходит размагничивание и подробно расписывать не стоит
Может выделить отдельно методы намагничивания / размагничивания? Они же общие для всех видов МНК.
Часть этой информации уже есть в тексте(больше половины).
Источник
Способы намагничивания деталей




![]()
![]()

Различают три способа намагничивания: полюсное, циркулярное и комбинированное.
Полюсным намагничиванием создают продольное магнитное поле (вдоль детали). Деталь помещают между полюсами электромагнита (постоянного магнита) или в магнитное поле соленоида. Это намагничивание применяют для выявления дефектов, расположенных перпендикулярно к продольной оси детали или под углом к ней не менее 20-25°.

Циркулярнымнамагничиванием создают магнитное поле, магнитные силовые линии которого расположены в виде замкнутых концентрических окружностей. Через деталь пропускают электрический ток. При необходимости обнаружения дефекта на внутренней цилиндрической поверхности ток пропускают через стержень или кабель из немагнитного материала (медь, латунь, алюминий), помещенный в отверстие детали. Это намагничивание служит для нахождения дефектов, расположенных вдоль продольной оси детали или под небольшим углом к ней.
Комбинированное намагничивание заключается в одновременном воздействии на деталь двух взаимно перпендикулярных магнитных полей. В результате их сложения образуется результирующее магнитное поле, величина и направление которого зависят от вектора магнитной напряженности каждого из слагаемых. Для получения комбинированного магнитного поля обычно через деталь пропускают электрический ток, создавая в ней циркулярное магнитное поле, и одновременно помещают в соленоид (или электромагнит), создавая продольное магнитное поле.
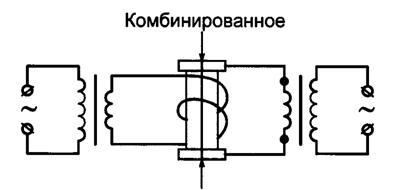
Магнитные силовые линии результирующего поля направлены по винтовым линиям к поверхности изделия, что позволяет обнаруживать дефекты разной направленности.
В магнитном поле или в поле остаточной намагниченности выявляют дефекты с помощью магнитного порошка или суспензии. В магнитном поле определяют дефекты деталей, изготовленных из магнитомягких материалов (ст. 3, сталь 10, сталь 20 и др.), обладающих небольшой коэрцитивной силой (напряженностью магнитного поля, необходимого для полного размагничивания материала).
При контроле в поле остаточной намагниченности деталь предварительно намагничивают и после снятия намагничивающего поля определяют дефект. Этот способ применяют для деталей, изготовленных из магнитожестких материалов— легированных и высокоуглеродистых сталей, подвергнутых термообработке. Его преимущество заключается в простоте и универсальности визуального контроля и отсутствии прижогов на деталях в местах контакта с электродами дефектоскопа.
Комбинированное намагничивание проводят только в приложенном магнитном поле, а циркулярное и полюсное — в приложенном поле и в поле остаточной намагниченности.
Для намагничивания деталей может быть использован как переменный, так и постоянный ток. Переменный ток служит для нахождения поверхностных дефектов и размагничивания деталей. Действие магнитного поля переменного тока ограничивается поверхностными слоями изделия.
Постоянный ток применяют для выявления подповерхностных дефектов. Создаваемое им магнитное поле однородно и проникает достаточно глубоко в деталь.
Для определения дефекта большое значение имеет правильный выбор напряженности магнитного поля. Чрезмерно большая напряженность приводит к осаждению магнитного порошка по всей поверхности изделия и появлению «ложных» дефектов, а недостаточная— к снижению чувствительности метода.
Для индификации дефектов применяют ферромагнитные порошки с большой магнитной проницаемостью и малой коэрцитивной силой. Порошок магнетита (Ге304) черного или темно-коричневого цвета используют для контроля деталей со светлой поверхностью, а порошок оксида железа (Ре203) буро-красного цвета — с темной поверхностью. Зернистость порошка существенно влияет на обнаружение дефектов и должна быть 5-10 мкм.
Магнитную суспензию приготавливают, используя керосин, трансформаторное масло, смесь минерального масла с керосином и водные растворы некоторых веществ. На 1 л жидкости добавляют 30-50 г магнитного порошка.
После контроля все детали, кроме бракованных, размагничивают. Восстановление неразмагниченных деталей механической обработкой может привести к повреждению рабочих поверхностей из-за притягивания стружки. Не следует размагничивать детали, подвергающиеся при восстановлении нагреву сварочно-наплавочными и другими способами до температуры 600-700 °С.

Детали размагничивают, воздействуя на них переменным магнитным полем, изменяющимся от максимального значения напряженности до нуля.
Крупногабаритные детали (коленчатые и распределительные валы и др.) размагничивают, пропуская через них ток, постепенно уменьшая его значение до нуля. Детали с отношением длины к ширине, равным более пяти, размагничивают перемещением их через открытый соленоид.
Короткие изделия с большим поперечным сечением размагничиваются плохо. Поэтому их предварительно соединяют в пакет и располагают вдоль оси соленоида.
Степень размагниченности контролируют, осыпая детали стальным порошком. У хорошо размагниченных деталей порошок не должен удерживаться на поверхности. Для этих же целей применяют приборы ПКР-1, снабженные феррозондовыми полюсоискателями.
Ультразвуковой метод — разновидность акустических методов контроля дефектов. Метод основан на свойстве ультразвуковых колебаний (волн) прямолинейно распространяться в однородном твердом теле и отражаться от границ раздела сред с различными акустическими сопротивлениями, в том числе нарушенной сплошности материала (трещин, раковин, расслоений и др.).
Ультразвуковой метод контроля использует законы распространения, преломления и отражения упругих волн частотой 0,524 МГц. При наличии дефектов в металле поле упругой волны изменяет в окрестностях дефекта свою структуру. Этот метод контроля позволяет выявить мелкие дефекты до 1 мм.
 Существуют несколько методов ультразвуковой дефектоскопии. Наибольшее распространение получили теневой и импульсный методы. Для возбуждения упругих колебаний в различных материалах наибольшее распространение получили пьезоэлектрические преобразователи, которые представляют собой пластину из монокристалла кварца или из пьезокерамических материалов, на поверхность которых наносят тонкие слои серебра.
Существуют несколько методов ультразвуковой дефектоскопии. Наибольшее распространение получили теневой и импульсный методы. Для возбуждения упругих колебаний в различных материалах наибольшее распространение получили пьезоэлектрические преобразователи, которые представляют собой пластину из монокристалла кварца или из пьезокерамических материалов, на поверхность которых наносят тонкие слои серебра.
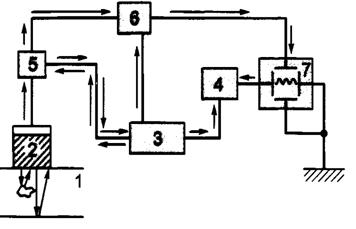
Рис. 31. Схема импульсного ультразвукового дефектоскопа:
1 — контролируемая деталь; 2— пьезоэлектрический преобразователь (щуп);3— генератор ультразвуковых колебаний с синхронизаторами и блоком обработки сигналов; 4— генератор ждущей развёртки; 5 — блок — усилитель; 6— видеоусилитель; 7— элетронно – лучевая трубка.
Схема импульсного ультразвукового дефектоскопа может быть представлена в виде, показанном на рис. 31.
Теневой метод основан на сквозном прозвучивании. При теневом методе ультразвуковые колебания (УЗ К) вводятся в деталь с одной стороны, а принимаются с другой От генератора 6 электрические импульсы ультразвуковой частоты поступают к пьезоэлектрическому излучателю 5, преобразующему их в ультразвуковые колебания. Импульсы проходят через деталь4. Если деталь не имеет дефекта, то УЗК достигнут пьезоприемника 3. УЗК преобразовываются в электрические импульсы и усиливаются в усилителе 2, после чего они попадают в индикатор 1, стрелка которого отклонится (рис. 6.9,) 
Рис. 6.9. Схема ультразвукового контроля деталей теневым методом: а —без дефекта; б— с дефектом; 1— индикатор; 2— усилитель; 3— пьезоприемник; 4 —деталь; 5 — излучатель; 6 —генератор; 7 — дефект
При отсутствии в детали дефектов колебания, прошедшие через нее, будут восприняты и преобразованы в электрический сигнал пьезоприемником, усилены усилителем 2 и поданы на индикатор (электронно-лучевую трубку осциллографа) почти без изменений амплитуды. Ели на пути пучка УЗК встречается дефект, то амплитуда на экране прибора будет меньше исходного значения. Мощность воспринятого сигнала зависит от площади сечения пучка колебаний, площади сечения дефекта и глубины его залегания. В случае, если дефект полностью перекроет пучок, показания прибора будут равны нулю.
Недостаток этого метода заключается в необходимости доступа к изделию с двух сторон, что не всегда возможно, а также в необходимости синхронного перемещения пьезоизлучателя и пьезоприемника по поверхности детали.
Если на пути УЗК встретится дефект 7 (рис. 6.9, б), то посланные излучателем УЗК отразятся от дефекта и не попадут на приемник, поскольку он находится в звуковой тени. Стрелка индикатора 1 не будет отклоняться от нулевого положения. Этот метод используют при контроле деталей небольшой толщины. Недостаток метода — это необходимость двухстороннего доступа к контролируемой детали.
Импульсный метод контроля основан на явлении отражения УЗКот границы раздела веществ. Высокочастотный генератор импульсного дефектоскопа (рис. 6.10) вырабатывает импульсы определенной длины, которые направляются преобразователем в контролируемую деталь. После отражения импульс возвращается к преобразователю, который в это время переключается на прием, оттуда отраженный импульс через усилитель поступает на экран электронно-лучевой трубки (ЭЛТ).

Рис. 6.10. Структурная схема импульсного ультрозвукового дефектоскопа: 1— контролируемая деталь; 2— дефект; 3— преобразователь; 4— усилитель; 5 — генератор; 6— синхронизатор; 7 — блок развертки; / — III— импульсы соответственно зондирующий, от дефекта, донный; В —относительный размер дефекта; к— толщина детали; а —глубина расположения дефекта
Работой высокочастотного генератора управляет синхронизатор, который формирует частоту следования импульсов. Кроме того, синхронизатор запускает блок развертки. Частота следования высокочастотных импульсов устанавливается с таким расчетом, чтобы в зависимости от размеров детали отраженный импульс приходил к преобразователю раньше посылки следующего импульса. Длительность импульса должна составлять не менее одного периода колебаний.
При отсутствии дефекта в детали на экране ЭЛТ будет два импульса (зондирующий и донный), расстояние между которыми соответствует толщине детали. Если внутри детали имеется дефект, то между зондирующим и донным импульсами появится импульс, отраженный от дефекта (см. рис. 6.10). Расстояние между зондирующим импульсом и отраженным от дефекта определяет глубину расположения дефекта. Чем больше дефект, тем больше акустической энергии от него отразится, тем больше будет амплитуда импульса, отраженного от дефекта. По этой амплитуде можно определить относительный размер дефекта.
Достоинства метода: односторонний доступ к детали; возможность определения размеров и расположения дефекта по глубине; высокая чувствительность. Недостаток метода — это наличие «мертвой» зоны, которая представляет собой неконтролируемый поверхностный слой, из-за которого на экране ЭЛТ отраженный от дефекта импульс совпадает с зондирующим импульсом.
Для ультразвукового контроля используют дефектоскопы УДМ-3, УДЦ-100, УДЦ-105М, ДУК-66, УЗД-НИИМ-5, УЗД-7Н, УД-10П, УД-11ПУ и др.
Источник



