
Справочник
1. Принципы магнитопорошкового метода контроля
Магнитопорошковый метод неразрушающего контроля применяется для обнаружения поверхностных и подповерхностных дефектов в деталях и изделиях из ферромагнитных материалов и основан на явлении притяжения частиц магнитного порошка магнитными потоками рассеяния, возникающими над дефектами в намагниченных объектах контроля.
Наилучшая выявляемость дефектов обеспечивается при перпендикулярном направлении намагничивающего поля по отношению к направлению ожидаемых дефектов. При этом критическим считается угол 30 градусов между протяженным дефектом и направлением магнитного поля (силовых линий магнитного поля).
2. Магнитопорошковые дефектоскопические материалы
Для контроля деталей магнитопорошковым методом применяются порошки из железа и оксидов железа. Порошки применяются в сухом виде и в составе магнитопорошковых суспензий на основе масла или воды с пеногасящими добавками. При этом порошки различают следующие виды порошков:
- контрастные (черные, коричневые, синие и т.д.)
- люминесцентные (люминесцируют в ультрафиолетовом освещении)
Контрастные порошки и суспензии, как правило, применяются с фоновой белой краской для большего контраста порошка по отношению к поверхности контролируемого объекта, но могут использоваться и без неё.
Люминесцентные порошки и суспензии применяются с использованием ультрафиолетового освещения в затемненном помещении или палатке.
Существуют также дуальные порошки, которые могут использоваться как в контрастном, так и в люминесцентном методе.
3. Виды и способы намагничивания
При магнитопорошковом контроле применяют намагничивание: циркулярное; продольное (полюсное); комбинированное; во вращающемся магнитном поле.
Вид и способ намагничивания выбирают в зависимости от размеров и формы объекта, материала и толщины покрытия, а также от характера и ориентации дефектов, подлежащих выявлению.
Источник
Способы намагничивания деталей




![]()
![]()

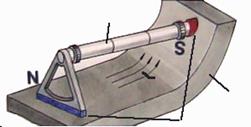
Различают три способа намагничивания: полюсное, циркулярное и комбинированное.
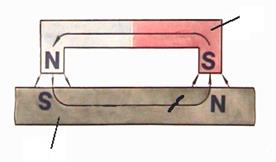
Полюсным намагничиванием создают продольное магнитное поле (вдоль детали). Деталь помещают между полюсами электромагнита (постоянного магнита) или в магнитное поле соленоида. Это намагничивание применяют для выявления дефектов, расположенных перпендикулярно к продольной оси детали или под углом к ней не менее 20-25°.

Циркулярнымнамагничиванием создают магнитное поле, магнитные силовые линии которого расположены в виде замкнутых концентрических окружностей. Через деталь пропускают электрический ток. При необходимости обнаружения дефекта на внутренней цилиндрической поверхности ток пропускают через стержень или кабель из немагнитного материала (медь, латунь, алюминий), помещенный в отверстие детали. Это намагничивание служит для нахождения дефектов, расположенных вдоль продольной оси детали или под небольшим углом к ней.
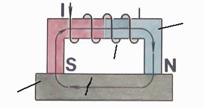
Комбинированное намагничивание заключается в одновременном воздействии на деталь двух взаимно перпендикулярных магнитных полей. В результате их сложения образуется результирующее магнитное поле, величина и направление которого зависят от вектора магнитной напряженности каждого из слагаемых. Для получения комбинированного магнитного поля обычно через деталь пропускают электрический ток, создавая в ней циркулярное магнитное поле, и одновременно помещают в соленоид (или электромагнит), создавая продольное магнитное поле.
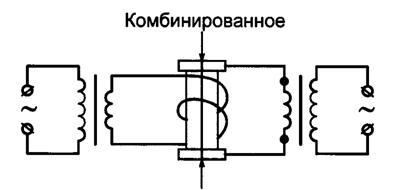
Магнитные силовые линии результирующего поля направлены по винтовым линиям к поверхности изделия, что позволяет обнаруживать дефекты разной направленности.
В магнитном поле или в поле остаточной намагниченности выявляют дефекты с помощью магнитного порошка или суспензии. В магнитном поле определяют дефекты деталей, изготовленных из магнитомягких материалов (ст. 3, сталь 10, сталь 20 и др.), обладающих небольшой коэрцитивной силой (напряженностью магнитного поля, необходимого для полного размагничивания материала).
При контроле в поле остаточной намагниченности деталь предварительно намагничивают и после снятия намагничивающего поля определяют дефект. Этот способ применяют для деталей, изготовленных из магнитожестких материалов— легированных и высокоуглеродистых сталей, подвергнутых термообработке. Его преимущество заключается в простоте и универсальности визуального контроля и отсутствии прижогов на деталях в местах контакта с электродами дефектоскопа.
Комбинированное намагничивание проводят только в приложенном магнитном поле, а циркулярное и полюсное — в приложенном поле и в поле остаточной намагниченности.
Для намагничивания деталей может быть использован как переменный, так и постоянный ток. Переменный ток служит для нахождения поверхностных дефектов и размагничивания деталей. Действие магнитного поля переменного тока ограничивается поверхностными слоями изделия.
Постоянный ток применяют для выявления подповерхностных дефектов. Создаваемое им магнитное поле однородно и проникает достаточно глубоко в деталь.
Для определения дефекта большое значение имеет правильный выбор напряженности магнитного поля. Чрезмерно большая напряженность приводит к осаждению магнитного порошка по всей поверхности изделия и появлению «ложных» дефектов, а недостаточная— к снижению чувствительности метода.
Для индификации дефектов применяют ферромагнитные порошки с большой магнитной проницаемостью и малой коэрцитивной силой. Порошок магнетита (Ге304) черного или темно-коричневого цвета используют для контроля деталей со светлой поверхностью, а порошок оксида железа (Ре203) буро-красного цвета — с темной поверхностью. Зернистость порошка существенно влияет на обнаружение дефектов и должна быть 5-10 мкм.
Магнитную суспензию приготавливают, используя керосин, трансформаторное масло, смесь минерального масла с керосином и водные растворы некоторых веществ. На 1 л жидкости добавляют 30-50 г магнитного порошка.
После контроля все детали, кроме бракованных, размагничивают. Восстановление неразмагниченных деталей механической обработкой может привести к повреждению рабочих поверхностей из-за притягивания стружки. Не следует размагничивать детали, подвергающиеся при восстановлении нагреву сварочно-наплавочными и другими способами до температуры 600-700 °С.

Детали размагничивают, воздействуя на них переменным магнитным полем, изменяющимся от максимального значения напряженности до нуля.
Крупногабаритные детали (коленчатые и распределительные валы и др.) размагничивают, пропуская через них ток, постепенно уменьшая его значение до нуля. Детали с отношением длины к ширине, равным более пяти, размагничивают перемещением их через открытый соленоид.
Короткие изделия с большим поперечным сечением размагничиваются плохо. Поэтому их предварительно соединяют в пакет и располагают вдоль оси соленоида.
Степень размагниченности контролируют, осыпая детали стальным порошком. У хорошо размагниченных деталей порошок не должен удерживаться на поверхности. Для этих же целей применяют приборы ПКР-1, снабженные феррозондовыми полюсоискателями.
Ультразвуковой метод — разновидность акустических методов контроля дефектов. Метод основан на свойстве ультразвуковых колебаний (волн) прямолинейно распространяться в однородном твердом теле и отражаться от границ раздела сред с различными акустическими сопротивлениями, в том числе нарушенной сплошности материала (трещин, раковин, расслоений и др.).
Ультразвуковой метод контроля использует законы распространения, преломления и отражения упругих волн частотой 0,524 МГц. При наличии дефектов в металле поле упругой волны изменяет в окрестностях дефекта свою структуру. Этот метод контроля позволяет выявить мелкие дефекты до 1 мм.
 Существуют несколько методов ультразвуковой дефектоскопии. Наибольшее распространение получили теневой и импульсный методы. Для возбуждения упругих колебаний в различных материалах наибольшее распространение получили пьезоэлектрические преобразователи, которые представляют собой пластину из монокристалла кварца или из пьезокерамических материалов, на поверхность которых наносят тонкие слои серебра.
Существуют несколько методов ультразвуковой дефектоскопии. Наибольшее распространение получили теневой и импульсный методы. Для возбуждения упругих колебаний в различных материалах наибольшее распространение получили пьезоэлектрические преобразователи, которые представляют собой пластину из монокристалла кварца или из пьезокерамических материалов, на поверхность которых наносят тонкие слои серебра.
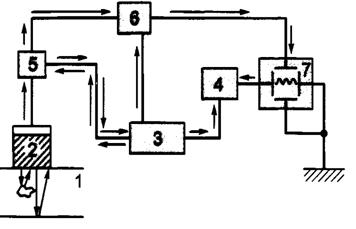
Рис. 31. Схема импульсного ультразвукового дефектоскопа:
1 — контролируемая деталь; 2— пьезоэлектрический преобразователь (щуп);3— генератор ультразвуковых колебаний с синхронизаторами и блоком обработки сигналов; 4— генератор ждущей развёртки; 5 — блок — усилитель; 6— видеоусилитель; 7— элетронно – лучевая трубка.
Схема импульсного ультразвукового дефектоскопа может быть представлена в виде, показанном на рис. 31.
Теневой метод основан на сквозном прозвучивании. При теневом методе ультразвуковые колебания (УЗ К) вводятся в деталь с одной стороны, а принимаются с другой От генератора 6 электрические импульсы ультразвуковой частоты поступают к пьезоэлектрическому излучателю 5, преобразующему их в ультразвуковые колебания. Импульсы проходят через деталь4. Если деталь не имеет дефекта, то УЗК достигнут пьезоприемника 3. УЗК преобразовываются в электрические импульсы и усиливаются в усилителе 2, после чего они попадают в индикатор 1, стрелка которого отклонится (рис. 6.9,) 
Рис. 6.9. Схема ультразвукового контроля деталей теневым методом: а —без дефекта; б— с дефектом; 1— индикатор; 2— усилитель; 3— пьезоприемник; 4 —деталь; 5 — излучатель; 6 —генератор; 7 — дефект
При отсутствии в детали дефектов колебания, прошедшие через нее, будут восприняты и преобразованы в электрический сигнал пьезоприемником, усилены усилителем 2 и поданы на индикатор (электронно-лучевую трубку осциллографа) почти без изменений амплитуды. Ели на пути пучка УЗК встречается дефект, то амплитуда на экране прибора будет меньше исходного значения. Мощность воспринятого сигнала зависит от площади сечения пучка колебаний, площади сечения дефекта и глубины его залегания. В случае, если дефект полностью перекроет пучок, показания прибора будут равны нулю.
Недостаток этого метода заключается в необходимости доступа к изделию с двух сторон, что не всегда возможно, а также в необходимости синхронного перемещения пьезоизлучателя и пьезоприемника по поверхности детали.
Если на пути УЗК встретится дефект 7 (рис. 6.9, б), то посланные излучателем УЗК отразятся от дефекта и не попадут на приемник, поскольку он находится в звуковой тени. Стрелка индикатора 1 не будет отклоняться от нулевого положения. Этот метод используют при контроле деталей небольшой толщины. Недостаток метода — это необходимость двухстороннего доступа к контролируемой детали.
Импульсный метод контроля основан на явлении отражения УЗКот границы раздела веществ. Высокочастотный генератор импульсного дефектоскопа (рис. 6.10) вырабатывает импульсы определенной длины, которые направляются преобразователем в контролируемую деталь. После отражения импульс возвращается к преобразователю, который в это время переключается на прием, оттуда отраженный импульс через усилитель поступает на экран электронно-лучевой трубки (ЭЛТ).

Рис. 6.10. Структурная схема импульсного ультрозвукового дефектоскопа: 1— контролируемая деталь; 2— дефект; 3— преобразователь; 4— усилитель; 5 — генератор; 6— синхронизатор; 7 — блок развертки; / — III— импульсы соответственно зондирующий, от дефекта, донный; В —относительный размер дефекта; к— толщина детали; а —глубина расположения дефекта
Работой высокочастотного генератора управляет синхронизатор, который формирует частоту следования импульсов. Кроме того, синхронизатор запускает блок развертки. Частота следования высокочастотных импульсов устанавливается с таким расчетом, чтобы в зависимости от размеров детали отраженный импульс приходил к преобразователю раньше посылки следующего импульса. Длительность импульса должна составлять не менее одного периода колебаний.
При отсутствии дефекта в детали на экране ЭЛТ будет два импульса (зондирующий и донный), расстояние между которыми соответствует толщине детали. Если внутри детали имеется дефект, то между зондирующим и донным импульсами появится импульс, отраженный от дефекта (см. рис. 6.10). Расстояние между зондирующим импульсом и отраженным от дефекта определяет глубину расположения дефекта. Чем больше дефект, тем больше акустической энергии от него отразится, тем больше будет амплитуда импульса, отраженного от дефекта. По этой амплитуде можно определить относительный размер дефекта.
Достоинства метода: односторонний доступ к детали; возможность определения размеров и расположения дефекта по глубине; высокая чувствительность. Недостаток метода — это наличие «мертвой» зоны, которая представляет собой неконтролируемый поверхностный слой, из-за которого на экране ЭЛТ отраженный от дефекта импульс совпадает с зондирующим импульсом.
Для ультразвукового контроля используют дефектоскопы УДМ-3, УДЦ-100, УДЦ-105М, ДУК-66, УЗД-НИИМ-5, УЗД-7Н, УД-10П, УД-11ПУ и др.
Источник
Виды, способы и схемы намагничивания
Используют следующие виды намагничивания: полюсный (продольный, поперечный, нормальный), циркулярный (бесполюсный), комбинированный и во вращающемся магнитном поле. Вид, способ и схему намагничивания выбирают в зависимости от геометрической формы и размеров ОК, материала и толщины немагнитного защитного (естественного) покрытия, а также от типа, местоположения и направления подлежащих выявлению дефектов.
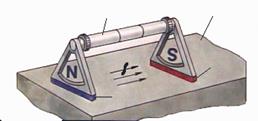
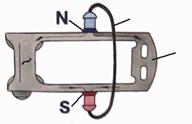
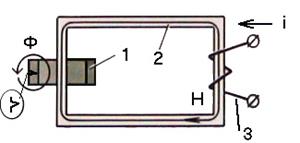
При полюсном продольном намагничивании магнитные силовые линии направлены вдоль продольной оси или наибольшего размера детали, пересекая поверхность и образуя на ее концевых участках магнитные полюсы. Этот способ намагничивания служит для выявления дефектов, направление которых перпендикулярно линиям намагничивающего поля или составляет с ними угол не менее 30°. Дефекты, ориентированные строго параллельно линиям поля, не выявляются. Как видно из рис. 33, полюсное намагничивание осуществляется путем размещения детали между полюсами постоянного магнита (рис. 33, а – г), электромагнита (рис. 33, д), помещения детали в соленоид (рис. 33, е) и обвивки детали или ее части гибким кабелем (рис. 33, ж, и).
Использование постоянного магнита (см. рис. 33, а – г) удобно, особенно в полевых условиях или когда отсутствует специальное дополнительное оборудование магнитного контроля.

 а б
а б





|
|
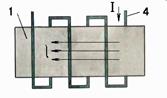
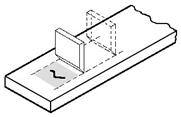
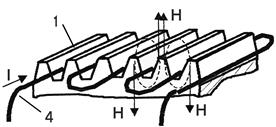
Рис. 33. Схемы реализации полюсного намагничивания:
а – с помощью подковообразного постоянного магнита; б, в – приставных постоянных магнитов типа МСН-11 и МСН-11.01; г – приставного постоянного магнита с гибким магнитопроводом типа МСН-12; д – электромагнита; е – соленоида; ж – гибкого кабеля, намотанного соленоидом; з – магнитного контакта; и – обвивкой зубьев шестерни кабелем
на рис. 33 обозначено: 1 – объект контроля (деталь); 2 – магнитопровод; 3 – обмотка; 4 – кабель; 5 – зона контроля; 6, 7 – перемещаемый магнит; 8 – дефект.
В то же время изменение напряженности намагничивающего поля почти невозможно. Линии поля в местах входа в деталь и выхода из нее образуют зоны магнитных полюсов S и N. Эти зоны – области с ярко выраженной неоднородностью магнитного поля – вносят неоднозначность дефектоскопирования, так как их образование не связано с дефектами. Участки между полюсами намагничиваются преимущественно равномерно.
Участок детали, в пределах которого значение тангенциальной составляющей Нt достаточно для выявления дефектов с требуемой чувствительностью, называют зоной достаточной намагниченности (ДН). Достоинством электромагнита (см. рис. 33, д) является возможность управления режимом контроля. Постоянные магниты и электромагниты применяют при контроле плоских или слабо искривленных участков поверхности детали. намагничивание электромагнитами используют преимущественно для намагничивания участков крупных деталей и всей детали, которую располагают между полюсами электромагнита как замыкающее звено магнитопровода. Примером такой схемы является намагничивание надрессорной балки и боковых рам тележек вагонов с помощью намагничивающих систем МСН-10, МСН-31 или МСН-32. Направление выявляемых дефектов – поперечное.
Продольное намагничивание соленоидом применяют в основном для осесимметричных деталей или по участкам деталей типа валов, например, на участках средней и подступичных частей, а также шеек оси колесной пары. При этом сказывается влияние размагничивающего фактора, поэтому и истинная напряженность магнитного поля внутри ОК оказывается меньше расчетной. Зона ДН включает в себя зону, занятую витками соленоида с прилегающими участками по обеим сторонам (примерно по 150 мм). Длина зоны зависит от формы и размеров детали, положения соленоида относительно детали и величины зазора между корпусом соленоида и контролируемой поверхностью. Максимальная длина зоны ДН обеспечивается при зазоре между корпусом соленоида и контролируемой поверхностью h,равном 40 – 60 мм (рис. 34). Отношение Нп/Нt возрастает при перемещении соленоида от середины к концам детали и достигает наибольшего значения на участках, прилегающих к торцам детали (рис. 35). На этих же участках длина зоны ДН уменьшается из-за возрастания Нп.
 Гибкий кабель для выявления поперечных дефектов наматывают (см. рис. 33, ж) в виде соленоида непосредственно на деталь или жесткий каркас из немагнитного материала. Между кабелем и деталью должен быть зазор от 10 до 20 мм. Интересен вариант схемы полюсного поперечного (рис. 33, и) намагничивания зубьев шестерен путем пропускания импульсного тока по кабелю, проложенному в межзубных впадинах. В индукторах дефектоскопов типа УМДЗ, используемых в локомотивном хозяйстве для контроля венцов зубчатых колес и шестерен, данный кабель жестко закреплен в корпусе индуктора.
Гибкий кабель для выявления поперечных дефектов наматывают (см. рис. 33, ж) в виде соленоида непосредственно на деталь или жесткий каркас из немагнитного материала. Между кабелем и деталью должен быть зазор от 10 до 20 мм. Интересен вариант схемы полюсного поперечного (рис. 33, и) намагничивания зубьев шестерен путем пропускания импульсного тока по кабелю, проложенному в межзубных впадинах. В индукторах дефектоскопов типа УМДЗ, используемых в локомотивном хозяйстве для контроля венцов зубчатых колес и шестерен, данный кабель жестко закреплен в корпусе индуктора.
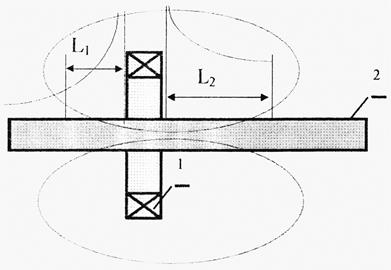
Рис. 35. Уменьшение зоны ДН при перемещении соленоида к торцу детали
Определение тока в соленоиде осуществляется по упрощенным в сравнении с выражениями (18) и (19) формулам:
 и
и  , (42)
, (42)
где  – тангенциальная составляющая напряженности поля в ОК, А/см;
– тангенциальная составляющая напряженности поля в ОК, А/см;
 – постоянная соленоида w/l;
– постоянная соленоида w/l;
w – число витков;
l и D – длина и диаметр соленоида, см.
Намагничивание способом магнитного контакта (рис. 33, з) применяют при контроле СОН. При этом полюс постоянного магнита или электромагнита перемещают по контролируемой поверхности. Зона контроля равна ширине полюсного наконечника.
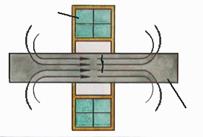
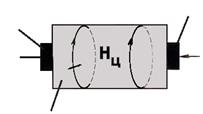
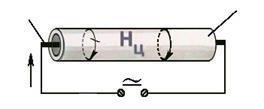
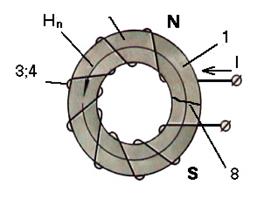
При циркулярном намагничивании магнитные силовые линии замыкаются преимущественно в детали. Этот вид намагничивания осуществляется пропусканием электрического тока по детали (рис. 36, а) или ее части (рис. 36, д, е), по проводнику или кабелю, проходящему через сквозное отверстие в детали (рис. 36, б), тороидальной обмотке (рис. 36, в), путем индуцирования тока в кольцевой детали (рис. 36, г). Наиболее эффективно циркулярное намагничивание деталей, имеющих форму тел вращения. При этом вокруг детали образуется магнитное поле, деталь намагничивается круговым потоком силовых линий, расположенных в плоскостях, перпендикулярных направлению тока. Магнитный поток из детали не выходит, он замыкается внутри детали, исключая зоны трещин.
При намагничивании с помощью тороидальной обмотки, например, свободных внутреннего или внешнего кольца буксового подшипника (см. рис. 36, д), магнитные линии в детали также имеют вид концентрических окружностей. Такое намагничивание применяют для выявления на торцах трещин радиальных и расположенных вдоль образующей на цилиндрической поверхности.

|
в г

|
|
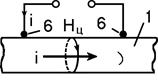
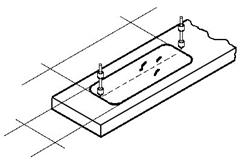
Рис. 36. Схемы реализации циркулярного намагничивания: а – пропусканием
тока через деталь; б – с помощью шины с током, помещенной в отверстие
детали; в – пропусканием тока по тороидальной обмотке; г – путем
индуцирования тока в деталь; д – с помощью контактных головок,
устанавливаемых на деталь; е – пропусканием тока по участку детали
на рис. 36 обозначено: 1 – объект контроля (деталь); 2 – магнитопровод; 3 – обмотка; 4 – кабель; 5 – шина с током; 6, 7 – контактные головки; 8 – дефекты.
Определение намагничивающего тока в схеме, приведенной на рис. 36, производят по формуле:
 , (43)
, (43)
где – тангенциальная составляющая напряженности поля в ОК, А/см;
l – длина средней линии тороида, см;
w – число витков обмотки.
Циркулярное намагничивание по схеме рис. 36, б применяют при контроле втулок и фланцев. При этом используют неферромагнитный стержень (медную шину) или кабель. Выявляются продольные дефекты на внутренней и внешней поверхностях втулок (труб), а также радиальные дефекты на торцах втулок и фланцев. Удобно выявлять радиальные дефекты вокруг отверстий.
Расчет намагничивающих токов при циркулярном намагничивании производят по формулам:  – для схем, изображенных на рис. 36, а, б;
– для схем, изображенных на рис. 36, а, б;  – для схемы на рис. 36, е.
– для схемы на рис. 36, е.
здесь Ht – тангенциальная составляющая напряженности магнитного поля, А/см; D – внешний диаметр объекта, см; l – длина участка, см; с – ширина участка (рекомендуемые значения: l = (7 – 25) см, с » 0,6l). Расчет тока для схемы, приведенной на рис. 36, д, производят по формуле  , когда расстояние l между контактами 6 значительно больше внешнего диаметра D детали, т. е. при l/D > 5 – 10.
, когда расстояние l между контактами 6 значительно больше внешнего диаметра D детали, т. е. при l/D > 5 – 10.
В случае циркулярного намагничивания пластин расчет менее точен, но можно полагать, что при соотношении сторон сечения более 10 – 15 напряженность магнитного поля на поверхности пластины определяется соотношением:
 , (44)
, (44)
где b – большая сторона сечения пластины.
Для деталей более сложной формы расчет неточен, поэтому приходится пользоваться или очень приближенными оценками, или, в конечном счете, устанавливать режим намагничивания экспериментально на образцах с дефектами.
Комбинированное намагничивание достигается в результате одновременного продольного и циркулярного намагничивания и использования для него токов одного вида или токов разного вида с соответствующими моментами включения или с изменением их значений и направления. В этом случае возникает результирующее поле, величина которого зависит от параметров каждого из полей. Необходимо, чтобы суммарный вектор намагниченности поворачивался относительно оси детали в пределах 90°. Комбинированное намагничивание позволяет выявлять трещины, направленные под разными углами к оси контролируемой детали. Его осуществляют пропусканием тока по детали и с помощью электромагнита (рис. 37, а) и соленоида (рис. 37, б), путем индуктирования тока в детали и током, проходящим по проводнику, помещаемому в отверстие детали (рис. 37, в), и пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендикулярных направлениях (рис. 37, г). при этом намагничивающий ток для циркулярного и полюсного намагничивания определяют по формулам (42), (43).
В депо и на вагоноремонтных заводах широко применяют комбинированное намагничивание по схеме, приведенной на рис. 37, б, в установке МДУ1-КПВ, МДУ2-КПВ для магнитного контроля осей колесных пар с напрессованными внутренними кольцами буксовых подшипников.
Намагничивание во вращающемся магнитном поле используют при контроле СОН объектов контроля с большим размагничивающим фактором, с неэлектропроводящими покрытиями. При одновременном наложении на ферромагнетик двух магнитных полей различной направленности в нем образуется векторное поле, величина и направление которого определится сложением составляющих. Если одна или обе составляющие поля переменны, то результирующее векторное поле будет изменяться по углу, величине и направлению и при известном соотношении фаз может формировать вращающееся поле. Из-за неоднородного распределения его компонентов вытекает характерное для этого способа намагничивания практическое следствие: в различных участках детали дефекты выявляются неодинаково, что снижает надежность контроля. Однако при отсутствии более выгодного дефектоскопического оборудования данный способ может оказать пользу: например, намагнитить деталь в двух или трех взаимно перпендикулярных направлениях.
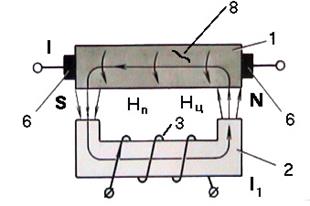
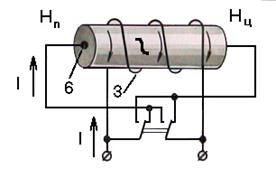
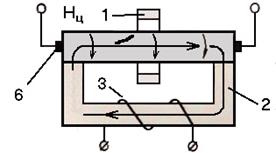
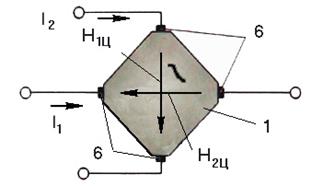
Рис. 37. Схемы реализации комбинированного намагничивания: а – с помощью электромагнита; б – пропусканием тока по детали и с помощью соленоида;
в – путем индуцирования тока в деталь и пропускания тока по проводнику,
помещаемому в отверстие детали; г – пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендикулярных направлениях
на рис. 37 обозначено: 1 – объект контроля (деталь); 2 – магнитопровод; 3 – обмотка; 5 – шина с током; 6 – контактные головки.
Каждый из видов намагничивания и средств его осуществления является эффективным тогда, когда обеспечивается достаточное значение напряженности намагничивающего поля детали и создается наивыгоднейшее направление линий этого поля по отношению к ориентации трещин.
Источник



