
- Справочник
- Магнитопорошковый контроль – простой и наглядный вид НК ферромагнитных материалов
- Сильные и слабые стороны магнитопорошкового контроля
- Способы магнитопорошкового контроля
- Виды намагничивания
- Главные процедуры магнитопорошкового контроля
- Оборудование и расходники для магнитопорошкового метода контроля
- Обучение и аттестация специалистов магнитопорошкового контроля
- Способы магнитопорошкового контроля;
Справочник
1. Принципы магнитопорошкового метода контроля
Магнитопорошковый метод неразрушающего контроля применяется для обнаружения поверхностных и подповерхностных дефектов в деталях и изделиях из ферромагнитных материалов и основан на явлении притяжения частиц магнитного порошка магнитными потоками рассеяния, возникающими над дефектами в намагниченных объектах контроля.
Наилучшая выявляемость дефектов обеспечивается при перпендикулярном направлении намагничивающего поля по отношению к направлению ожидаемых дефектов. При этом критическим считается угол 30 градусов между протяженным дефектом и направлением магнитного поля (силовых линий магнитного поля).
2. Магнитопорошковые дефектоскопические материалы
Для контроля деталей магнитопорошковым методом применяются порошки из железа и оксидов железа. Порошки применяются в сухом виде и в составе магнитопорошковых суспензий на основе масла или воды с пеногасящими добавками. При этом порошки различают следующие виды порошков:
- контрастные (черные, коричневые, синие и т.д.)
- люминесцентные (люминесцируют в ультрафиолетовом освещении)
Контрастные порошки и суспензии, как правило, применяются с фоновой белой краской для большего контраста порошка по отношению к поверхности контролируемого объекта, но могут использоваться и без неё.
Люминесцентные порошки и суспензии применяются с использованием ультрафиолетового освещения в затемненном помещении или палатке.
Существуют также дуальные порошки, которые могут использоваться как в контрастном, так и в люминесцентном методе.
3. Виды и способы намагничивания
При магнитопорошковом контроле применяют намагничивание: циркулярное; продольное (полюсное); комбинированное; во вращающемся магнитном поле.
Вид и способ намагничивания выбирают в зависимости от размеров и формы объекта, материала и толщины покрытия, а также от характера и ориентации дефектов, подлежащих выявлению.
Источник
Магнитопорошковый контроль – простой и наглядный вид НК ферромагнитных материалов
Из всех направлений магнитной дефектоскопии самым популярным по праву считается магнитопорошковый контроль (сокращённо – МПД). Вкратце: на изделие наносят сухой порошок либо суспензию, затем объект намагничивают. В местах несплошности силовые линии магнитного поля выходят на поверхность, образуя полюса на краях дефекта и тем самым притягивая ферромагнитные частицы. В зоне имеющихся несплошностей скапливаются валики магнитных частиц. Так образуется индикаторный рисунок, по которому можно обнаруживать (но не измерять!) поверхностных и подповерхностных (на глубине до 2 мм) дефектов. Магнитопорошковый метод неразрушающего контроля позволяет выявлять трещины, поры, расслоения и инородные включения, недоступные для визуального и измерительного контроля и зачастую закладывается в руководящих НТД в качестве альтернативы цветной дефектоскопии. По сравнению с ней МПД привлекательны меньшими требованиями к шероховатости поверхности (Ra 6,3 мкм, Rz 40 мкм). Для сравнения: перед проведением ПВК необходимо зачистить поверхность до шероховатости Ra 3,2 мкм (20 мкм).
Магнитопорошковый контроль распространён в самых разных отраслях. Вот лишь краткий перечень изделий (конструкций, механизмов, заготовок), которые проверяют при помощи данного вида НК:
- стальные трубы и трубопроводы (в первую очередь – сварные соединения, но встречается также МПД основного металла);
- литые изделия;
- комплектующие грузоподъёмных машин (подвесные крюки, шестерни, узлы лебёдок, талей, цепи и прочее);
- боковые рамы, оси колёсных пар, надрессорных балок и иных деталей грузовых и пассажирских вагонов и локомотивов. Магнитопорошковый метод – один из основных в железнодорожной отрасли;
- клепаные и болтовые соединения несущих металлоконструкций (к примеру, пролётов эстакад);
- бурильные трубы;
- муфты, зубчатые колёса, корпуса сосудов, насосных агрегатов и т.д.
Метод успешно используется на самых ответственных объектах «Газпрома», «Транснефти», «Роснефти», «РЖД», «Росатома» и других крупных предприятий.

Сильные и слабые стороны магнитопорошкового контроля

Способы магнитопорошкового контроля

Другая классификация методов магнитопорошкового контроля основана на таком параметре, как физическое состояние магнитного порошка. По данному критерию также выделяют два способа проведения контроля:
- сухой. Порошок из металлических частиц (например, закиси-окиси железа) наносится, «как есть», без добавления каких-либо растворов и пр. Порошки изготавливают из тщательно просеянной и измельчённой железной окалины, магнетита, никеля, карбонильного железа и пр. Для лучшей заметности материалы могут иметь белый, красный или жёлтый цвет. Сухой метод магнитопорошкового контроля подходит для дефектов поверхностного и подповерхностного типа. Намагничивание выполняется постоянным либо переменным током 300–600А при помощи П-образных электромагнитов. Чтобы нанести индикаторы, удобно использовать резиновые груши, пульверизаторы, подвижные сита и прочие приспособления;
- мокрый. Частицы порошка находятся во взвешенном состоянии – в воде, масле, керосине или специальном концентрате с поверхностно-активными добавками. Наносить можно кистью, погружением, поливом и пр. Мокрый способ эффективен для поиска поверхностных несплошностей.
Виды намагничивания
Главные процедуры магнитопорошкового контроля
МПД проводится в строгом соответствии с технологической инструкцией (картой) и руководящей документацией, актуальной для отрасли и предприятия. К таковой нормативно-технической документации относятся, например, ГОСТ Р 56512-2015, ГОСТ Р ИСО 10893-5-2016 и пр. Помимо самой методики, в НТД содержатся подробные указания о типах и характеристиках недопустимых дефектов.
В традиционном виде магнитопорошковый метод предполагает следующие этапы контроля.
- Подготовка. Нужно изучить технологическую карту, выбрать индикаторные материалы, аппаратуру, убедиться в надлежащем метрологическом обеспечении. Определиться со схемой и способом намагничивания, типом и величиной тока. Проследить за тем, что зона контроля (по 20 мм околошовной стороны с каждой стороны сварного шва) зачищена. Проверить шероховатость при помощи аттестованных образцов или профилографов (профилометров). При необходимости разделить периметр на участки на 300-500 мм или обозначить начало отсчёта и закрепить мерительный пояс. Непосредственно перед контролем протереть поверхность чистой сухой ветошью и убедиться, что на ОК нет остатков ворса и иных препятствий для магнитного порошка. Если будет использоваться суспензия на водной основе, ОК предварительно нужно просушить. Работоспособность намагничивающего устройства и магнитного порошка проверяется по аттестованным контрольным образцам. Для получения более контрастного индикаторного рисунка на поверхность можно нанести белую фоновую краску (толщина слоя — до 20 мкм).
- Намагничивание. Для выявления поверхностных дефектов требуется переменный либо импульсный ток. Постоянный и выпрямленный ток эффективен как для поверхностных, так и для подповерхностных слоёв (на глубине в пределах 2 мм). Чтобы не допустить локального нагревания и возникновения прожогов при СПП, намагничивание рекомендовано проводить в прерывистом режиме «ток-пауза» (5-6 циклов длительностью 0,1-3 с, продолжительность пауз — от 1 до 5 с). Намагничивание производят поочерёдно в двух взаимно перпендикулярных направлениях, регулируя межполюсное расстояние в диапазоне 70-250 мм. Чтобы обеспечить 100% контроль всей зоны, важно не забыть про зону невыявляемости — до 20 мм вблизи полюсов.
- Нанесение индикатора. Он должен покрывать всю исследуемую зону, включая труднодоступные ниши, глухие отверстия, пазы и пр. При использовании аэрозольных баллонов нужно следить за тем, чтобы расстояние между соплом и поверхностью составляло 200–300 мм. Перед проведением осмотра нужно дать излишкам суспензии стечь с ОК.
- Осмотр. Этот этап магнитопорошкового контроля выполняется после стекания излишков индикатора. Выявленные несплошности тщательно осматривают при помощи оптических инструментов и приборов. В стационарных установках применяются автоматизированные системы расшифровки индикаторных рисунков. При ручном проведении дефектоскопии протяжённость и координаты несплошностей замеряют линейками, угольниками и кронциркулями из немагнитных материалов. По характеру индикаторного следа можно определить тип дефекта. Тонкие удлинённые линии указывают на плоскостные дефекты, округлые рисунки – на объёмные поры, включения и раковины. Если осаждение порошка не имеет чётких контуров, это служит косвенным признаком подповерхностных несплошностей. В зависимости от требований к чувствительности подбирается комбинированное освещение рабочей зоны с использованием разрядных и галогенных ламп. Для защиты от бликов предпочтительны светильники с рассеивателями и отражателями. Обязательна возможность регулировки интенсивности освещения. При работе с люминесцентными индикаторами задействуются источники ультрафиолетового излучения 2000 мкВт/кв. см и выше с длиной волны 315–400 нм.
- Регистрация результатов магнитопорошкового контроля. Прежде всего, вносят соответствующие записи в протокол (заключение или акт) и журнал. К описанию и схематическому изображению могут прилагаться дефектограммы – фотографию или слепок (отпечаток на клейкой ленте) индикаторного рисунка. Места выявленных дефектов могут также отображаться на эскизе ОК. Файлы могут быть переданы на ПК и продублированы на USB-носителе. Если того требует инструкция, на годные участки и выявленные дефекты наносят маркировку – непосредственно по поверхности объекта.
- Размагничивание. Остаточную намагниченность нужно убирать, так как она может спровоцировать скопление продуктов износа, мешает корректной работе электроаппаратуры и негативно влияет на последующую обработку изделия.

Оборудование и расходники для магнитопорошкового метода контроля
Прежде всего, не обойтись без индикаторных материалов – порошков, суспензий, готовых аэрозолей, магнитогуммированных паст и пр. Последние представляют собой затвердевающую консистентную смесь из ферромагнитного порошка, пластификаторов и вспомогательных добавок. Изготавливаются на основе хлоркаучука и полимеров. Предназначаются для труднодоступных участков.
Для магнитопорошкового метода контроля используются порошки естественного (чёрного либо красно-коричневого) цвета, а также окрашенные в более контрастные тона – жёлтый, красный, белый и пр. Отдельная категория – люминесцирующие материалы для получения более чётких и ярких индикаторных рисунков.
Порошок не должен неприятно пахнуть, а химический состав не должен быть токсичным. Выявляющую способность периодически проверяют при помощи профильных СИ и контрольных образцов с искусственными или естественными дефектами (трещинами, пропилами, отверстиями).
Что касается аппаратуры, то для магнитопорошкового контроля предусмотрены следующие виды оборудования:
- дефектоскопы. Бывают стационарные и переносные, универсальные и специализированные (к примеру, галтелей малого радиуса). В отдельную группу можно выделить автоматизированные системы МПД на производствах, где собственно дефектоскоп – лишь один из модулей, а поиск и распознавание дефектов осуществляет специальная система;
- намагничивающие устройства (соленоиды, электромагниты, «ярмо»), постоянные магниты и размагничивающие устройства;
- средства измерения магнитных полей напряжённости и индукции (магнитометры, ферритометры и гауссметры);
- ультрафиолетовые светильники и приборы для проверки уровня освещённости;
- контрольные образцы – для оценки качества порошков, концентратов, паст и суспензий, калибровки и настройки дефектоскопов (в первую очередь, МО-4);
- магнитные индикаторные полоски;
- ASTM-колбы для оценки концентрации взвешенных магнитных частиц в жидких растворах;
- приспособления для осмотра индикаторных следов – лупы, микроскопы, зеркала и т.д.
Требования к дефектоскопам для магнитопорошкового контроля содержатся в ГОСТ Р 53700-2009. При выборе модели учитывают поддержку способов СОН и/или СПП, напряжение питания, минимальное и предельную величину намагничивающего тока, его вид, плавность регулировки и т.д.
В качестве альтернативы дефектоскопам используются более компактные портативные электромагниты и соленоиды. Дополнительно к ним рекомендовано применять блок регулирования тока.
Обучение и аттестация специалистов магнитопорошкового контроля
Программы подготовки включают в себя теоретические и практические занятия по металловедению, видам и способам намагничивания, технологическим процедурам МПД, изучению материалов и средств проведения дефектоскопии. Для дефектоскопии на объектах, подведомственных Ростехнадзору, требуется аттестация персонала на I, II и III уровня в соответствии с СДАНК-02-2021 или СНК ОПО РОНКТД-02-2021 (в зависимости от того, в какой Системе НК нужно подтвердить компетенцию, чтобы зайти на объект заказчика).
Источник
Способы магнитопорошкового контроля;
Магнитопорошковый метод контроля основан на обнаружении магнитных полей рассеяния, образованных дефектами, с помощью ферромагнитных частиц.
Перемещение уединённой частицы магнитного порошка, находящейся в окрестностях дефекта, происходит под влиянием равнодействующей затягивающей пондеромоторной силы, силы тяжести частицы, архимедовой выталкивающей силы и силы трения. Эта, равнодействующая сила изображена на рисунке.
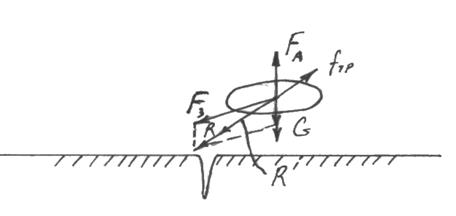

где  — магнитная постоянная;
— магнитная постоянная;
 — магнитная восприимчивость частицы;
— магнитная восприимчивость частицы;
 — её объём;
— её объём;
Н- напряжённость магнитного поля;
 — градиент напряжённости магнитного поля.
— градиент напряжённости магнитного поля.
В присутствии магнитного поля отдельные частицы магнитного порошка образуют цепочки или конгломераты. В этом случае действуют магнитные силы со стороны других частиц и силы электростатического отталкивания, обусловленные наличием в магнитной суспензии поверхностно-активных веществ.
В формировании индикаторных рисунков дефектов участвуют в основном как одиночные частицы порошка так, так и короткие цепочки. Длинные цепочки создают общий фон в зоне структурной неоднородности металла, грубой обработки поверхности и т.д.
Чтобы в магнитной суспензии вследствие автокоагуляции не образовывалось большого количества длинных цепочек ферромагнитных частиц, магнитную суспензию периодически пропускают через размагничивающий соленоид.
Области применения.
Основная область применения магнитопорошковой дефектоскопии – полуфабрикаты, отливки, прокат, заготовки, детали бывшие в эксплуатации, сварные швы. Выявляемые дефекты: трещины, включения, расслоения, несплавления, пористость и т.д.
Магнитопорошковый метод контроля включает следующие технологические операции: подготовка к контролю, намагничивание объекта, нанесение дефектоскопического материала на объект контроля, осмотр контролируемой поверхности и регистрация индикаторных рисунков дефектов, оценку результатов контроля и размагничивание объекта.
Подготовка к контролю должна включать подготовку объекта к операциям контроля, проверку работоспособности дефектоскопов, проверку качества дефектоскопических материалов.
При подготовке объекта с контролируемой поверхности необходимо удалить продукты коррозии, остатки окалины, масляные загрязнения, а при необходимости и следы лакокрасочных покрытий. Если намагничивание производят циркулярно путём пропускания тока через объект, то места касания электроконтактов с поверхностью объекта контроля должны быть тщательно очищены.
Проверку работоспособности дефектоскопов и качества дефектоскопических материалов осуществляют при помощи стандартных образцов предприятий специально изготовленных или отобранных из числа забракованных деталей с дефектами, размеры которых соответствуют принятому условному уровню чувствительности.
При МПД применяют способ остаточной намагниченности (СОН) и способ прил. поля (СПП).
При контроле СОН объект предварительно намагничивает, а затем после снятия намагничивающего поля на его поверхность наносят дефектоскопический материал. Промежуток времени между указанными операциями не должен превышать часа.
При контроле СПП операции намагничивания объекта контроля и нанесения дефектоскопического материала выполняют одновременно.
При выборе способа МПК руководствуются следующим:
1) Контроль в приложенном поле позволяет достичь, как правило, более высокой чувствительности, вследствие, более высокой индукции в объекте (за исключением случаев контроля деталей с выраженной текстурой, когда магнитный порошок осаждается по волокнам металла, а также объектов с грубой обработкой поверхности).
Способ контроля на остаточной намагниченности более прост и удобен в осуществлении, а именно, возможность установки детали в любое удобное положение, возможность нанесения суспензии как путём полива, так и путём погружения в ванну с суспензией, простоту расшифровки результатов контроля (в меньшей степени частицы порошка осаждаются по рискам, наклёпу, в местах грубой обработки поверхности и т.д.).
При контроле СОН меньше вероятность прижогов в местах контакта электродов с деталью, поэтому в равных условиях нужно отдавать предпочтение СОН.
СОН применяют, если выполняются одновременно все условия:
1) материал объекта контроля имеет коэрцитивную силу более 1000А/м;
2) остаточную индукцию – не менее 0,5 Тл;
3) если при этом достигается требуемый условный уровень чувствительности;
4) если толщина немагнитного покрытия на поверхности объекта не превышает 30 мкм.
Возможность достижения требуемого условного уровня чувствительности определяется по графикам:
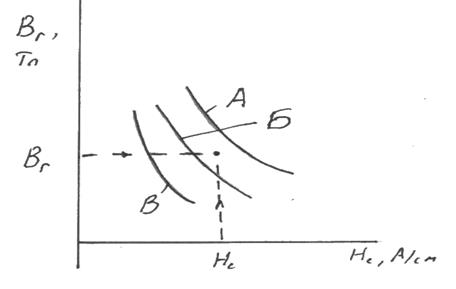
С этой целью восстанавливают перпендикуляры из точек осей координат, соответствующих  и
и  материала объекта контроля. Если точка их пересечения лежит на кривой или выше кривой требуемого условного уровня чувствительности, то этот условный уровень чувствительности достижим.
материала объекта контроля. Если точка их пересечения лежит на кривой или выше кривой требуемого условного уровня чувствительности, то этот условный уровень чувствительности достижим.
В нашем случае достижимы уровни чувствительности Б и В.
Если установлено, что деталь можно контролировать СОН, то по таблицам определяют режим, при котором объект намагничивается до технического насыщения (напряжённость поля, необходимая для получения  ).
).
Если не выполняется хотя бы одно из перечисленных выше условий, то контроль производят СПП.
Контроль СПП производят также в следующих случаях:
1) контролируемая деталь имеет сложную форму или малое удлинение (отношение l к d
Источник



