
Способы наложения шва по длине




§ 32. Техника выполнения швов
Зажигание дуги. Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги. Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5 — 1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе (рис. 46, а).
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва (рис. 46, б).
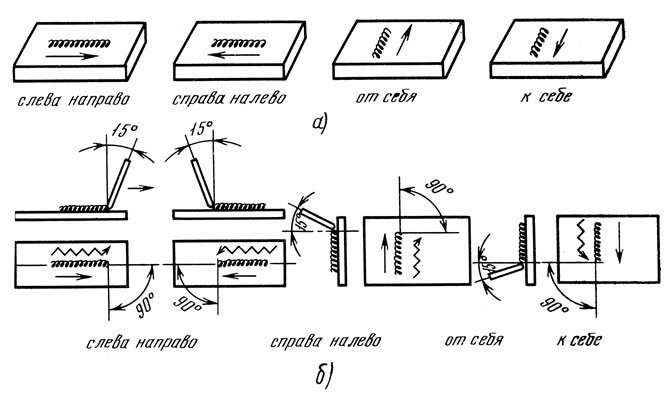
Рис. 46. Направления сварки (а) и наклон электрода (б)
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 46, б, 53, а — в, 54, а — в.
Колебательные движения электрода. Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке (рис. 47):
прямые по ломаной линии;
полумесяцем, обращенным концами к наплавленному шву;
полумесяцем, обращенным концами к направлению сварки;
петлеобразные с задержкой в определенных местах.
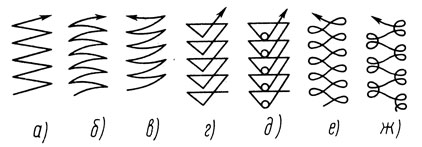
Рис. 47. Основные виды поперечных движений конца электрода: а, б, в, г — при обычных швах, д, е, ж — при швах с усиленным прогревом кромок
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Способы заполнения шва по длине и сечению. Швы по длине выполняют напроход и обратно-ступенчатым способом. Сущность способа сварки напроход заключается в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы (рис. 48, а), многопроходные многослойные (рис. 48, б) и многослойные (рис. 48, в).
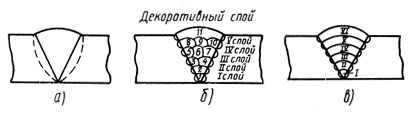
Рис. 48. Сварные швы: а — однослойный и однопроходной, б — многослойный и многопроходной, в — многослойный
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки (рис. 49).
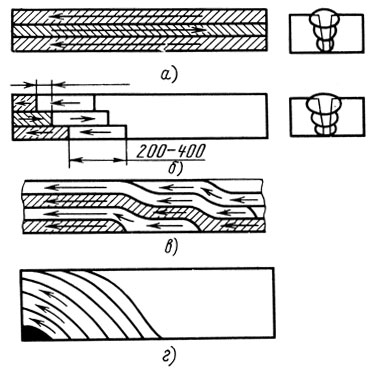
Рис. 49. Схемы заполнения многослойного шва с малым интервалом времени: а — секциями, б — каскадом, в — горкой
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200 — 400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 — 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20 — 25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200 — 400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие преимущества:
1. Уменьшается объем сварочной ванны, в результате чего скорость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому составу наплавленного металла, так как малая сила сварочного тока при многослойной сварке способствует расплавлению незначительного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает металл предыдущего слоя и околошовный металл имеет мелкозернистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3 — 5 мм (при сварке низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего слоя на глубину около 1,5 мм, а металл нижнего слоя (глубина более 1,5 мм) нагревается от 1500 до 1100°С и при быстром охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена до 5 мм, а термическая обработка нижнего слоя произойдет на глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением мелкозернистой структуры осуществляется нанесением подварочного валика, который выполняется электродом диаметром 3 мм при сварочном токе 100 А. Перед нанесением подварочного валика корень шва очищают термической резкой или резцом. Подварочный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется нанесением отжигающего (декоративного) слоя. Толщина отжигающего слоя должна быть минимальной (1 — 2 мм), обеспечивающей высокую скорость остывания и мелкозернистую структуру верхнего слоя. Отжигающий слой выполняется электродами диаметрами 5 — 6 мм при токе 200 — 300 А в зависимости от толщины листа.
Окончание шва. В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла кратер. Кратер может вызвать появление трещины в шве вследствие содержания в нем примесей, прежде всего серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. При сварке стали, «склонной к образованию закалочных микроструктур, вывод кратера в сторону недопустим ввиду возможности образования трещины. Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образования окисных загрязнений металла. Лучшим способом окончания шва будет заполнение кратера металлом за счет прекращения поступательного движения электрода вниз и медленного удлинения дуги до ее обрыва.
Источник
Способы наложения шва по длине
Наложение швов — наиболее частый способ соединения тканей.
Швы бывают различных видов: узловые, непрерывные, матрацные и др. (рис. 2.24).
Узловой шов состоит из отдельных стежков, каждый из них накладывается отдельной лигатурой длиной 20—25 см. Проведение каждого стежка включает 4 момента: вкол, выкол, протягивание лигатуры и ее завязывание.
Узловые швы обычно накладывают на кожу, апоневроз и мышцы.
 Рис. 2.24. Виды швов. А — узловой; Б — непрерывный; В — матрацный.
Рис. 2.24. Виды швов. А — узловой; Б — непрерывный; В — матрацный.
Пинцетом фиксируют ткань, а острие иглы направляют перпендикулярно прокалываемой поверхности рядом с пинцетом.
Непрерывный шов накладывают одной нитью, длина которой зависит от длины шва (30 см и более). После наложения первого стежка нить протягивают сквозь ткани с оставлением небольшого конца, который вязывают с основной нитью. Этой основной нитью и накладывают весь шов до конца. Накладывая последний стежок, нить до конца не протягивают, а непротянутую часть складывают вдвое и связывают с оставшимся свободным концом.
Узловой шов менее травматичен, не вызывает сильной ишемии тканей.
Непрерывный шов обеспечивает более плотное сопоставление краев раны и герметизм, но вызывает ишемию, а при прорезывании хотя бы одного из стежков края раны расходятся.
В настоящее время в хирургии используют многочисленные модификации как узлового, так и непрерывного шва. Выбор зависит от конкретной хирургической ситуации (строение и функция органа, вид тканей, характер разреза и пр.). Соединение мышц при помощи узловых кетгутовых швов чаще используют после тупого разъединения мышечных пучков. Узловые кетгутовые швы проводят колющей или режущей иглой через всю толщу разъединенных мышц. Мышечные пучки сближают до соприкосновения краев. Сильно затягивать нити не следует, так как узлы могут прорезаться, травмировать мышечные пучки.
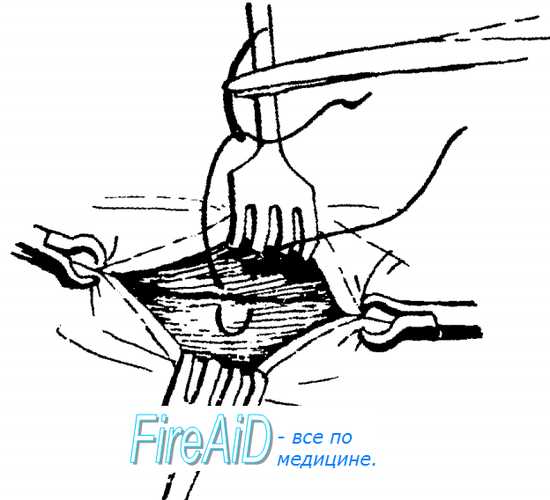 Рис. 2.25. П-образный шов на мышцу.
Рис. 2.25. П-образный шов на мышцу.
П-образные узловые швы на мышце используются как при тупом разъединении мышечных пучков, так и при их поперечном рассечении. Сначала прошивают «верхний» край мышцы, а затем «нижний», проводя иглу «на себя». С помощью пинцета меняют положение иглы в иглодержателе так, чтобы игла острием была направлена в правую сторону. Отступив на 1 — 1,5 см влево, прошивают сначала «нижний», а затем «верхний» край мышцы, провода иглу «от себя». На «нижнем» краю мышцы остается перекладина «П». На «верхнем» краю остаются два конца лигатуры, которые связывают (рис. 2.25). Узел должен располагаться на расстоянии 1 —2 см от края раны на поверхности мышцы.
Фасции и апоневрозы соединяют колющей иглой нерассасы-вающимся шовным материалом при помощи узловых швов. При сшивании соединительнотканных образований надо стараться не прошивать лежащие глубже образования, для чего пинцетом приподнимают края сшиваемых тканей. Расстояние между швами — 0,5— 1,5 см.
При правильном сшивании фасций и апоневрозов их края плотно соприкасаются, линия шва подвижна по отношению к расположенным глубже образованиям.
Источник
Способы наложения шва по длине
а) Одиночный шов. Для многих пациентов кожный шов — это фирменный знак хирурга. Принцип, лежащий в основе всех кожных швов, заключается в достижении заживления первичным натяжением и с минимальным рубцом. Предпосылкой к этому является точное сопоставление краев кожи и подкожной ткани без натяжения.
Края кожи должны хорошо кровоснабжаться; следует избегать формирования полостей и карманов. Общее правило гласит, что расстояние между швами должно соответствовать ширине захвата ткани в шов (то есть, расстояние между швами и ширина шва должны образовывать квадрат). Одиночные швы используются чаще всего, и это наиболее простой из всех способов соединения тканей нитью. Нить последовательно проводится сквозь края раны, удерживаемые пинцетом.
Для этого иглу проводят перпендикулярно через кожу и косо через подкожную клетчатку. Расстояние от вкола до края раны и глубина стежка должны быть одинаковы с обеих сторон раны. Нити следует завязывать с небольшим натяжением, чтобы избежать ишемии тканей (ткани под швом не должны побледнеть).

Видео техники наложения узлового шва
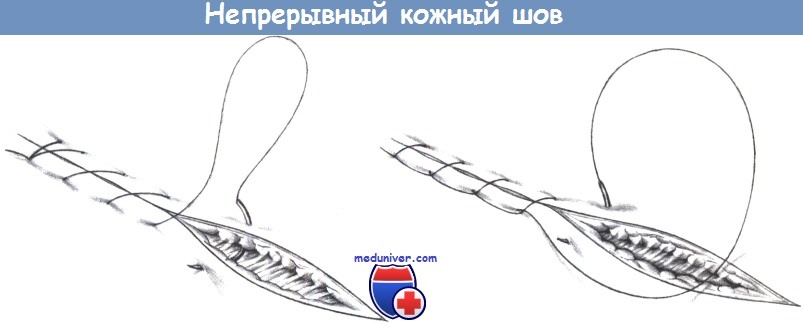
б) Непрерывный шов. Непрерывный шов экономит время, но технически сложнее, потому что он предполагает хорошее сопоставление краев раны и проведение нити ассистентом. Непрерывный шов можно наложить как простой шов Киршнера (а) или как «морской» шов с нахлестом (б).
Видео техники наложения шва Мультановского
в) Вертикальный матрацный шов по Донати. Матрацный шов дает превосходное сопоставление краев раны.
В вертикальном матрацном шве по Донати нить видна с обеих сторон раны. Однако наилучшее сопоставление достигается только тогда, когда ширина и глубина прямого и обратного стежка абсолютно симметричны, и если все четыре точки вкола и выкола лежат на одной прямой линии, перпендикулярной ране. Чем ближе к поверхности кожи проведен обратный стежок, тем лучше закрытие раны.

г) Вертикальный матрацный шов по Альговеру. При этой модификации матрацного шва нить видна только с одной стороны раны. С другой стороны нить захватывает подкожный слой и часть кожи. Таким образом, для достижения хорошего косметического результата необходимы те же условия, что и при шве по Донати. Однако снять этот шов труднее, особенно, если места вкола и выкола расположены достаточно близко друг к другу, и нить завязана слишком туго.

д) Непрерывный подкожный шов. При непрерывном подкожном шве нить выходит на кожу только в начале и в конце раны. Шов полностью проходит в коже и дает прекрасное сопоставление путем точного стыкующего хода нити через оба края раны. На каждом конце раны нить фиксируется пластиковой клипсой.
Видео техники наложения матрацного шва
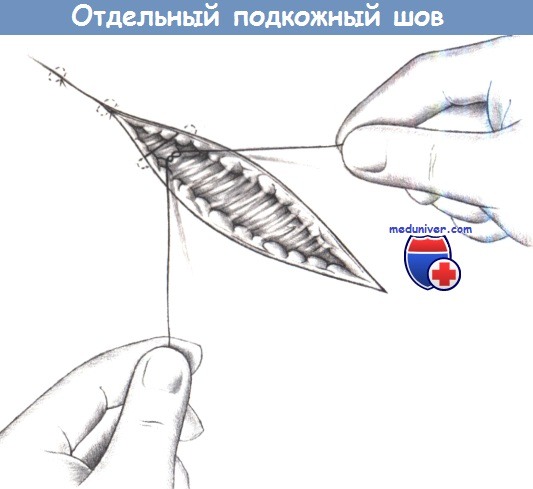
е) Отдельные подкожные швы. Отдельные подкожные швы нитью из PGA 5-0 или 6-0 дают хорошее сопоставление кожи, особенно у детей. Снятие швов не требуется. Однако рекомендуется разгрузка этих швов от какого-либо натяжения раны с помощью дополнительного наложения хирургических самоклеющихся лент.
ж) Хирургические самоклеющиеся ленты (Steri-Strips). Современные хирургические ленты способны сопоставлять края раны и удерживать их вместе без натяжения. Они редко показаны в качестве самостоятельного средства закрытия раны, так как легко отклеиваются при промокании. Чаще всего они используются как дополнительная мера при поверхностных ранах.

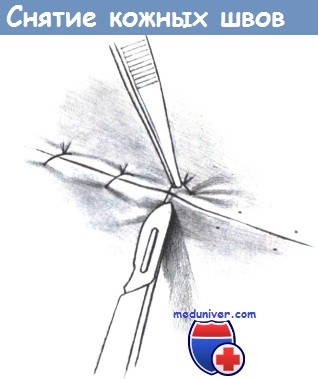
з) Снятие кожных швов. Для удаления швов нить слегка приподнимается зажимом, перерезается близко к коже с одной стороны, а затем извлекается. Это предотвращает протаскивание загрязненной внешней части нити через ее подкожный канал. Лучшее время для снятия швов определяется состоянием раны, а также местом наложения шва.
Кожные швы на лице и шее можно снимать на 5 день, тогда как кожные швы в других областях тела следует оставлять на месте от 6 до 14 дней, в зависимости от их локализации.
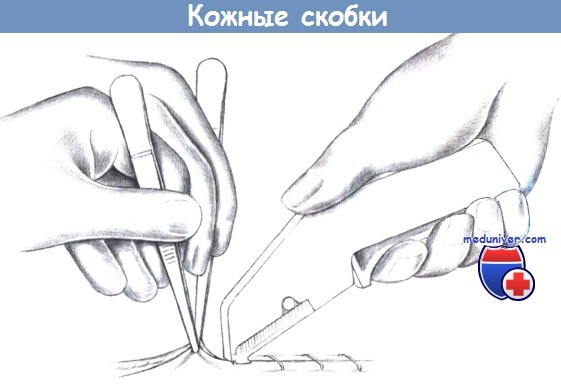
и) Кожные скобки. Самый быстрый путь закрытия раны заключается в использовании автоматического скобочного устройства, которое внедряет и изгибает квадратные металлические скобки в краях раны. Края раны должны симметрично захватываться зажимами с зубцами и слегка выворачиваться в момент наложения скобки. Наложение такого шва требует хорошего взаимодействия хирурга и ассистента.
к) Снятие скобок. Скобки извлекаются соответствующими специальными щипцами, которые изгибают закрытые скобки в форме буквы М, в результате чего их подкожные части освобождают рубец.

Редактор: Искандер Милевски. Дата обновления публикации: 18.3.2021
Источник



