
- Делительные головки и методика их наладки
- Настройка универсальной делительной головки
- Расчет настройки универсальной делительной головки
- Делительные головки для фрезерных станков — виды, инструкции
- Использование фрезерных головок
- Настройка делительной головки
- Методы деления
- Непосредственное деление
- Простое деление
- Комбинированное деление
- Дифференциальное деление
- Непрерывное деление
- Настройка делительной головки
- УТВЕРЖДЕНО
- УДК 621.941
- Озёрский технологический институт (филиал) ГОУ ВПО «МИФИ», 2006
- 1. НАЗНАЧЕНИЕ УНИВЕРСАЛЬНОЙ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
- Виды делительных головок
- Простая делительная головка
- Универсальная делительная головка
- Универсальная делительная головка (видео)
- План простого деления
- Порядок выполнения работ
- Таблица делений для делительной головки
- Расчет делительной головки
- Характеристика универсальной делительной головки
- Преимущества использования УДГ
- Характеристика оптической делительной головки
- Самостоятельное изготовление
Делительные головки и методика их наладки
Делительные головки значительно расширяют технологические возможности станков. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат: для установки обрабатываемой заготовки под требуемым углом относительно шпинделя станка; периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части); непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес.
Делительные головки бывают: лимбовые с делительными дисками (непосредственного деления, простого деления, полууниверсальные, универсальные); безлимбовые (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес; оптические (для точных делений и контрольных операций). Обычно делительные головки изготовляют одношпиндельными.
Иногда, для одновременной обработки двух или трех заготовок, применяют специальные делительные головки, которые могут быть (двух и трехшпиндельные соответственно).
Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее, чем лимбовых.
В промышленности наиболее распространены лимбовые делительные головки следующих моделей: ГЗФС, ПБ-32, УДГ-100, УДГ-130, УДГ-135, УДГ-160,УДГ-Д-250 и др.
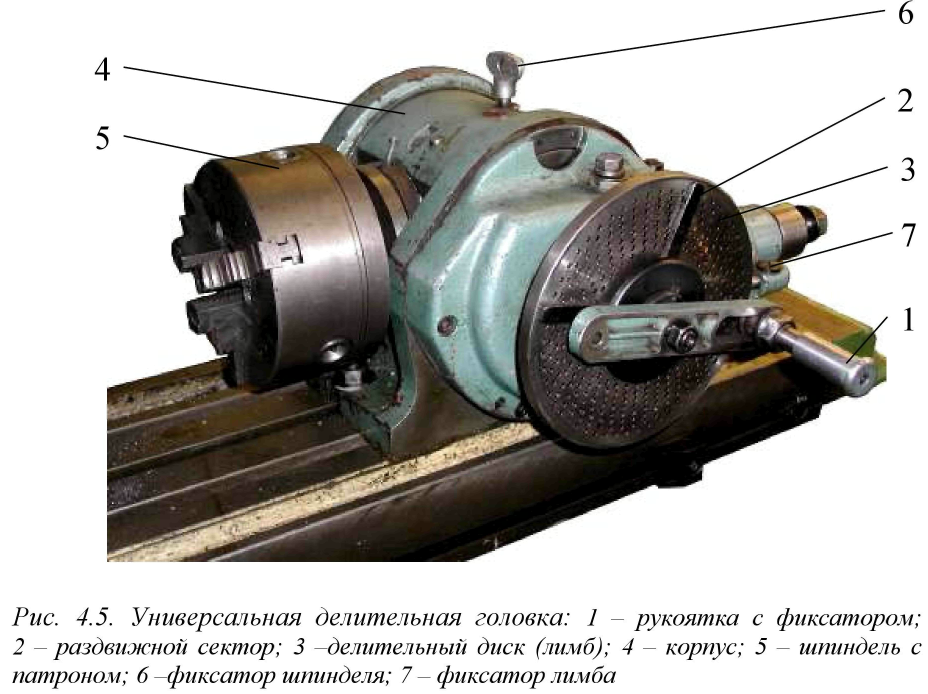
Заготовку устанавливают в центре делительной головки и задней бабки или она крепится в патроне, который крепится на передний конец шпинделя. Отсчет поворота рукоятки 1 с фиксатором на требуемый угол осуществляется с помощью лимба 3. Лимб имеет несколько рядов отверстий, равномерно расположенных на концентрических окружностях, в которые устанавливается фиксатор. Для удобства отсчета используют раздвижной сектор 2.
Делительные головки построены по кинематической схеме червячного редуктора и имеют характеристику — 40. Характеристика головки — это число полных оборотов рукоятки, необходимых для поворота ее шпинделя на один полный; оборот (передаточное отношение червячной пары). Поворот рукоятки головки осуществляется вручную.
К делительным головкам могут прилагаться один или несколько дисков (лимбов).
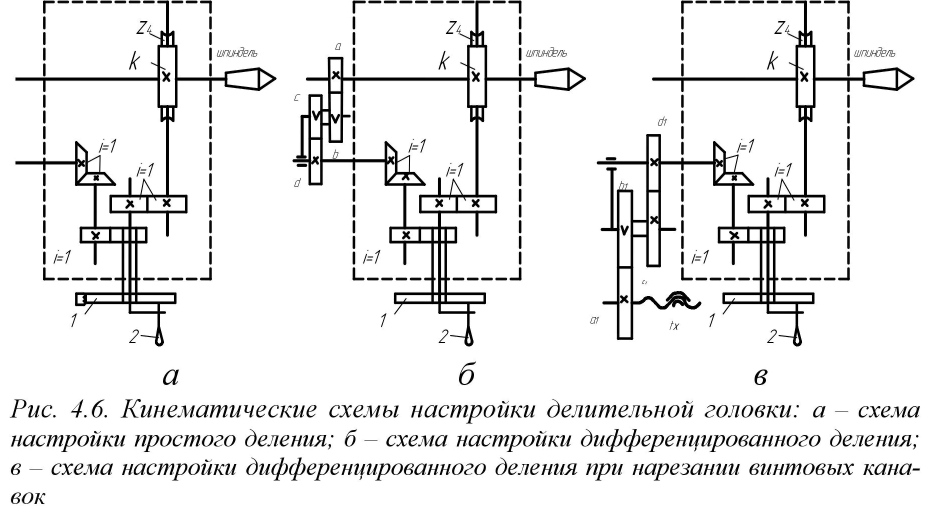
При обработке зубчатых колес методом копирования применяют три схемы настройки делительной головки: простой и сложный (дифференциальный) методы деления, а также настройка на обработку спиральных впадин зубчатого колеса.
Первые два метода используются для нарезания прямозубых цилиндрических колес, последний — при фрезеровании косозубых. Кинематическая схема простого метода деления представлена на рис. 4.6,а, дифференциального метода деления на рис. 4.6, б, при обработке спиральных впадин зубчатого колеса и косозубых цилиндрических колес на рис. 4.6, в.
Для фрезерования спиральных канавок необходимо применять фрезерный станок с поворотным столом и приводом от винта продольной подачи (горизонтально-фрезерный станок мод. 6Р81Г поворотного стола не имеет).
Простое деление (рис. 4.6, а) применяется тогда, когда на делительном диске (лимбе) можно подобрать концентрическую окружность с необходимым числом отверстий для отсчета.
Однозаходный червяк введен в зацепление с червячным колесом (рис. 4.6, а). Делительный диск 1 с помощью защелки 3 закрепляется неподвижно. Поворот шпинделя с заготовкой на 1/z часть (z — число частей, на которое требуется выполнить деление) должен быть произведен за п оборотов рукоятки 2.
Конечные звенья данной кинематической цепи: рукоятка универсальной делительной головки — шпиндель с заготовкой.
Расчетные перемещения конечных звеньев:
Делительные диски универсальных делительных головок имеют ряд концентрических окружностей со следующим количеством отверстий:
с одной стороны — 16, 17, 19, 21, 23, 29, 30, 31;
с другой стороны — 33, 37, 39, 41, 43, 47, 49, 54.
Делительный диск крепится к головке четырьмя винтами и может при необходимости поворачиваться. Его фиксация производится стопором 7 (рис. 4.5). Для поворота рукоятки делительной головки на часть оборота используется раздвижной сектор с двумя линейками, подпружиненными между собой от самопроизвольного поворота.

Для поворота шпинделя головки с заготовкой на 1/9 оборота для знаменателя дроби выбираем из ряда числа отверстий на делительном диске число, кратное 9, а для того, чтобы дробь не изменилась, умножаем числитель на то же число. В нашем примере и числитель, и знаменатель умножаем на 6. Рукоятку делительной головки следует каждый раз поворачивать на один полный оборот и шесть шагов ряда отверстий диска с 54 отверстиями. Линейки раздвижного сектора устанавливаются (раздвигаются) на шесть отверстий, не считая седьмого, в который вставлен фиксатор рукоятки делительной головки.
Дифференциальное деление применяется тогда, когда из-за ограниченного количества отверстий на делительном диске нельзя применять простое деление.
Кинематика делительной головки при этом усложняется (рис.4.6, б), так как шпиндель головки и делительный диск 1, кинематически связывают дифференциальной гитарой a,b,c,d.
Шестерня a установлена и закреплена на шпинделе 3 делительной головки, а шестерня d установлена на выходном валу IV. Делительный диск 3 (рис. 4.5) раскрепляется стопором 7 и совершает незначительный поворот при вращении рукоятки 1. Число оборотов рукоятки 1 определится так же, как и при простом методе деления, но не для требуемого числа делений z, а для достаточно близкого к нему числа делений ZХ, для которого применительно простое деление. Для компенсации полученной при этом погрешности рассчитываются числа зубьев сменных колес a,b,c,d дифференциальной гитары, чтобы делительный диск 3 повернулся в нужном направлении на величину допущенной угловой ошибки поворота рукоятки 1.
Обороты рукоятки делительной головки при дифференциальном делении определяют по формуле

а также межцентровое расстояние, зная модуль сменных зубчатых колес.
Передаточное отношение может быть положительным и тогда направления вращения рукоятки 2 и диска 1 должны совпадать; оно может быть и отрицательным и тогда рукоятка 2 и диск 1 должны вращаться в противоположных направлениях. Нужное направление вращения диска 1 обеспечивается установкой в дифференциальной гитаре промежуточных колес. Настройка на обработку косозубых колес (рис. 4.6, г) не рассматривается, т.к. на станке модели 6Р81Г это невозможно.
Источник
Настройка универсальной делительной головки

Настройка универсальной делительной головки для непосредственного деления производится так же, как оптических головок, т. е. червяк выводят из зацепления с червячным колесом, и деление осуществляется непосредственно поворотом вручную заготовки детали или шпинделя, каждый раз — на требуемую часть окружности. Отсчет ведут с помощью закрепленного на шпинделе диска, на котором имеются либо фиксирующие отверстия, либо шкала с делениями в градусах.
В делительных головках Н-135, H-160 и H-100 отсчет производится по градусной шкале диска непосредственного деления и нониусу, позволяющему отсчитывать углы с точностью до 5′. Угол поворота шпинделя определяется в этом случае по формуле
где α° — угол поворота шпинделя; z — требуемое число делений.
Расчет настройки универсальной делительной головки
Расчет настройки универсальной делительной головки производится следующим образом. Червяк Zч вводится в зацепление с червячным колесом К, а делительный диск (лимб) 1 в лимбовых головках (рис. 1, сверху) или колесо Z1, дифференциала — в безлимбовых головках (рис. 1, внизу) закрепляют в неподвижном положении. Чтобы повернуть, шпиндель на 1/z часть окружности, надо сообщить червяку число оборотов n’, определяемое по формуле
где N — отношение числа зубьев червячного колеса к числу заходов червяка, называемое характеристикой головки.
В головках современного исполнения обычно N = 40, но встречаются также головки с N = 60 или 80, или 120.
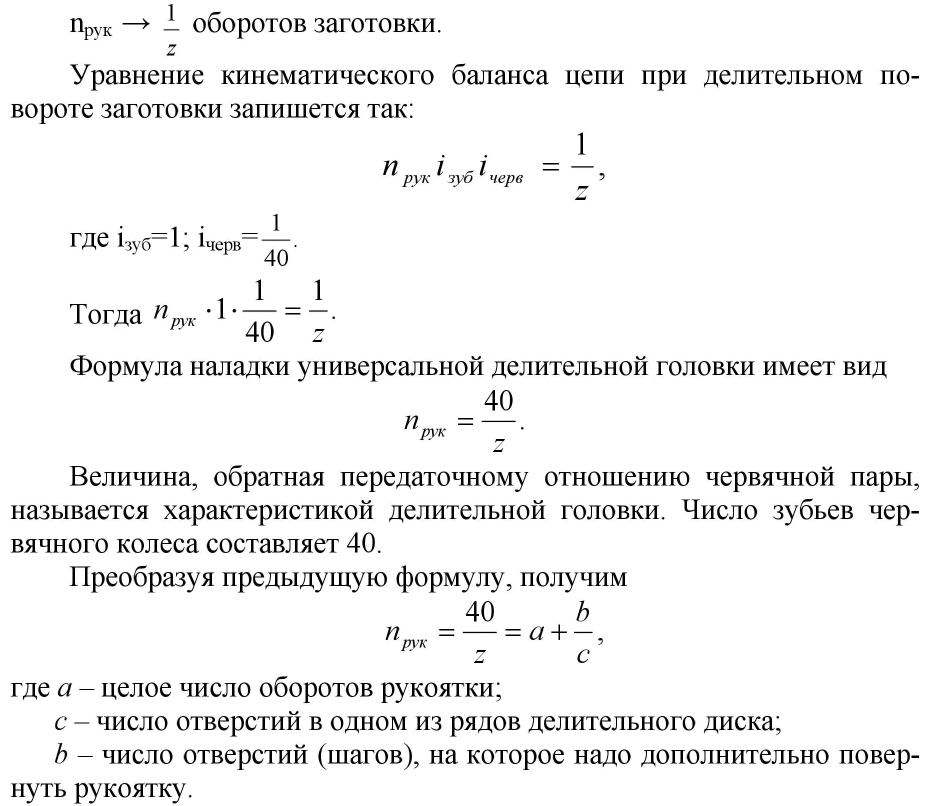
В лимбовых, головках рукоятка 2 вращения шпинделя связана с червяком Zч зубчатыми колесами, общее передаточное отношение которых равно 1:1. Поэтому для сообщения червяку n’ оборотов необходимо рукоятку 2 повернуть на число оборотов n = n’ = N/z. В большинстве случаев n ≠ E, где Е — символ произвольного целого числа; поэтому нужно подобрать такое целое число B, чтобы N/z*B = Е.
Если E > В, то можно написать n = c + А/В,
где С — число целых оборотов рукоятки 2; В — число делительных отверстий выбранной окружности диска (лимба); А — число делений (шагов) этой окружности, на которое нужно каждый раз поворачивать рукоятку дополнительно к С целым оборотам ее.
Универсальная делительная головка Н-135 и Н-160 имеют двусторонние делительные диски с глухими отверстиями. На одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне 33, 37, 39, 41, 43, 47, 49 и 54.

Рис. 1. Кинематические схемы лимбовой и безлимбовой делительных головок.
Для удобства отсчета числа делений А на выбранной делительной окружности В при настройке универсальной делительной головки пользуются раздвижным сектором (см. Делительная головка для фрезерного станка, рис 3); линейки (ножки) I и II сектора раздвигают на угол, соответствующий требуемому числу делений, после чего кольца обеих линеек скрепляют винтом. Прежде, чем начать операцию деления, линейку І подводят в упор к штифту (фиксатору) рукоятки, вставленному в одно из отверстий делительной окружности В, например в отверстие α; тогда линейка II окажется с правой (внешней) стороны отверстия b, в которое нужно вставить штифт рукоятки после очередного ее поворота. Вставив штифт в это отверстие, поворачивают сектор в том же направлении до соприкосновения линейки с фиксатором; тогда линейка II покажет отверстие, в которое следует вставить штифт для следующего деления, и т. д.
В безлимбовых головках (рис. 1, внизу) рукоятка вращения шпинделя связана с червяком кинематической цепью, состоящей из дифференциала и сменных колес α/b * c/d делительной гитары. Эту цепь настраивают таким образом, чтобы требуемое число оборотов червяка (а следовательно, и шпинделя головки) получалось при повороте рукоятки на целое число оборотов, чаще всего — на один полный оборот. Следовательно, для этой кинематической цепи должно выполняться следующее соотношение:
n’ = n * α/b * c/d * i дифi,
где n — число оборотов рукоятки; α, b, c, d — числа зубьев сменных колес делительной гитары; ідиф — передаточное отношение дифференциала (при закрепленном колесе z1 ідиф = 2); і — передаточное отношение между дифференциалом и червяком (i = 1).
Отсюда, после подстановки n’ = N/z получим формулу настройки делительной гитары при простом делении α/b * c/d = N/2zn.
Кроме рассмотренного способа простой настройки универсальной делительной головки существует и другой: деление производят не последовательно, а с некоторым постоянным пропуском, т. е. шпиндель головки поворачивают после каждого деления на p/z часть окружности, вместо 1/z части. При этом число пропусков р не должно иметь общих множителей с заданным числом z. Этим способом пользуются особенно в тех случаях, когда не удается настроить головку описанным выше способом, и в этом случае он будет единственным способом деления во время нарезания винтовых канавок или когда шпиндель головки должен быть установлен наклонно, например при нарезании конического зубчатого колеса.
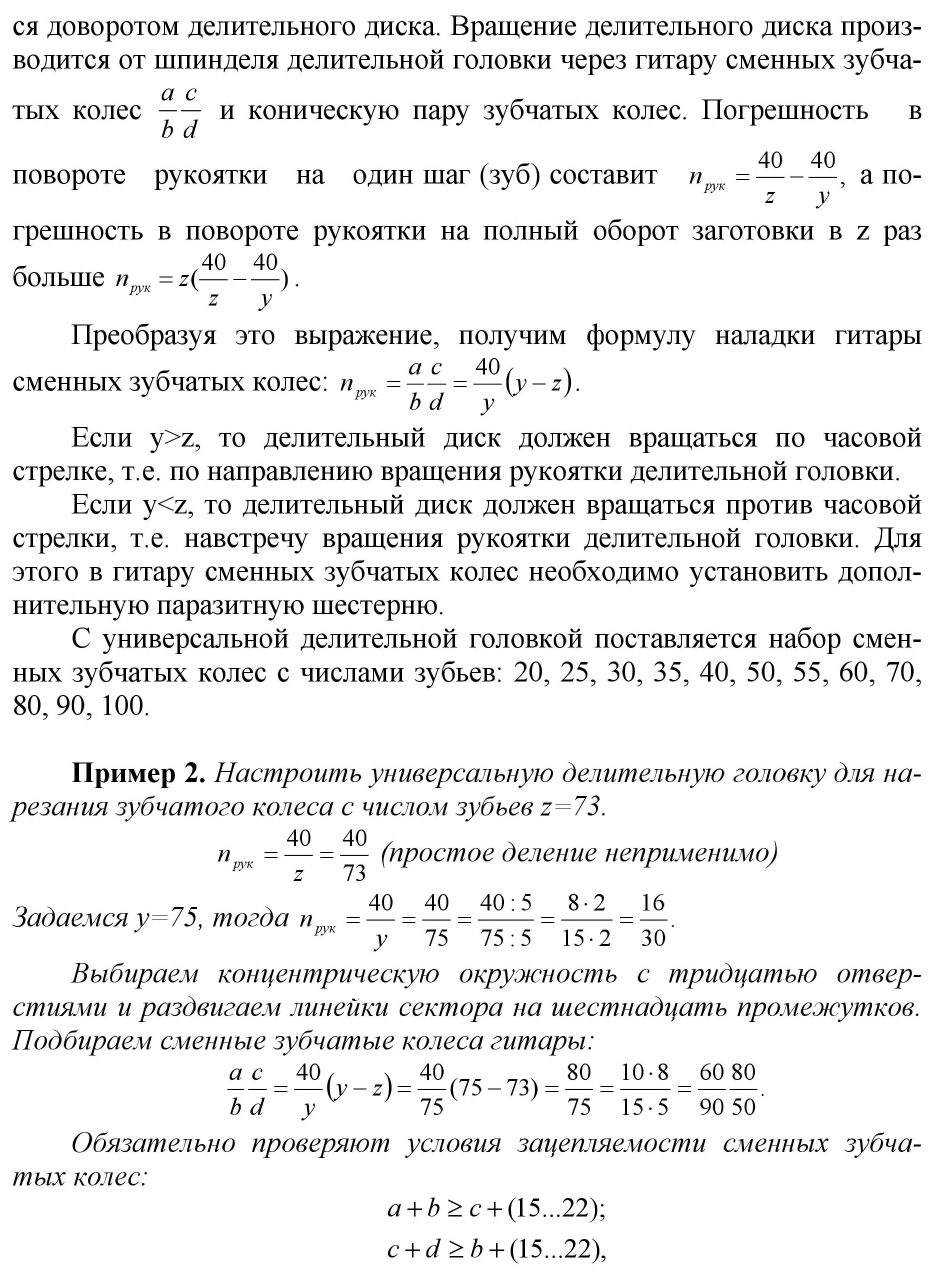
Если не удается выполнить деление для лимбовых головок из-за отсутствия делительной окружности с нужным числом отверстий В, то выбирают любой ряд с возможно большим числом B’ делительных отверстий и подбирают число р (не кратное z) таким образом, чтобы числитель отношения
np = (N/z*B’p)/B’ ≈ np = A’/B’
был возможно ближе к целому числу, до которого его округляют. Далее полученное отношение преобразуют, как было указано выше, по соотношению n’ (см.выше).
При настройке безлимбовых универсальных делительных головок для простого деления с пропуском варьируют числа p и n, подбирая такое передаточное отношение гитары деления iгит, которое возможно мало отличалось бы от требуемого Np/2zn ≈ α/b * c/d = iгит.
Погрешность, накопленная на последнем шаге деления заготовки детали радиусом R в результате указанного округления, определяется выражениями:
- для лимбовых головок ∆ = (nр/р — N/z ) * 2πRz/N;
- для безлимбовых головок ∆ = (2niгит/р — N/z) * 2πRz/N.
Погрешность ∆ может быть положительной или отрицательной.
Источник
Делительные головки для фрезерных станков — виды, инструкции

Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Настройка делительной головки
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Озерский технологический институт
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«Московский инженерно- физический институт
Методы деления
Непосредственное деление
Непосредственное деление производится поворотом заготовки делительным диском без промежуточного механизма. Непосредственное деление осуществляется на упрощенных и оптических делительных головках, а также лобовым делительным диском на универсальных делительных головках.
Простое деление
Метод деления при котором отсчет производится по неподвижному делительному диску, а деление производится рукояткой, связанной со шпинделем делительной головки через червячную передачу, называется простым делением. Простое деление осуществляется на универсальных делительных головках боковым делительным диском.
Комбинированное деление
При комбинированном делении поворот головки складывается из поворота рукоятки головки относительно неподвижного делительного диска и поворота самого диска вместе с рукояткой относительно штифта заднего фиксатора на универсальной делительной головке.
Дифференциальное деление
Метод деления, при котором требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов — поворота рукоятки относительно делительного диска и поворота самого диска, принудительно от шпинделя через систему зубчатых колес называют дифференциальным делением. Дифференциальное деление осуществляется на универсальных делительных головках, для чего они снабжаются комплектом сменных зубчатых колес.
Непрерывное деление
Непрерывное деление используется при фрезеровании винтовых и спиральных канавок и осуществляется на универсальных или оптических делительных головках с кинематической связью шпинделя головки и винта продольной подачи фрезерного стола.
Настройка делительной головки
УТВЕРЖДЕНО
редсоветом института
в качестве методического пособия
УДК 621.941
Настройка делительной головки:
Учебное пособие.-3-е изд. стереотип.- Озёрск: ОТИ МИФИ, 2006, 15с.
В настоящем пособии изложены устройство, способы настройки универсальной делительной головки. Рекомендуется для изучения студентами специальности .
Озёрский технологический институт (филиал) ГОУ ВПО «МИФИ», 2006
НАСТРОЙКА ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
Цель работы: на примере универсальной делительной головки изучить делительный механизм, применяемый во многих станках, познакомиться с принципом сложения движений в процессе поворота заготовки на заданный угол и поступательного ее перемещения вдоль оси и настройки их для выполнения различных работ.
1. НАЗНАЧЕНИЕ УНИВЕРСАЛЬНОЙ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
Универсальные делительные головки типа УДГ-Д предназначены для поворота обрабатываемой детали на заданную величину при выполнении различных фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других подобных работ.
С помощью делительных головок можно делить обрабатываемую деталь по окружности на любое число частей до 400 без интервалов и на некоторое число более 400 с интервалами. Обработку деталей с помощью делительных головок можно производить в центрах, в самоцентрирующем патроне, на шпиндельной оправке и т. п.
Она предназначена для закрепления заготовки, периодического поворота ее на равные и неравные окружности, а также для образования винтовых канавок на цилиндрических и конических поверхностях.
Обозначения и классы точности делительных головок типа УДГ-Д приведены в табл.1.
Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
Простая делительная головка
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.

Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
Изготовленные своими руками, под конкретные нужды в работе по металлу, диски могут иметь другие показатели по параметрам деления, в том числе и на неравные части.
В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
характеристики популярных горизонтально-расточных станков.
Универсальная делительная головка
Используется в случае необходимости установки обрабатываемой детали под определенным углом относительно плоскости рабочего стола. При этом возможен поворот детали на требуемый угол вокруг ее собственной оси вращения. Примером использования в работе с профильными деталями может быть нарезание винтовых канавок на цилиндрической заготовке.

Универсальная делительная головка BS-0
Универсальная головка позволяет выполнять фрезерные работы по металлу с получением следующих форм:
- квадрата;
- шестиугольника;
- многогранника;
- равномерно расположенных по окружности зубьев;
- других форм (в зависимости от разметки на лимбе).
На фрезерном станке с использованием УДГ можно выполнять следующие операции:
- установку заготовки под заданным углом к рабочему столу;
- поворот заготовки вокруг собственной оси на заданный угол;
- постоянное вращение детали при нарезке винтовых канавок или зубьев;
- периодическое вращение заготовки на определенные доли круга вращения.
Универсальная делительная головка (видео)
План простого деления
Чтобы разобраться, как работает делительная головка, нужно знать, из чего она состоит. В основу ее входит корпус №4, который закрепляется на столе станка. Также у нее имеется шпиндель №11, который ставится на подшипниках №13, №10 и головке №3. Червяк №12 приводит в движение червячное колесо №8. Он связан с маховиком №1. Рукоятка №2 служит для закрепления шпинделя, а следовательно и червячного колеса. Она связана с прижимной шайбой №9. Червячное колесо и червяк могут выполнять только поворот шпинделя, а погрешность их работы ни как не влияет на общую точность.
В эксцентрической втулке посажен один из концов валика, что позволяет опускать вниз их вместе. Если расцепить колесо шпинделя и червяка, то можно произвести поворот головки шпинделя. Внутри корпуса располагается стеклянный диск №7, который жестко закрепляется на шпинделе №11. Диск расчерчен шкалой на 360 градусов. Окуляр №5 располагается сверху головки. Чтобы повернуть шпиндель на нужно количество градусов и минут, используется маховик.
Порядок выполнения работ
Когда операция выполняется непосредственным способом, то сначала отключается из зацепа червячная передача, для чего достаточно только повернуть рукоять управления до соответствующего упора. После этого следует освободить фиксатор, останавливающий лимб. Поворот шпинделя осуществляется от патрона или от детали, которая подвергается обработке, что позволяет поставить устройство под нужным углом. Угол поворота определяется при помощи нониуса, что расположен на лимбе. Завершается операция закреплением шпинделя при помощи зажима.
Когда операция выполняется простым способом, то здесь сначала нужно зафиксировать делительный диск в одном положении. Основные операции производятся при помощи рукоятки фиксатора. Поворот рассчитывается согласно отверстиям, сделанным на делительном диске. Для фиксации конструкции имеется специальный стержень.
Когда операция выполняется дифференциальным способом, то первым делом нужно проверить плавность поворота шестерней, что установлены на самой головке. После этого следует произвести отключение стопора диска. Порядок настраивания здесь полностью совпадает с порядком настраивания при простом способе. Основные рабочие операции выполняются только при горизонтальном положении шпинделя.
Таблица делений для делительной головки
| Количество частей деления | Количество оборотов ручки | Количество отсчитываемых отверстий | Общее количество отверстий |
|---|---|---|---|
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | ||
| 14 | 4 | 24 | 54 |
| 15 | 4 | ||
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Расчет делительной головки
Деление на УДГ осуществляется не только по таблицам, но и по специальному расчету, который можно сделать самостоятельно. Это сделать не так уж и сложно, так как при расчете используется всего несколько данных. Здесь требуется умножить диаметр заготовки на особый коэффициент. Он рассчитывается путем деления 360 градусов на количество частей деления. Потом из этого угла нужно взять синус, который и будет коэффициентом, что требуется умножить на диаметр для получения расчета.
Характеристика универсальной делительной головки
 Для универсальной части характерна сложная конструкция. И это указывает на то, что такую делительную часть для фрезерного станка можно применять лишь для единичных заготовок, но не получиться выполнять большой серии таких заготовок, как это было с частью простой конструкции. Можно даже сказать, что для такого типа используют заготовки, которые идут только для каких-либо экспериментов.
Для универсальной части характерна сложная конструкция. И это указывает на то, что такую делительную часть для фрезерного станка можно применять лишь для единичных заготовок, но не получиться выполнять большой серии таких заготовок, как это было с частью простой конструкции. Можно даже сказать, что для такого типа используют заготовки, которые идут только для каких-либо экспериментов.
Но зато вот для ремонта такие универсальные делительные головки просто идеальны. Существует несколько моделей делительных частей подобной конструкции: УДГ -200, УДГ – 320 и другие. Но все они выпускаются примерно с 1980 года.
Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка;
возможность работы с заготовками разных размеров;
возможность обработки поверхностей в любом положении относительно вертикали.
Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Характеристика оптической делительной головки
 Прежде всего, стоит отметить, что делительные головки для фрезерных станков оптической конструкции необходимы для того, чтобы производить точные угловые отсчеты, которые позволяют правильно разворачивать заготовки. При такой конструкции делительной головки можно изготовить режущие инструменты, которые будет содержать много лезвий.
Прежде всего, стоит отметить, что делительные головки для фрезерных станков оптической конструкции необходимы для того, чтобы производить точные угловые отсчеты, которые позволяют правильно разворачивать заготовки. При такой конструкции делительной головки можно изготовить режущие инструменты, которые будет содержать много лезвий.
В состав оптической делительной конструкции могут входить следующие элементы: две гитары сменных колес, задняя бабка, передний центр, поводок для него, домкрат, и подкладки разного типа, обязательно должна быть и оправка для того, чтобы закреплять детали.
Самостоятельное изготовление
Самодельная делительная головка
Одним из недостатков заводских моделей является их высокая стоимость. Поэтому для выполнения несложных операций изготавливается самодельная конструкция. Для практической реализации потребуются определенные компоненты.
В первую очередь потребуется червячный редуктор. Его можно подобрать из б/у станков или выточить самостоятельно. Также необходимо использовать токарный патрон (оптимальный диаметр- 65 мм) и лимб. Последний можно взять из старых чертежных кульманов. Для ограничения обработки рекомендуется установить стопорящий винт.
Прежде чем приступить к изготовлению деталей, необходимо выполнить настройку делителя. Для этого можно взять любую стандартную деталь и выточить какую-либо фигуру. После сравнения ее с аналогичной, выполняется дополнительная юстировка.
Возможности универсальной ДГ показаны в видеоматериале:
Источник



