
Способы крепления трубных решеток
ГОСТ Р 55601-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АППАРАТЫ ТЕПЛООБМЕННЫЕ И АППАРАТЫ ВОЗДУШНОГО ОХЛАЖДЕНИЯ. КРЕПЛЕНИЕ ТРУБ В ТРУБНЫХ РЕШЕТКАХ
Общие технические требования
Heat exchanger apparatus and air cooling apparatus. Tube expanding in tube-sheets. General technical requirements
Дата введения 2014-05-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ) и открытым акционерным обществом «Волгоградский научно-исследовательский и проектный институт технологии химического и нефтяного аппаратостроения» (ОАО «ВНИИПТхимнефтеаппаратуры»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 «Техника и технология добычи и переработки нефти и газа»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 сентября 2013 г. N 893-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на требования к технологии крепления труб в трубных решетках, к развальцовочному инструменту и оборудованию для развальцовки труб на стадиях изготовления и ремонта кожухотрубчатых теплообменных аппаратов и аппаратов воздушного охлаждения (далее — аппаратов) стандартных для химической, нефтехимической, нефтеперерабатывающей, газовой и других смежных отраслей промышленности, работающих при температурах от минус 70°С до плюс 450°С, подведомственных Ростехнадзору.
Настоящий стандарт не распространяется на кожухотрубчатые теплообменные аппараты с витыми трубами и на развальцовку труб взрывом.
Настоящий стандарт предназначен для технологов, конструкторов, мастеров производства и специалистов, занятых в процессе производства работ по развальцовке и креплению труб в трубных решетках.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 494 Трубы латунные. Технические условия
ГОСТ 550 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242 Соединения сварные. Методы контроля качества
ГОСТ 4784 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5520 Прокат тонколистовой из нелегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 7350 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 8479 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8732 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 8733 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
ГОСТ 8734 Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ 9567 Трубы стальные прецизионные. Сортамент
ГОСТ 9941 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10885 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 15527 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 17232 Плиты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 18475 Трубы холоднодеформированные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21646 Трубы медные и латунные для теплообменных аппаратов. Технические условия
ГОСТ 22897 Трубы бесшовные холоднодеформированные из сплавов на основе титана. Технические условия
ГОСТ 23755 Плиты из титана и титановых сплавов. Технические условия
ГОСТ 25347 (ISO 286-2:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ 31838 Аппараты колонные. Технические требования
ГОСТ 31842 (ISO 16812:2007) Нефтяная и газовая промышленность. Теплообменники кожухотрубчатые. Технические требования
ГОСТ 34233.7 Сосуды и аппараты. Нормы и методы расчета на прочность. Теплообменные аппараты
ГОСТ 34347 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 51364 (ИСО 6758-80) Аппараты воздушного охлаждения. Общие технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 теплообменный аппарат: Устройство, предназначенное для передачи тепла при неизотермических условиях эксплуатации.
3.1.2 теплообменный аппарат с U-образными трубами: Устройство с извлекаемым трубным пучком, выполненным из U-образных труб.
3.1.3 корпус теплообменного аппарата: Часть разъемного теплообменного аппарата, внутрь которого вставляют трубный пучок.
3.1.4 трубная решетка: Элемент теплообменного аппарата, предназначенный для крепления теплообменных труб и разделения теплообменных сред.
3.1.5 перемычка: Наименьшее расстояние между отверстиями в трубной решетке.
3.1.6 остаточное давление: Контактное давление между трубой и трубной решеткой после развальцовки.
3.1.7 аппарат воздушного охлаждения; АВО: Теплообменный аппарат воздушного охлаждения.
3.1.8 гарантированное давление разгерметизации: Наименьшее давление разгерметизации, гарантируемое технологией развальцовки труб с ограничением крутящего момента.
3.1.9 усилие выпрессовки трубы: Усилие, растягивающее трубу при ее извлечении из трубного отверстия.
3.2 В настоящем стандарте применены следующие обозначения:
— номинальная ширина канавки, мм (см. рисунок 9);
— среднее значение степени развальцовки, мм (см. таблицу А.1 приложения А);
— номинальный внутренний диаметр канавки, мм (см. рисунок 2);
— номинальный наружный диаметр трубы, мм (см. таблицу 1);
— наибольший предельный наружный диаметр трубы, мм (см. таблицу 1);
— наименьший предельный наружный диаметр трубы, мм (см. таблицу 1);
— номинальный внутренний диаметр трубы до развальцовки, мм (см. таблицу 12);
— внутренний диаметр трубы после развальцовки, мм (см. таблицу 12);
— наименьший внутренний диаметр трубы после развальцовки, мм (см. таблицу 12);*
— наименьший внутренний диаметр трубы после развальцовки, мм (см. таблицу 12);*
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
— наибольший внутренний диаметр трубы после развальцовки, мм (см. таблицу 12);
— среднее значение внутреннего диаметра трубы после развальцовки, мм (см. 7.3.1.3);
— номинальный диаметр отверстия в трубной решетке, мм (см. таблицу 1);
— наибольший предельный диаметр отверстия в трубной решетке, мм (см. таблицу 1);
 — наибольший допустимый предельный диаметр отверстия в трубной решетке, мм (см. таблицу 1);
— наибольший допустимый предельный диаметр отверстия в трубной решетке, мм (см. таблицу 1);
— гарантированная прочность вальцовочного соединения, Н (см. 9.2);
— номинальная толщина трубной решетки, мм (см. таблицу 3);
— номинальное расстояние между канавками, мм (см. рисунок 1);
— длина развальцовки, мм (см. таблицу 5);
— номинальный размер перемычки между трубными отверстиями, мм (см. таблицу 3);
Источник
Способы крепления трубных решеток
Способы соединения труб с трубными решетками, применяемые при изготовлении кожухотрубчатых теплообменных аппаратов, многочисленны и разнообразны. [1]
Выбор того или иного способа определяется, главным образом, назначением аппарата и условиями его эксплуатации.
Кроме того, выбранный способ должен быть достаточно технологичным, т.е. удобным при его практическом применении, а также производительным и по возможности недорогим.
В настоящее время в теплообменных аппаратах с толстыми трубными решетками широко применяются так называемые комбинированные соединения, изготовление которых предусматривает предварительную развальцовку концов труб на конус (рис.1а), сварку концов труб с трубной решеткой (рис.1б), и последующую радиальную раздачу труб на всю толщину трубной решетки (рис.1в).
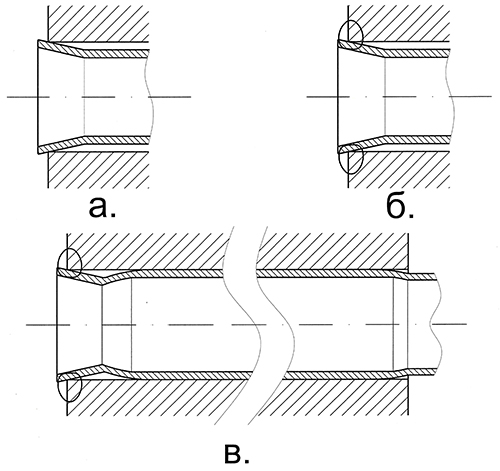
Рис.1 Последовательность формирования комбинированного соединения.
Радиальная раздача труб после сварки может быть выполнена несколькими различными способами, которые будут отличаться друг от друга как производительностью (количеством времени, необходимым для формирования соединения), так и качеством соединений (способностью соединений сохранять герметичность и прочность в процессе эксплуатации аппарата).
Из всех известных способов соединения труб и трубных решеток наиболее производительными следует считать импульсные (способ крепления труб взрывом и электрогидроимпульсный способ), основанные на использование энергии взрывной волны при взрыве пороха в замкнутом объеме или при мгновенном испарении проволочки внутри патрона с жидкостью. [2],[3]
Импульсные способы позволяют закреплять одновременно большое количество труб (несколько десятков) в трубных решетках любой толщины с минимальными затратами времени. В этом заключается их главное достоинство.
Однако, существуют и серьезные недостатки, ограничивающие практическое применение импульсных способов:
- энергия взрывной волны не обеспечивает стабильного качества соединения; взрыв оказывает негативное воздействие на внутреннюю структуру трубы, и часто приводит к появлению продольных трещин на внутренней поверхности закрепляемой трубы; для проведения взрывных работ требуется специально оборудованное помещение.
Другим способом, который также применяется для закрепления труб в толстых трубных решетках, является раздача концов труб гидростатическим давлением. Этот способ наиболее часто применяется в тех случаях, когда возникает необходимость закрепления труб малых диаметров (20-25 мм) с толщиной стенки больше 4-х мм, которые невозможно развальцевать роликовыми вальцовками. Раздача труб в этом случае может быть выполнена путем создания внутри закрепляемого конца трубы давления жидкости (воды) величиной до 3500 кг/см².
Как и предыдущий способ, гидрораздача также имеет свои недостатки, ограничивающие ее широкое применение:
- невозможность закрепления трубы в отверстии в случае увеличенного радиального зазора между ними; высокие требования, предъявляемые к закрепляемым трубам по точности их изготовления и качеству поверхностей; необходимость применения дорогостоящего оборудования.
Одним из самых распространенных способов крепления труб в толстых трубных решетках после сварки является способ «пошаговой» развальцовки закрепляемых концов удлиненными регулируемыми вальцовками «СР» (рис.2).
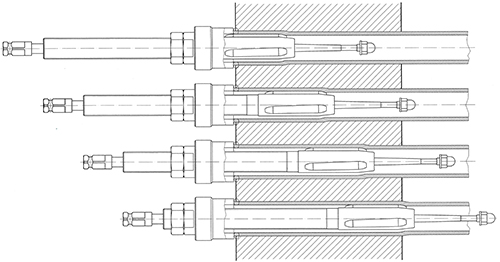
Рис.2 Развальцовка трубы «пошаговым» способом.
Как видно из рисунка, развальцовка трубы осуществляется последовательно, отдельными «шагами», с небольшим (4-8мм.) перекрытием.
В тех случаях, когда материалы труб и трубных решеток в процессе сварки не закаливаются на воздухе, развальцовка труб производится непосредственно по сварному шву. [4]
Если же трубы и трубные решетки изготовлены из закаливающихся материалов, то крепление труб начинается за сварным швом с отступом от него на 7-10 мм. в сторону теплообменной полости.
«Пошаговый» способ развальцовки позволяет получать соединения хорошего качества, поскольку каждый «шаг» выполняется приводом с контролем величины крутящего момента, а это, в свою очередь, обеспечивает создание между трубой и трубной решеткой оптимальных контактных давлений, отвечающих за герметичность и прочность соединений.
К недостаткам описанного способа следует отнести длительность процесса закрепления, связанную с затратами времени на переход от предыдущего «шага» к следующему (переключение привода с прямого хода на реверс, перестановка вальцовки из одной трубы в другую, и т.п.). При этом, чем толще трубная решетка, тем больше нужно выполнить «шагов», и тем больше непроизводительные затраты времени.
В середине 1960-х годов при изготовлении теплообменных аппаратов с толстыми трубными решетками впервые был применен способ непрерывной развальцовки, при котором развальцовка трубы осуществлялась за один проход инструмента на всю толщину трубной решетки. [5]
Этот способ получил название ленточно-винтового, поскольку концы роликов в процессе обкатывания трубы и одновременного перемещения в осевом направлении оставляли на внутренней поверхности трубы след ввиде узкой винтовой ленточки.
Для реализации способа был разработан специальный инструмент: ленточно-винтовой труборасширитель (рис.3).
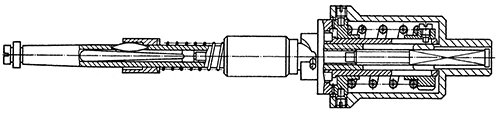
Рис.3 Ленточно-винтовой труборасширитель.
Приводным элементом в труборасширителе являлся корпус, который боковыми стенками окон передавал вращение роликам, опирающимся на «плавающее» веретено.
Взаимное расположение роликов и веретена в процессе работы определялось муфтой предельного момента, входившей в состав труборасширителя. Муфта в начале процесса развальцовки автоматически «настраивала» инструмент на нужную величину раздачи трубы, обеспечивая таким образом получение в соединении оптимальных контактных давлений.
Труборасширители успешно применялись на некоторых отечественных предприятиях в период с 1960 по 1980 годы для развальцовки труб ленточно-винтовым способом в трубных решетках толщиной до 200 мм., однако дальнейшего развития не получили.
Главная причина, по которой труборасширители перестали применяться, это их низкая износостойкость, связанная с кинематической схемой передачи крутящего момента от привода роликам. При передаче вращения корпусом величина крутящего момента возрастает примерно в 3 раза по сравнению с классической схемой, где вращение роликам передается веретеном, а это приводит к скручиванию корпуса в районе окон и интенсивному износу роликов, особенно при развальцовке толстостенных труб.
Еще одной причиной отказа от труборасширителей следует считать их конструктивную сложность, которая делала их дорогими в изготовлении и снижала надежность при эксплуатации.
На основании изложенного можно сделать следующее заключение: ленточно-винтовой способ непрерывной развальцовки является производительным и обеспечивает получение соединений хорошего качества при закреплении труб в толстых трубных решетках. Однако, для широкого применения этого способа при изготовлении теплообменных аппаратов требуется простой, надежный и удобный в работе инструмент.
Такой инструмент – ленточно-винтовая конусная вальцовка («ЛВК») был разработан в Санкт-Петербургском Государственном Морском Техническом Университете.
Устройство (рис.4) и принцип работы вальцовки (рис.5) понятны из рисунков: хвостовик веретена вальцовки соединяется с удлинителем, передние концы роликов вводятся в трубу, вальцовке сообщается вращение по часовой стрелке, и благодаря развороту роликов на некоторый угол по отношению к оси корпуса, вальцовка начинает «затягиваться» в трубу в осевом направлении, последовательно развальцовывая ее на всю толщину трубной решетки за один проход (рис.6).
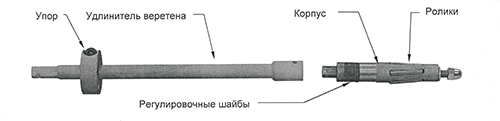
Рис.4 Ленточно-винтовая конусная вальцовка «ЛВК».

Рис.5 Начало процесса закрепления трубы вальцовкой «ЛВК».

Рис.6 Окончание процесса закрепления трубы вальцовкой «ЛВК».
Диаметр развальцовки при этом устанавливается заранее путем изменения количества регулировочных шайб между хвостовиком веретена и торцом корпуса.
На практике диаметр развальцовки для каждого конкретного соединения определяется следующим образом.
После того, как концы труб развальцованы на конус и сварены с трубной решеткой, производится их развальцовка вальцовкой «Р» [4] одним «поясом» закрепления за сварным швом с использованием привода с контролем величины крутящего момента (рис.7).
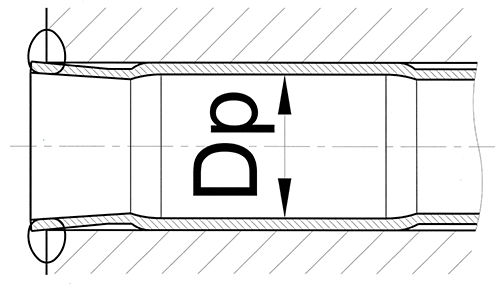
Рис.7 Определение требуемого диаметра развальцовки.
Полученные значения диаметров развальцовки Dр – это и есть те диаметры, до которых нужно будет развальцевать трубы на всей толщине трубной решетки ленточно-винтовыми вальцовками.
Затем в развальцованный участок трубы устанавливается вальцовка «ЛВК» (рис.8), веретено вальцовки поджимается в осевом направлении до упора, и в этом положении измеряется зазор «S» между регулировочными шайбами и корпусом вальцовки.
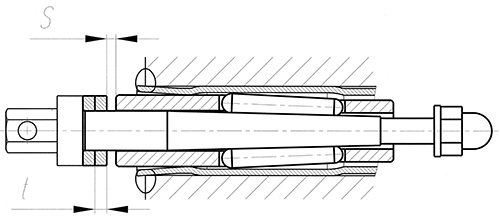
Рис.8 Схема «настройки» вальцовки «ЛВК» на требуемый диаметр.
Если величина зазора «S» попадает в интервал от 0,5t до 1,5t (где t- толщина регулировочной шайбы), то для данного соединения количество регулировочных шайб на веретене вальцовки считается правильным и не требует изменения: вальцовка считается подготовленной для развальцовки трубы на всю толщину решетки.
Если же значение «S» выходит за пределы указанного интервала, то для развальцовки данной трубы следует выбрать вальцовку «ЛВК» с другим (большим или меньшим) количеством регулировочных шайб.
Таким образом, имея на каждой трубе участок, развальцованный с контролем величины крутящего момента, можно достаточно быстро подобрать для этой трубы ленточно-винтовую вальцовку с нужным количеством регулировочных шайб для последующей «правильной» развальцовки.
Итак, сравнивая между собой все рассмотренные выше инструменты – вальцовки «ЛВК», ленточно-винтовые труборасширители и «пошаговые» вальцовки «СР» — можно с уверенностью сказать, что вальцовки «ЛВК» обладают несколькими существенными преимуществами.
По сравнению с труборасширителями, вальцовки «ЛВК» значительно проще по конструкции, и значит, более надежны в работе.
Технологические возможности у этих вальцовок шире, чем у труборасширителей, за счет того, что приводным элементом в них является веретено. Это позволяет передавать роликам больший крутящий момент и, следовательно, развальцовывать трубы с большими толщинами стенок и на большую глубину.
Если сравнивать вальцовки «ЛВК» с «пошаговыми» вальцовками «СР», то следует отметить, что и те, и другие обеспечивают хорошее качество получаемых соединений, но при этом производительность вальцовок «ЛВК» в несколько раз выше, чем у «пошаговых»; поскольку они закрепляют трубу за один проход на всю толщину решетки.
К недостаткам вальцовок «ЛВК» следует отнести невозможность закрепления с их помощью труб с контролем величины крутящего момента, но этот недостаток, как было показано выше, может быть устранен применением для первого «пояса» закрепления вальцовки «Р».
В производственных условиях вальцовки «ЛВК» были испытаны в 2013 году на предприятии ООО «Уралхиммаш» для закрепления U-образных стальных труб диаметром 19 мм с толщиной стенки 3,5 мм в трубной решетке толщиной 500 мм.
Испытания показали, что для закрепления одного конца трубы в трубной решетке вальцовкой «ЛВК-12» с помощью пневмопривода с частотой вращения 200 об/мин требуется времени около 4-х минут.
Для развальцовки этой же трубы тем же приводом, но «пошаговой» вальцовкой «СР-12», потребовалось бы сделать 20 «шагов», а на каждый «шаг» затрачивается примерно 1 минута времени.
После первых заводских испытаний вальцовки «ЛВК» достаточно успешно применялись (и применяются по настоящее время) на различных отечественных и зарубежных предприятиях для закрепления труб с внутренним диаметром 5-35 мм в трубных решетках толщиной 150-500 мм.
Среди этих предприятий такие, как ОАО «Тамбовский завод Комсомолец» им.Артемова (г.Тамбов); ООО «Винета» (Санкт-Петербург); ЗАО «ЦЭЭВТ» (Нижний Новгород); и многие другие.
Кроме того, ленточно-винтовые вальцовки используются некоторыми организациями для лейнирования, т.е. для развальцовки тонкостенных нержавеющих труб внутри толстостенных труб из углеродистой стали с целью защиты последних от коррозии или восстановления функциональных параметров труб после появления коррозионных дефектов. Длина защищаемых труб при этом может достигать 9 метров.
Источник: журнал КШП ОМД № 3 2020.
Авторы: Санников В.П., Санников А.В.
Список литературы:
1. А.В.Орехов, Л.Г.Тевелев, М.И.Клестов. Технология и инструмент для крепления труб в теплообменных аппаратах. Л.:1979
2. Б.Я.Мазуровский, В.С.Козловский, В.В.Бунеева. Технология судостроения, Электрогидравлическая развальцовка труб в трубных решетках теплообменных аппаратов. 1973, №8, с.17-20.
3. А.И.Луковкин, В.А.Семенов. Технология закрепления труб в теплообменных аппаратах и котлах методом взрыва. Л.:ЛДНТП, 1968 – 28с.
4. Каталог СПбГМТУ НИТЛ 2016
5. Юзик С.И. Технология судостроения, Ленточно-винтовой метод развальцовки труб. 1966, №7.
Источник



