
12. Крепление зенкеров и разверток
Способ крепления зенкеров зависит от их назначения, так как они могут быть использованы как для подготовки отверстия под развертывание, так и для окончательной обработки отверстий по третьему классу точности.
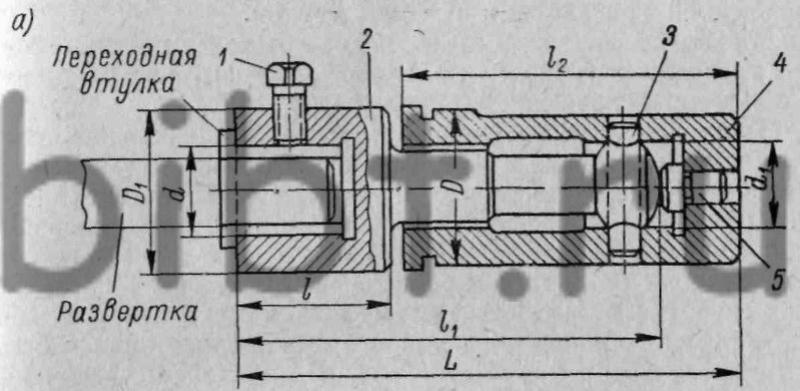
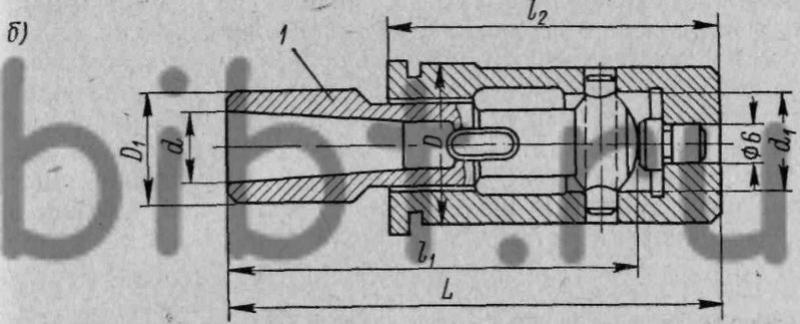
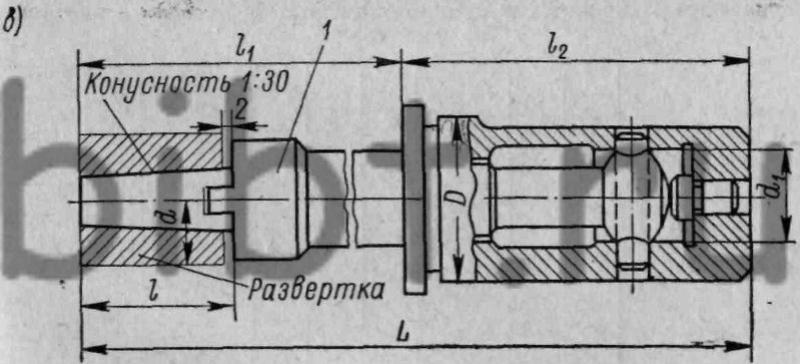
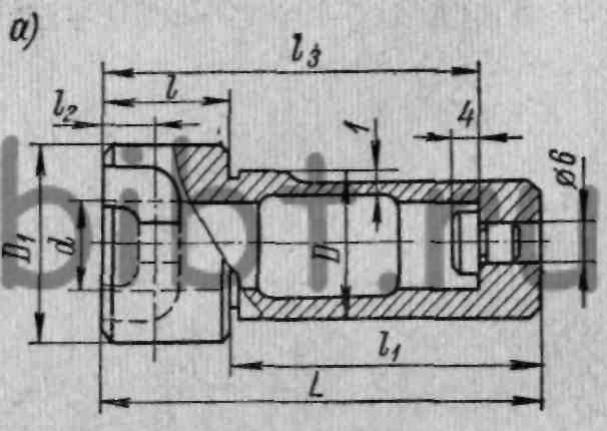
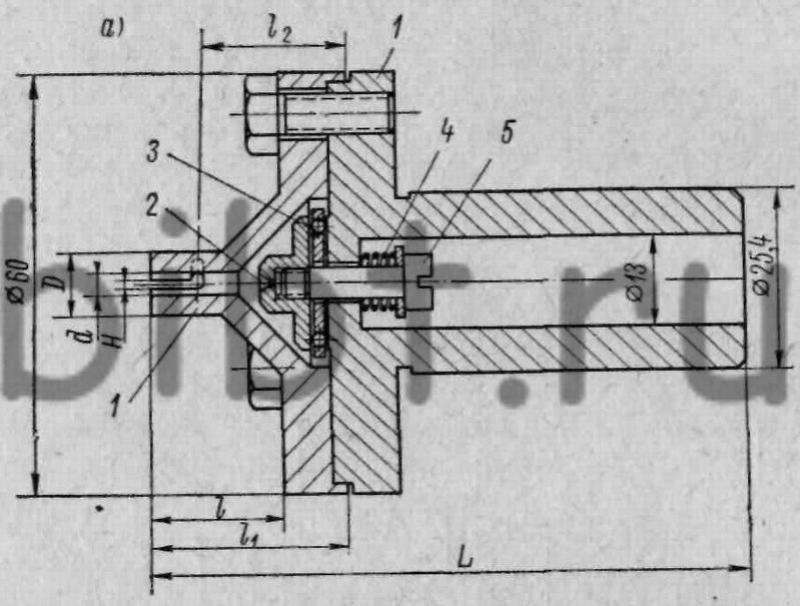
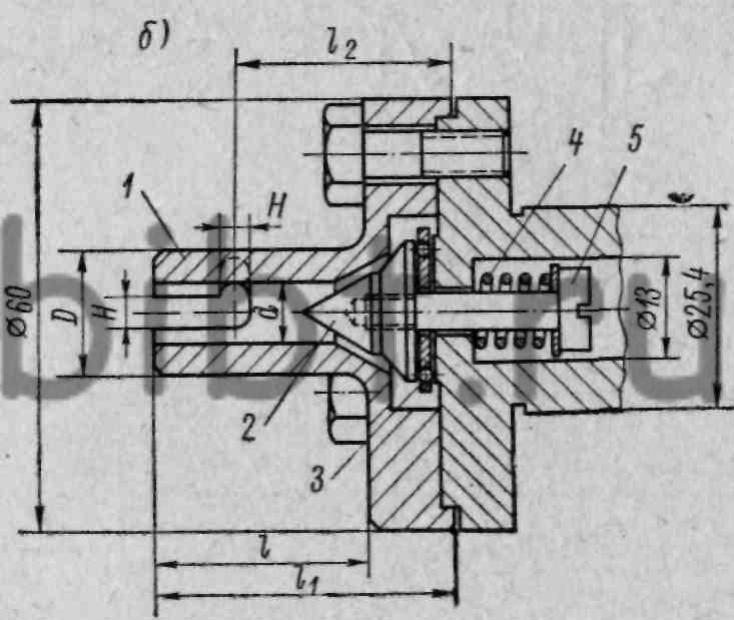
Фиг. 63. Качающиеся державки для закрепления разверток:
а — с цилиндрическим хвостовиком;
б — с коническим хвостовиком;
Если зенкер применяется как промежуточный инструмент между сверлом и разверткой, крепление его производится в жестких некачающихся патронах или державках. В таких случаях крепление зенкеров малого диаметра (меньше 10 мм) производят в цанговых патронах, а зенкеров большего диаметра (больше 10 мм) в револьверной головке при помощи втулок.
При обработке зенкерами отверстий, к которым предъявляются высокие требования точности (3-й класс), закрепление их производят с помощью качающихся державок.
В отличие от зенкеров, развертки снимают небольшой слой металла (глубина резания t = 0,02—0,08 мм) и предназначаются для получения отверстий высокой чистоты и точности (1—2-й класс). Точность отверстий, получаемая при развертывании на револьверных станках, зависит в значительной степени от способа закрепления развертки в револьверной головке.
При закреплении развертки в жестких некачающихся патронах или державках в результате несовпадения оси шпинделя станка с осью отверстия револьверной головки может произойти увеличение или изменение формы обрабатываемого отверстия. Для устранения влияния указанных погрешностей следует развертки закреплять в качающихся державках, которые дают возможность разверткам центрироваться относительно обрабатываемого отверстия.
На фиг. 63 показаны качающиеся державки для закрепления в револьверных головках разверток и другого осевого инструмента диаметром до 10 мм, отличающиеся между собой способом крепления инструмента. Они предназначаются для крепления инструмента с цилиндрическим и коническим хвостовиком, а также для насадного инструмента.
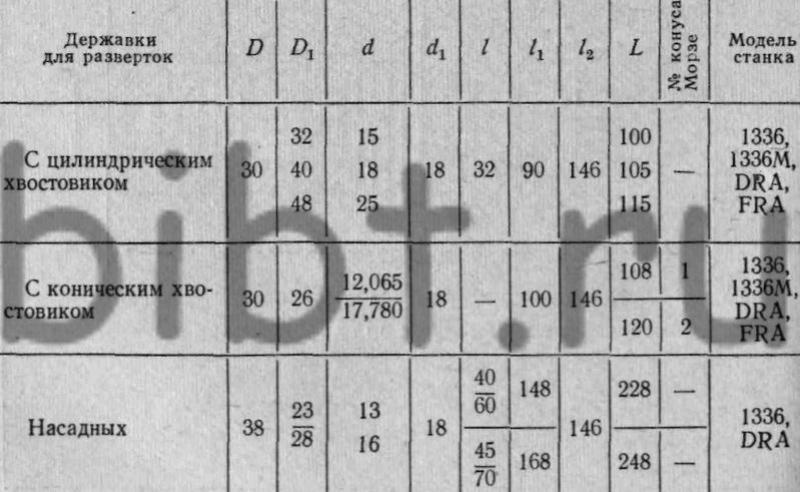
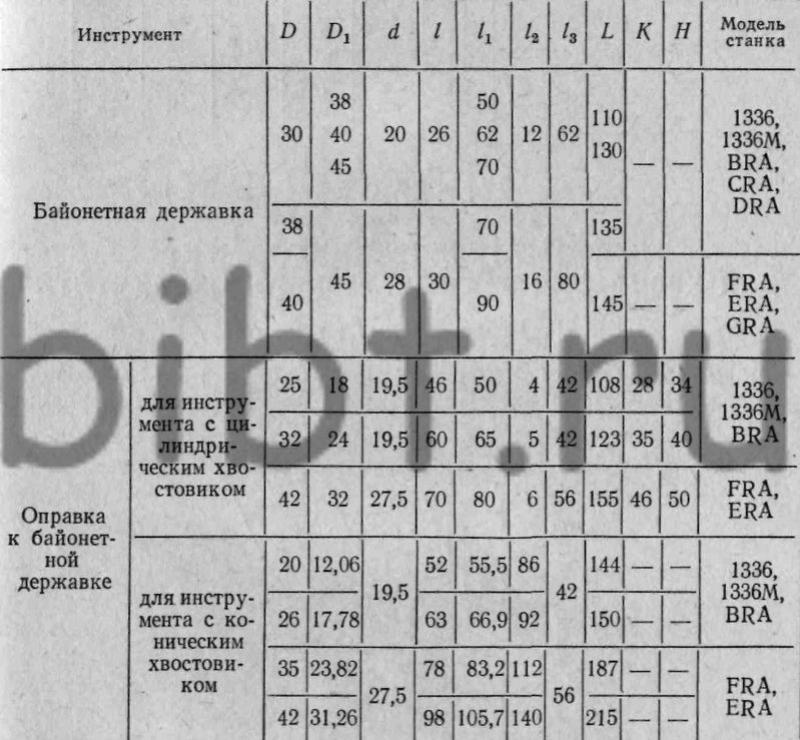
Таблица 23 Основные размеры (в мм) качающихся державок для инструментов с цилиндрическим и коническим хвостовиком и для насадного инструмента (по фиг. 63)
Как видно из фиг. 63, а развертка с цилиндрическим хвостовиком, вставляемая в корпус 2 с помощью переходной втулки, закрепляется винтом 1. Корпус, установливаемый в державке 4 с помощью штифта 3, своей шаровой поверхностью прилегает к упору 5. Такие державки, закрепляемые непосредственно хвостовиком в револьверную головку, обеспечивают получение чистого и точного отверстия.
Развертки с коническим хвостовиком закрепляются в патроне (оправке) 1, который имеет внутренний конус (фиг. 63, б).
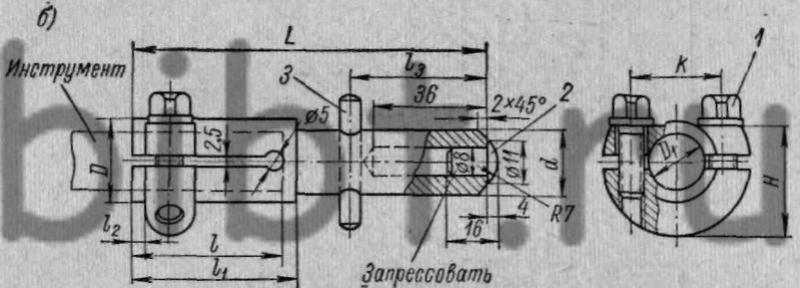
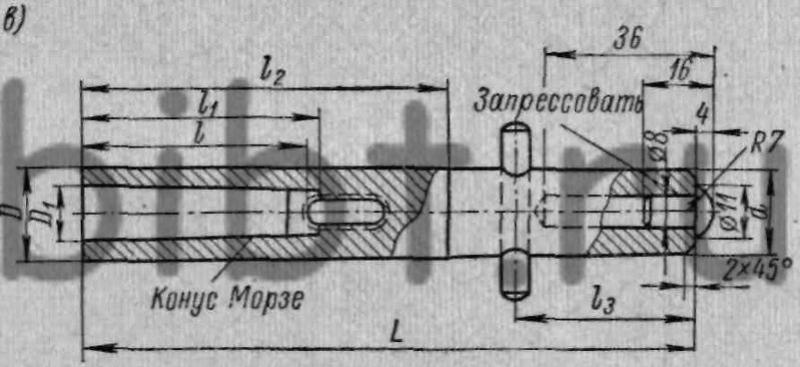
Фиг. 64. Державка для последовательного закрепления нескольких инструментов:
а — байонетный патрон; б, в — качающиеся оправки.
Насадные развертки устанавливаются на наружном конусе корпуса 1 и закрепляются с помощью торцовой шпонки (фиг. 62, в).
Основные размеры качающихся державок, показанных на фиг. 63, приведены в табл. 23.
Если число отверстий револьверной головки не разрешает закрепить необходимое число разверток или других инструментов, применяют байонетные державки (фиг. 64), которые дают возможность с помощью одного байонетного патрона обработать деталь несколькими инструментами. В этом случае байонетный патрон по существу является державкой для последовательного закрепления нескольких инструментов. Байонетные державки применяются также и в тех случаях, когда длинные развертки или другой инструмент мешают работе соседнего инструмента. Кроме того, они позволяют произвести быстрое снятие и закрепление инструмента.
Байонетные державки состоят из байонетного патрона и качающихся оправок.
Для закрепления инструмента с цилиндрическим хвостовиком применяются качающиеся оправки, показанные на фиг. 64, б. В этом случае цилиндрический хвостовик инструмента, вставляемый в отверстие оправки диаметром D1, непосредственно или через переходные втулки закрепляется с помощью винтов 1. Оправка, снабженная штифтом 3 и шаровой опорой 2, вместе с инструментом устанавливается в байонетный патрон.
Крепление инструмента с коническим хвостовиком производят с помощью качающихся оправок (64, в), которые вместе с инструментом устанавливаются в байонетный патрон.
Основные габаритные размеры байонетных державок, показанных на фиг. 64, приведены в табл. 24.
Таблица 24 Основные размеры (в мм) байонетных державок и оправок к байонетным патронам (по фиг. 64)
Фиг. 65. Качающаяся державка для разверток с внутренним (а) и с наружным (б) центром.
На фиг. 65 показаны качающиеся державки для закрепления разверток с внутренними и наружными центрами, применяемые на станках с вертикальной осью вращения головки типа РГ. Крепление разверток осуществляется с помощью байонетного патрона 1 и внутреннего (фиг. 65, а) или наружного центра 2 (фиг. 65, б). Центры установлены на упорных шарикоподшипниках 3 и закрепляются при помощи пружины 4 и винта 5.
Основные размеры качающихся байонетных державок, показанных на фиг, 65, приведены в табл. 25,
Таблица 25 Основные размеры (в мм) качающихся байонетных державок с центрами (по фиг. 65)
Источник
Способы крепления сверл зенкеров разверток




§ 48. Крепление сверл
Крепление сверл, разверток, зенкеров и зенковок на сверлильных станках в зависимости от формы хвостовика осуществляют тремя способами: непосредственно в коническом отверстии шпинделя, в переходных конических втулках, в сверлильном патроне.
Крепление инструмента непосредственно в коническом отверстии шпинделя (рис. 220, а). Конические хвостовики сверл, разверток, зенкеров и т. д., а также конические отверстия в шпинделях сверлильных и других станков изготовляют по системе Морзе. Конусы Морзе имеют номера 0, 1, 2, 3, 4, 5, 6; каждому номеру соответствуют определенные размеры конуса. Номера переходных втулок выбирают по размерам конусов режущих инструментов. В коническом отверстии шпинделя конический хвостовик удерживается силой трения, возникающей между коническими поверхностями. Лапка хвостовика входит в паз шпинделя и предохраняет хвостовик от проворачивания.
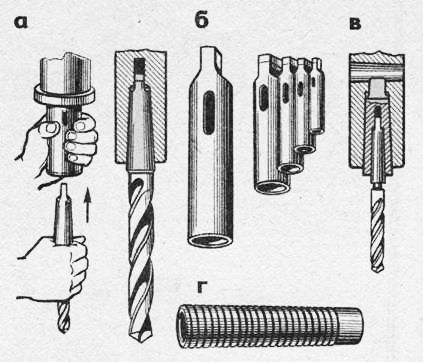
Крепление инструмента через переходные конические втулки производят в тех случаях, когда конус хвостовика инструмента меньше конуса отверстия шпинделя. Переходные конические втулки (рис. 220, 6) бывают короткие и длинные. На рис. 220, в показано крепление инструмента при помощи переходной втулки. Втулку со сверлом вставляют в отверстие шпинделя станка.
Новаторы Ю. М. Орлов и Ю. В. Козловский предложили и изготовили переходные втулки из пружинной проволоки диаметром 2,5 мм (рис. 220, г). Проволоку навивают на специальную оправку, затем наружную поверхность шлифуют на круглошлифовальном станке. С верхней стороны во втулку вставляют пробку, служащую для выколотки инструмента. Пружинная втулка легче и дешевле в изготовлении,чем стандартные втулки. Она не проворачивается, что предохраняет от задиров. Втулку применяют на сверлильных и токарных станках.
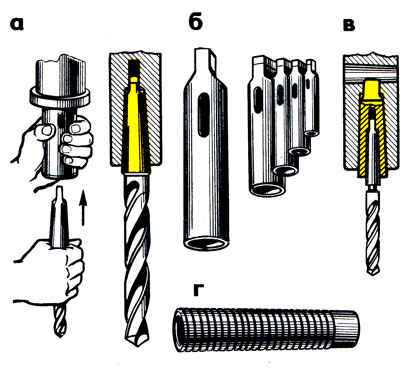
Рис. 220. Крепление инструмента: а — непосредственно в шпинделе станка, б — переходные конические втулки, в — при помощи переходной втулки; г — переходная втулка из пружинной проволоки
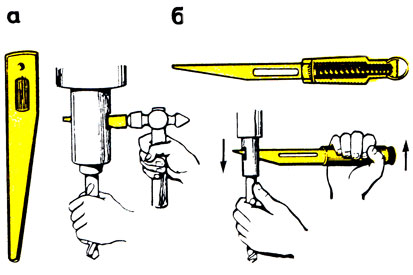
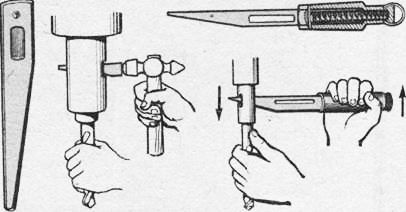
Рис. 221. Удаление инструмента: а — клином, б — безопасным клиног (с пружиной)
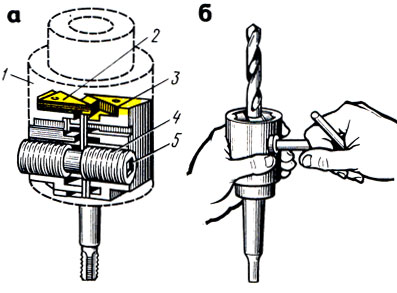
Рис. 222. Двухкулачковый патрон: а — устройство, б — закрепление инструмента в патроне ключом; 1 — корпус, 2, 3 — кулачки, 4 — винт, 5 — квадратное отверстие
Удаление инструмента из конического отверстия шпинделя станка осуществляют при помощи клина (рис. 221, а) через прорезь. На рис. 221, 6 показан безопасный клин с пружиной, применяемый без молотка.
Клин для удаления сверл или переходных втулок из шпинделя сверлильного станка новатора Б. М. Гусева состоит из массивной пустотелой ручки, внутри которой имеется подвижный боек с клином, подпружиненным пружиной.
Для извлечения сверла или переходной втулки из шпинделя клин приспособления вставляют в паз шпинделя, а рукоятку резко перемещают. При этом пружина сжимается и донышко рукоятки ударяет по бойку клина. Усилие, необходимое для сжатия пружины, незначительное, так как оно предназначено только для перемещения рукоятки в исходное положение.
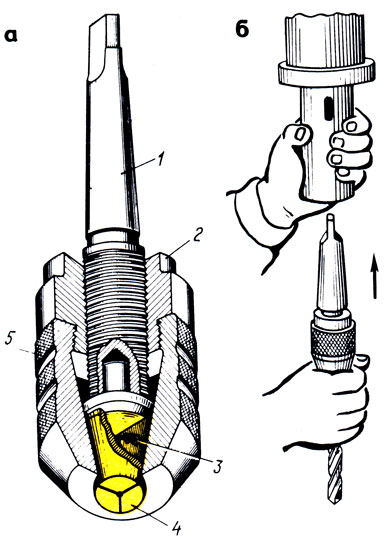
Рис. 223. Трехкулачковый самоцентрируюиций патрон: а — устройство, б — установка; 1 — хвостовик, 2 — втулка, 3 — пружина, 4 — кулачки, 5 — корпус
Рис. 224. Трех кулачковый патрон с наклонными кулачками: 1 — кулачки, 2 — гайки, 3 — обойма, 4 — отверстие
Крепление сверл в патронах. Сверла с цилиндрическим хвостовиком крепят в сверлильных патронах, основные типы которых приведены ниже.
Двух кулачковый патрон (рис.222, а) имеет цилиндрический корпус 7, в пазы которого вставлены два стальных закаленных кулачка 2, 3. Кулачки при вращении винта 4 сдвигаются, зажимая хвостовик инструмента, или раздвигаются, освобождая инструмент. Винт вращают ключом (рис. 222, б), который вставляют в квадратное отверстие 5. В патроне закрепляют режущий инструмент диаметром от 3 до 14 мм.
На рис. 223, а, б показан трех кулачковый патрон самоцентрирующий для закрепления сверл диаметром от 2 до 12 мм с коническим хвостовиком. На резьбовую часть хвостовика 7 навинчена втулка 2 с наружной резьбой, на которую навернут корпус 5 патрона, имеющий внутренний конус. При повороте корпуса по часовой стрелке три кулачка 4, прижатые к нему пружинами 3, сходятся и зажимают сверло.
Трех кулачковый патрон с наклонно расположенными кулачками (рис. 224) обеспечивает более точное и прочное закрепление сверла. Обойма 3 прочно насажена на гайку 2, на внутреннем конусе которой имеется резьба, а на торце — конические зубья. В пазах корпуса патрона находятся три расположенных наклонно кулачка 7, на внешних сторонах их тоже нарезана резьба, которая соединена с резьбой гайки 2. При повороте обоймы специальным ключом, имеющим на конце конические зубья и вставляемым в отверстие 4, кулачки сходятся или расходятся, зажимая или освобождая сверло.
Рис. 225. Цанговый патрон: 1 — хвостовик, 2 — корпус, 3 — резьбовая часть, 4 — корпус, 5 — цанга, 6 — гайка
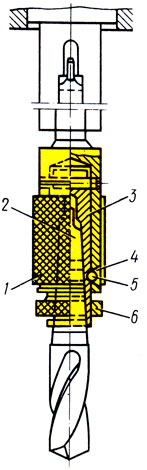
Рис. 226. Быстросменный патрон
Заводы выпускают три типоразмера патронов с наклонными кулачками: ПС-6, ПС-9, ПС-15 (число в марке указывает наибольший диаметр зажимаемого патроном сверла).
Цанговый патрон (рис. 225) используют для зажима сверл небольшого диаметра с цилиндрическим хвостовиком в сверлильных станках. Цанговые патроны обеспечивают надежное точное закрепление инструмента. Корпус 2 цангового патрона имеет хвостовик 7 для закрепления в конусе шпинделя станка и резьбовую часть 3, на которую навинчена гайка 6, имеющая на боковой стороне лыски для гаечного ключа. Зажимную цангу 5 устанавливают в конус 4. При навинчивании гайки 6 на резьбовую часть 3 цанга сжимается и закрепляет хвостовик сверла.
Быстросменные патроны применяют в тех случаях, когда при обработке отверстий требуется частая смена режущего инструмента без остановки станка. Быстросменный патрон (рис. 226) закрепляют в шпинделе станка коническим хвостовиком. В коническое отверстие сменной втулки 3 вставляют хвостовик 2 режущего инструмента, после чего втулку вводят в цилиндрическое отверстие корпуса патрона. При опускании зажимного кольца 7 вниз два шарика 5 входят в выточку 4 сменной втулки, прочно зажимая ее вместе с инструментом в корпусе патрона, и фиксируются в этом положении зажимным кольцом 6.
Для смены втулки с инструментом при работе станка поднимают вверх кольцо 2, шарики 5 под действием центробежных сил выйдут из выточки 4 втулки 3 и, войдя в выточку кольца, освободят втулку, после чего опускают зажимное кольцо 6 вниз и снимают инструмент.
Источник
Pereosnastka.ru
Обработка дерева и металла
Крепление сверл, разверток, зенкеров и зенковок на сверлильных станках в зависимости от формы хвостовика осуществляют тремя способами: непосредственно в коническом отверстии шпинделя, в переходных конических втулках, в сверлильном патроне.
Крепление инструмента непосредственно в коническом отверстии шпинделя. Конические хвостовики сверл, разверток, зенкеров и т. д. , а также конические отверстия в шпинделях сверлильных и других станков изготовляют по системе Морзе. Конусы Морзе имеют номера 0, 1, 2, 3, 4, 5, 6; каждому номеру соответствуют определенные размеры конуса. Номера переходных втулок выбирают по размерам конусов режущих инструментов. В коническом отверстии шпинделя конический хвостовик удерживается силой трения, возникающей между коническими поверхностями. Лапка хвостика входит в паз шпинделя и предохраняет хвостовик от проворачивания.
Крепление инструмента через переходные конические втулки производят в тех случаях, когда конус хвостовика инструмента меньше конуса отверстия шпинделя. Переходные конические втулки (рис. 220, б) бывают короткие и длинные. На рис. 220, в показано крепление инструмента с помощью переходной втулки. Втулку со сверлом вставляют в отверстие шпинделя станка.
Новаторы Ю. М. Орлов и Ю. В. Козловский предложили и изготовили переходные втулки из пружиннои проволоки диаметром 2,5 мм (рис. 220, г). Проволоку навивают на специальную оправку, затем наружную поверхность шлифуют на круглошлифовальном станке. С верхней стороны во втулку вставляют пробку, служащую для выколотки инструмента. Пружинная втулка легче и дешевле в изготовлении, чем стандартные втулки. Она не проворачивается, что предохраняет от задиров. Втулку применяют на сверлильных и токарных станках.
Удаление инструмента из конического отверстия шпинделя станка осуществляют с помощью клина (рис. 2, а) через прорезь. На рис. 2, б показан безопасный клин с пружиной, применяемой без молотка.
Клин для удаления сверл или переходных втулок из шпинделя сверлильного станка новатора Б. М. Гусева состоит из массивной пустотелой ручки, внутри которой имеется подвижный боек с клином, подпружиненным пружиной.
Для извлечения сверла или переходной втулки из шпинделя клин приспособления вставляют в паз шпинделя, а рукоятку резко перемещают. При этом пружина сжимается и донышко рукоятки ударяет по бойку клина.
Усилие, необходимое для сжатия пружины, незначительное, так как оно предназначено только для перемещения рукоятки в исходное положение.
Крепление сверл в патронах. Сверла с цилиндрическим хвостовиком крепят в сверлильных патронах, основные типы которых приведены ниже.
На рис. 3 изображен трехкулачковый сверлильный патрон, в котором инструменты закрепляются ключом. Внутри корпуса патрона (рис. 3) расположены наклонно три кулачка, имеющие резьбу, связывающую их с гайкой. Обойма вращается специальным ключом, вставленным в отверстие корпуса патрона. При вращении обоймы по часовой стрелке вращается также гайка. Зажимные кулачки, опускаясь вниз, постепенно сходятся и зажимают цилиндрический хвостовик сверла или другого инструмента. При вращении обоймы в обратном направлении кулачки, поднимаясь вверх, расходятся и освобождают зажатый инструмент.
На рис. 4, а, б показан трехкулачковый патрон самоцентрирующий для закрепления сверл диаметром от 2 до 12 мм с коническим хвостовиком. На резьбовую часть хвостовика навинчена втулка с наружной резьбой, на которую навернут корпус патрона, имеющий внутренний конус. При повороте корпуса по часовой стрелке три кулачка, прижатые к нему пружинами , сходятся и зажимают сверло.
Трехкулачковый патрон с наклонно расположенными кулачками обеспечивает более точное и прочное закрепление сверла. Обойма прочно насажена на гайку, на внутреннем конусе которой имеется резьба, а на торце — конические зубья. В пазах корпуса патрона находятся три расположенных наклонно кулачка, на внешних сторонах их тоже нарезана резьба, которая соединена с резьбой гайки. При повороте обоймы специальным ключом, имеющим на конце конические зубья и вставляемым в отверстие, кулачки сходятся или расходятся, зажимая или освобождая сверло.
Заводы выпускают три типоразмера патронов с наклонными кулачками: ПС-6, ПС-9, ПС-15 (число в марке указывает наибольший диаметр зажимаемого патроном сверла).
Цанговый патрон используют для зажима сверл небольшого диаметра с цилиндрическим хвостовиком в сверлильных станках. Цанговые патроны обеспечивают надежное точное закрепление инструмента. Корпус цангового патрона имеет хвостовик для закрепления в конусе шпинделя станка и резьбовую часть, на которую навинчена гайка 6, имеющая на боковой стороне лыски для гаечного ключа. Зажимную цангу устанавливают на конус. При навинчивании гайки на резьбовую часть цанга сжимается и закрепляет хвостовик сверла.
Быстросменные патроны. При обработке деталей, в которых необходимо последовательно выполнять сверление, зенкерование, развертывание, нарезание резьбы и т. д, приходится часто менять режущий инструмент, на что затрачивается много времени. Для сокращения времени на смену инструмента применяют быстросменные патроны. Известны быстросменные патроны с ведущими шариками и поводковые. На рис. 226, 6 приведен быстросменный патрон с ведущими шариками, применяемый для легких работ. Конструктивно он прост и допускает смену инструмента без остановки шпинделя станка. Корпус патрона закрепляют хвостовиком в шпинделе станка. В цилиндрическом отверстии корпуса расположена сменная втулка с гнездом для инструмента. Вращательное движение от корпуса патрона втулке передают два шарика, находящиеся в поперечных гнездах корпуса. Для замены втулки с режущим инструментом приостанавливают вращение обоймы, взяв ее за рифленую поверхность, и поднимают обойму вверх до упора в пружинное кольцо, заложенное в паз корпуса. Перемещение обоймы вниз ограничено вторым пружинным кольцом.
Источник



