
Основные схемы крепления сменных многогранных твердосплавных пластин (СМП)
Стандартами ISO предусмотрено 5 типов крепления сменных пластин:
| С Прихватом сверху | 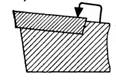 | Для пластин без отверстия. Применяется в отрезных прорезных, резьбовых резцах, а также в резцах оснащенных кристаллами сверхтвердых материалов |
| Р штифтом | 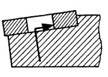 | Используется г-образный рычаг. Обеспечивается прижим пластины к боковым базовым поверхностям резца паза державки. Точное прилегание опорной поверхности к опорной пластине не гарантируется |
| М Прихватом сверху с одновременным прижимом пластины к штифту | 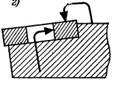 | Для пластин с отверстием. Прихват прижимает пластину и одновременно действует на нее через клин, прижимая пластину к штифту. Обеспечивает повышенную жесткость крепления. |
| D Прихватом, действующим одновременно сверху и в отверстии |     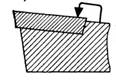 | Конструкция прихвата, такова что он плотно входит в отверстие пластинки. Зажимая крепежный винт обеспечивается одновременный прижим пластины к боковой и опорной поверхности державки. |
| S винтом |  | Крепление винтом с конической головкой предусматривают для пластин с коническим или тороидальным отверстием. Ось винта сдвинута относительно оси пластины, что обеспечивает прижим пластины к опорной и боковым сторонам гнезда державки. |
Резцы с механическим креплением пластин НМП невозможно настроить на заданный размер вне станка, а это одно из основных требований автоматизированных производств. Поэтому более широкое применение получили резцовые вставки. Основное отличие резцовых вставок от резцов – более короткий корпус с регулировочными элементами в продольном и поперечном направлениях и наличие скосов на одной из граней под углом 15…45 о . Такой скос обеспечивает надежный прижим корпуса резца к базирующим поверхностям сразу по двум плоскостям. Благодаря унификации вставки можно весьма эффективно использовать для разработки комбинированных инструментов ( преимущественно расточных).
Дата добавления: 2015-06-17 ; просмотров: 5548 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами
94 Каталог WALTER 2017 Инструмент режущий и оснастка инструментальная для станков Стр.A78

Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами
Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами _ для металлооработки на станках Крепление пластин прижимом повышенной жёсткости Walter Turn (D) Первый выбор при обработке хрупких материалов _ например, чугуна — Подходит для тяжёлой черновой обработки, например, для обработки серого чугуна — Первый выбор при прерывистом резании благодаря надёжному креплению пластины — Один ключ для режущей и опорной пластины — Изготавливаются усиленные прихваты с твердосплавным башмаком для увеличения срока службы прихвата Державки Walter Turn с прижимом повышенной жёсткости с направленной подачей СОЖ (D. . . -P) — Подвод СОЖ непосредственно в зону резания через прижим и по задней поверхности пластины — Повышение стойкости на 30-150 % благодаря оптимальному охлаждению — Первый выбор при обработке нержавеющих материалов (ISO M) и жаропрочных сплавов (ISO S) — Гибкое подключение СОЖ: Державка с переходником для подвода СОЖ/адапте-ром (A2120-P/A2121-P) или с набором шлангов для СОЖ с резьбой G1/8” (K601) — Возможность использования при давлении СОЖ в диапазоне 10-150 бар — Оптимальное стружколомание, особенно при давлении свыше 40 бар Крепление пластин рычагом Walter Turn (P) — Универсальная система с простой заменой пластин — Первый выбор для односторонних пластин без задних углов, например, SNMM, для тяжёлой черновой обработки — Беспрепятственная эвакуация стружки из отверстия, альтернатива креплению прижимом повышенной жёсткости Крепление пластин клин-прихватом Walter Turn (M) — Для треугольных пластин без задних углов — Профильная обработка с применением пластин TNMG, максимальный угол врезания 22° — Часто применяется при продольном точении с поднутрением Крепление керамических пластин прижимом повышенной жёсткости Walter Turn (C) — Специальная система для керамических пластин без отверстия — Крепление прижимом повышенной жёсткости с твердосплавным башмаком для увеличения износостойкости — Первый выбор при обработке жаропрочных сплавов и чугуна с керамическими пластинами Токарные державки для пластин с задними углами Крепление пластин винтом Walter Turn (S) — Для пластин с задними углами 5° и 7° — Первый выбор для работы с малыми усилиями резания или для обработки тонких заготовок — Минимум сборочных деталей — Закрепление винтом Torx Plus для передачи повышенных моментов затяжки — Один ключ для режущей и опорной пластины Крепление пластин рычагом Walter Turn (P) — Для пластин с задними углами формы V/R 5° и 7° — Высокая точность обработки детали благодаря большому предварительному натяжению с помощью рычага у пластин V — Без риска ослабления винта в процессе обработки из-за перекручивания круглых пластин A 78 Токарные инструменты Walter Turn для наружной обработки Walter Токарная обработка ISO Описание инструментов Walter Turn/Walter Capto для наружной обработки Токарные державки для пластин без задних углов сш гтп
Источник
Механическое крепление пластин / Insert clamping system
 94 Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами
94 Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами 152 Схемы крепления режущих пластин к резцам (сборным токарным державкам) Прижим сверху Снизу рычагом за отверстие Винтом Клин-прихватом на штифте
152 Схемы крепления режущих пластин к резцам (сборным токарным державкам) Прижим сверху Снизу рычагом за отверстие Винтом Клин-прихватом на штифте 153 Токарный металлорежущий инструмент Korloy со сменными режущими пластинами Описание систем крепления СРП Исполнение Двойным усилием Основные характеристики
153 Токарный металлорежущий инструмент Korloy со сменными режущими пластинами Описание систем крепления СРП Исполнение Двойным усилием Основные характеристики 171 Схемы сборки расточных токарных державок с режущими многогранными пластинами для внутреннего растачивания Системы механического крепления СРП Двойной прижим кро
171 Схемы сборки расточных токарных державок с режущими многогранными пластинами для внутреннего растачивания Системы механического крепления СРП Двойной прижим кро 23 Системы механического крепления сменных режущих многогранных пластин на токарных резцах и их условное буквенное обозначение D Прижим повышенной жесткости За отв
23 Системы механического крепления сменных режущих многогранных пластин на токарных резцах и их условное буквенное обозначение D Прижим повышенной жесткости За отв 251 Различные методы механического крепления сменных режущих пластин на токарных державках Крепление рычагом Двойной прижим Крепление клином
251 Различные методы механического крепления сменных режущих пластин на токарных державках Крепление рычагом Двойной прижим Крепление клином 319 Insert clamping system Lever Lock Double Clamp Multiple Clamp Wedge Lock Two Action Double Clamp Screw-on Pin Lock
319 Insert clamping system Lever Lock Double Clamp Multiple Clamp Wedge Lock Two Action Double Clamp Screw-on Pin Lock 24 Точное крепление твердосплавных пластин CoroTurn TR к резцам Для стабильной наружной и внутренней токарной профильной обработки
24 Точное крепление твердосплавных пластин CoroTurn TR к резцам Для стабильной наружной и внутренней токарной профильной обработки 670 Крепление пластин к резцам Система CoroTurn TR основана на уникальной конструкции крепления СРП винтом на направляющий выступ на корпусе
670 Крепление пластин к резцам Система CoroTurn TR основана на уникальной конструкции крепления СРП винтом на направляющий выступ на корпусе 102 Типовые схемы механического крепления сменных режущих пластин на токарных державках для наружного точения Усиленный прижим сверху Зажим рычагом через отвер
102 Типовые схемы механического крепления сменных режущих пластин на токарных державках для наружного точения Усиленный прижим сверху Зажим рычагом через отверСм.также / See also :
94 Каталог WALTER 2017 Инструмент режущий и оснастка инструментальная для станков Стр.A78
Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами
Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами _ для металлооработки на станках Крепление пластин прижимом повышенной жёсткости Walter Turn (D) Первый выбор при обработке хрупких материалов _ например, чугуна — Подходит для тяжёлой черновой обработки, например, для обработки серого чугуна — Первый выбор при прерывистом резании благодаря надёжному креплению пластины — Один ключ для режущей и опорной пластины — Изготавливаются усиленные прихваты с твердосплавным башмаком для увеличения срока службы прихвата Державки Walter Turn с прижимом повышенной жёсткости с направленной подачей СОЖ (D. . . -P) — Подвод СОЖ непосредственно в зону резания через прижим и по задней поверхности пластины — Повышение стойкости на 30-150 % благодаря оптимальному охлаждению — Первый выбор при обработке нержавеющих материалов (ISO M) и жаропрочных сплавов (ISO S) — Гибкое подключение СОЖ: Державка с переходником для подвода СОЖ/адапте-ром (A2120-P/A2121-P) или с набором шлангов для СОЖ с резьбой G1/8” (K601) — Возможность использования при давлении СОЖ в диапазоне 10-150 бар — Оптимальное стружколомание, особенно при давлении свыше 40 бар Крепление пластин рычагом Walter Turn (P) — Универсальная система с простой заменой пластин — Первый выбор для односторонних пластин без задних углов, например, SNMM, для тяжёлой черновой обработки — Беспрепятственная эвакуация стружки из отверстия, альтернатива креплению прижимом повышенной жёсткости Крепление пластин клин-прихватом Walter Turn (M) — Для треугольных пластин без задних углов — Профильная обработка с применением пластин TNMG, максимальный угол врезания 22° — Часто применяется при продольном точении с поднутрением Крепление керамических пластин прижимом повышенной жёсткости Walter Turn (C) — Специальная система для керамических пластин без отверстия — Крепление прижимом повышенной жёсткости с твердосплавным башмаком для увеличения износостойкости — Первый выбор при обработке жаропрочных сплавов и чугуна с керамическими пластинами Токарные державки для пластин с задними углами Крепление пластин винтом Walter Turn (S) — Для пластин с задними углами 5° и 7° — Первый выбор для работы с малыми усилиями резания или для обработки тонких заготовок — Минимум сборочных деталей — Закрепление винтом Torx Plus для передачи повышенных моментов затяжки — Один ключ для режущей и опорной пластины Крепление пластин рычагом Walter Turn (P) — Для пластин с задними углами формы V/R 5° и 7° — Высокая точность обработки детали благодаря большому предварительному натяжению с помощью рычага у пластин V — Без риска ослабления винта в процессе обработки из-за перекручивания круглых пластин A 78 Токарные инструменты Walter Turn для наружной обработки Walter Токарная обработка ISO Описание инструментов Walter Turn/Walter Capto для наружной обработки Токарные державки для пластин без задних углов сш гтп
23 Каталог SECO 2015 Токарный инструмент для точения отрезки и обработки канавок Стр.22

Системы механического крепления сменных режущих многогранных пластин на токарных резцах и их условное буквенное обозначение D Прижим повышенной жесткости За отв
Системы механического крепления сменных режущих многогранных пластин на токарных резцах и их условное буквенное обозначение D Прижим повышенной жесткости За отверстие сверху Для негативных пластин основных форм с отверстием Жесткое стабильное крепление Пластина крепится при помощи прижима который зажимает пластину в гнезде P Державки Дополнительно к D державкам наружные Для негативных пластин с отверстием Нет прижима сверху что обеспечивает свободный сход стружки Когда зажимной винт затянут рычажный прижим фиксирует пластину в гнезде см. рис. Альтернатива зажимной винт над клином и фиксация пластины при помощи центрального штифта ей C Державка Разработана главным образом для пластин Seco PCBN без отверстия Пластина крепится при помощи прижима который в новой конструкции оснащается с пластиной. 22 Точение Державки типы крепления пластин SЕСО D Державки Предпочтительный выбор для общей обработки наружные
251 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.C007

Различные методы механического крепления сменных режущих пластин на токарных державках Крепление рычагом Двойной прижим Крепление клином
Различные методы механического крепления сменных режущих пластин на токарных державках Крепление рычагом Двойной прижим Крепление клином _ Комбинированный зажим МЕТОД КРЕПЛЕНИЯ Тип (Державки) Структура Крепление рычагом LL ДЕРЖАВКИ Крепёжный винт Рычаг Опорная пластина Штифт опорной пластины Пластина Двойной прижим ДЕРЖАВКА С ДВОЙНЫМ N VПРИЖИМОМ ) Опорная пластина Штифт опорной пластины Пружина Прихват Крепёжный винт Пластина Двойной прижим ДЕРЖАВКА С ДВОЙНЫМ N VПРИЖИМОМ ) (Для тяжелого резания заготовок) Опорная пластина Штифт опорной пластины Крепёжный винт Прихват Пластина Крепление клином (WP ДЕРЖАВКИ) Опорная пластина Штифт опорной пластины Опора Пружина Прихват Крепёжный винт Пластина Комбинированный зажим двойного действия Державка для профильного точения ) Пластина Крепёжный винт (1) Пружина Прихват Крепёжный винт (2) Крепление винтом SP ДЕРЖАВКИ AL ДЕРЖАВКИ ( — Пластина Крепёжный винт С007 НАРУЖНОЕ ТОЧЕНИЕ
 43 Закрепление сменных режущих пластин винтом на резцах обеспечивает стабильность и беспрепятственный сход стружки во время обработки
43 Закрепление сменных режущих пластин винтом на резцах обеспечивает стабильность и беспрепятственный сход стружки во время обработки 307 Инструмент с системой крепления пластин за счет пружинящих свойств корпуса Всегда корректное закрепление с помощью специального ключа
307 Инструмент с системой крепления пластин за счет пружинящих свойств корпуса Всегда корректное закрепление с помощью специального ключа
180 Мастер-каталог KENNAMETAL 2013 Металлорежущий инструмент Стр.B136

Стандартный токарный резец Kennametal со сменной ромбической пластиной и призматической хвостовой частью для закрепления в станке Фотография процесса
Стандартный токарный резец Kennametal со сменной ромбической пластиной и призматической хвостовой частью для закрепления в станке Фотография процесса подрезки торцевой поверхности заготовки Токарная обработка Сверление Нарезание резьбы Растачивание Фрезерование Каталог 2013 на русском языке Металлорежущий инструмент
Источник



