
- Методы механического соединения алюминиевых деталей
- Винтовые соединения
- Типы винтовых соединений
- Типы винтовых соединений для тонких листов
- Принцип работы самонарезающих винтов
- Винтовые соединения для алюминиевых профилей
- Фальцевые соединения
- Заклепочные соединения
- Непрямая и прямая клепка
- Типы заклепок для непрямой клепки алюминия
- Применение различных головок заклепок
- Принцип работы вытяжной (слепой) заклепки
- Предотвращение гальваническая коррозия
- Как соединить алюминиевый профиль?
- Виды соединений
- Винтовые соединения
- Типы винтовых соединений
- Типы винтовых соединений для тонких листов
- Принцип работы самонарезающих винтов
- Заклепочные соединения
- Непрямая и прямая клепка
- Типы заклепок для непрямой клепки алюминия
- Принцип работы вытяжной (слепой) заклепки
- Фальцевые соединения
- Как соединить алюминиевый профиль между собой
- Как соединить алюминиевый профиль без сварки
- Как соединить алюминиевый профиль под прямым углом
- Как соединить конструкционный алюминиевый профиль
- Как соединить профиль алюминиевый
- Как соединить алюминиевый профиль
- • Варим алюминий без сварки (на примере автомобильного багажника)
- Виды соединения алюминиевых профилей системы Topal
- Способы соединения профилей
Методы механического соединения алюминиевых деталей
Соединение деталей друг с другом является важной и часто критической операцией при производстве изделий и конструкций из алюминиевых листов или профилей. Механические методы обеспечивают высокую прочность соединения, а также являются удобными при производстве и контроле качества. Кроме того, механические методы соединения алюминиевых деталей не требуют дорогого оборудования, удобны в применении и могут быть легко автоматизированы [1].
Основными типами механических соединений алюминиевых деталей являются:
- винтовые соединения;
- фальцовые соединения;
- заклепочные соединения.
Винтовые соединения
Типы винтовых соединений
Винтовые соединения относятся к разъемным соединениям. По своей конструкции они могут быть (рисунок 1):
- сквозными, выступающие с обеих сторон;
- сквозные, выступающие с одной стороны;
- не сквозные (слепые), выступающие с одной стороны.

Рисунок 1 – Конструкционные типы винтовых соединений [1]
Если приняты соответствующие меры против коррозии, то винтовые соединения являются вполне подходящими для компонентов из листового алюминия и алюминиевых профилей:
- Крепежные элементы должны быть выполнены из коррозионностойкой нержавеющей стали (группа сталей А2/А4).
- Поскольку алюминиевые сплавы имеют относительно низкую прочность на сжатие, поверхности контакта должны быть защищены путем применения шайб как под головку винта, так и под гайку.
Типы винтовых соединений для тонких листов
В дополнение к методам соединения типа “винт-гайка” тонкие листы могут соединяться вместе с применением большого количества различных резьбовых крепежных изделий (рисунок 2).
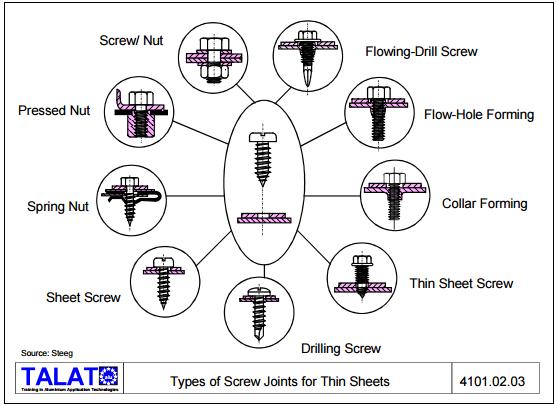
Рисунок 2 -Различные типы винтовых соединений для тонких листов [2]
С помощью крепежных изделий типа “винт-гайка” обеспечивается большие усилия скрепления. С другой стороны, специальные винты для тонкостенных деталей применяют, чтобы исключить операцию сверления при окончательной сборке, так как эти винты сами прорезают отверстие для себя.
Принцип работы самонарезающих винтов
Недостатком большинства тонкостенных соединений является очень ограниченная длина винта, которая несет нагрузку. Улучшить положение может формировании вокруг отверстия цилиндрического буртика, что и происходит при установке самонарезающего винта. Карбидный наконечник самонарезающего винта, у которого нет резьбы, действует как конусный пробойник, который вращается с большой скоростью и пробивает металл насквозь. В результате пластического деформирования металла листа вокруг отверстия формируется массивный буртик. Затем в этом отверстии самонарезающий винт нарезает резьбу и выполняет винтовое соединение (рисунок 3).

Рисунок 3 – Принцип установки самонарезающего винта [1]
Винтовые соединения для алюминиевых профилей
Для соединения деталей из алюминиевых сплавов чаще всего применяют винты из коррозионностойкой нержавеющей стали с головкой, которая приспособлена для крепления листовых материалов. Алюминиевые профили для соединения между собой или с листовыми материалами могут иметь продольные и поперечные винтовые каналы (или пазы) (рисунок 4).

Рисунок 4 – Винтовые соединения для алюминиевых профилей [1]
Фальцевые соединения
Принцип выполнения фальцевого соединения алюминиевых листов показан на рисунке 4.

Рисунок 5 – Этапы процесса выполнения фальцевого соединения
для листов с прямолинейной кромкой [1]
В зависимости от назначения могут выполняться различные формы фальцевых соединений. Ширина фальца имеет особое значение для каждого конкретного случая. Слишком узкий фальц имеет низкую прочность и низкую герметичность, а слишком широкий фальц приводит к чрезмерному расходу листового материала (рисунок 6).

Рисунок 6 – Ширина нахлеста в фальцевых соединениях:
неправильная (вверху) и правильная (внизу) [1]
Заклепочные соединения
Непрямая и прямая клепка
Долгое время соединение заклепками считалось устаревшим и неэкономичным. Однако в последние десятилетия 20 века соединение заклепками было заново открыто как эффективная технология, особенно в аэрокосмической технике. Для алюминия применяют методами непрямой и прямой клепки (рисунок 7). В процессе непрямой клепки детали соединяются путем притягивания друг к другу с помощью дополнительного соединительного элемента – отдельной заклепки. При прямой клепке одна из соединяемых деталей сама является заклепочным элементом и дополнительная отдельная заклепка не требуется.

Рисунок 7 – Типы клепки: непрямая и прямая [1]
Типы заклепок для непрямой клепки алюминия
В настоящее время для выполнения неразъемных (постоянных) заклепочных соединений применяется четыре основных типа заклепок для непрямой клепки:
- сплошные заклепки (рисунок 8);
- вытяжные (слепые) заклепки (рисунок 8);
- винтовые (резьбовые) заклепки (рисунок 8);
- самопробивные заклепки (рисунок 9).

Рисунок 8 – Три типа заклепок [1]

Рисунок 9 – Самопробивные заклепки [2]
Сплошная заклепка – это стержень с головкой на одном конце, а на другом его конце в процессе клепки пластически формуется другая, крепежная, головка. Такие заклепки могут применяться только для компонентов, которые имеют доступ с обеих сторон.
Слепая заклепка (вытяжная) состоит из одного или более элементов и требует доступ только с одной стороны.
Винтовая заклепка применяется для сильно нагруженных заклепочных соединений. Поэтому эти заклепки делают из высокопрочных материалов, которые не могут легко деформироваться при установке заклепки.
Самопробивная заклепка сами пробивают отверстие для своей установки и не требуют предварительно выполненного отверстия.
Применение различных головок заклепок
Заклепки различают по виду головки, которая формируется при установке заклепки. Для листового металла и легких конструкций, которые не требуют заклепок толще, чем 8 мм, обычно применяют такие крепежные головки как и головки на исходных заклепках. Алюминиевые заклепки диаметром до 8 мм легко поддаются холодной пластической деформации (рисунок 10).

Рисунок 10 – Различные типы заклепочных головок и их применение [1]
Принцип работы вытяжной (слепой) заклепки
Обычно вытяжная (слепая) заклепка состоит из полого стержня и вытяжного сердечника, который служит инструментом для формирования крепежной головки.
Заклепка устанавливается путем вытягивания сердечника с помощью специального инструмента – “заклепочника”. В результате из стрежня заклепки формируется крепежная головка (рисунок 11). Когда усилие вытягивания превысит некоторый уровень, сердечник обрывается в заданном месте. Место разрыва может внутри втулки или в головке заклепки.

Рисунок 11 – Принцип установки вытяжной заклепки [1]
Предотвращение гальваническая коррозия
Материалы механических крепежных элементов и соединяемые компоненты должны быть совместимы с точки зрения коррозии. Это означает, что детали, которые находятся в контакте друг с другом должны иметь близкие электрохимические потенциалы для предотвращения гальванической коррозии. Например, крепежные элементы из меди или латуни не подходят для соединения алюминиевых деталей.
Источник
Как соединить алюминиевый профиль?

При производстве деталей из профиля важная процедура — их соединение между собой. Для этого используют механические методы, которые обеспечивают комфортный контроль качества и быстрое изготовление, а также высокую прочность соединения элементов. Рассмотрим наиболее распространенные виды.
Виды соединений
К механическим методам относятся три основных.
Винтовые соединения
Типы винтовых соединений
Они относятся к разъемным, могут выступать с двух сторон (сквозные), с одной стороны (сквозные) и быть несквозными, то есть слепыми.
Винтовые соединения могут использоваться для профилей из алюминия или листового материала, но только при условии соблюдения всех мер против образования ржавчины. Элементы крепежа должны быть изготовлены из нержавейки, а поверхности контакта — защищены благодаря применению шайб.
Типы винтовых соединений для тонких листов
Они могут соединяться при помощи крепежных элементов с различной резьбой. Для них применяют специальные винты с тонкими стенками, чтобы исключить сверление по окончанию сборки, так как они сами создают для себя отверстия.
Принцип работы самонарезающих винтов
Они образовывают вокруг отверстия буртик в форме цилиндра. Наконечник винта не имеет резьбы и действует как пробойник в виде конуса, который двигается быстро и насквозь пробивает металл. В сформировавшемся буртике винт делает надрез и образует соединение.
Заклепочные соединения
Непрямая и прямая клепка
Этот метод применяется преимущественно для алюминия. Непрямая клепка заключается в соединении деталей между собой при помощи отдельной заклепки. Прямая подразумевает применение одной из соединяемых деталей в качестве заклепочного элемента.
Типы заклепок для непрямой клепки алюминия
- Сплошная. Представляет собой стержень, на одном конце которого находится головка, а на другом она формируется в процессе клепки.
- Слепая. Требует доступ только с одной стороны.
- Винтовая. Изготавливается из материалов высокой прочности, которые не склонны к деформации. Применяется для соединений с серьезной нагрузкой.
- Самопробивная. Самостоятельно пробивает отверстие для установки.
Принцип работы вытяжной (слепой) заклепки
Деталь состоит из сердечника и полого стержня. Первый служит для формирования головки крепления. Слепая заклепка монтируется путем вытягивания сердечника, в результате чего формируется крепежная головка. Сердечник обрывается, когда вытягивание превышает оптимальный уровень.
Фальцевые соединения
Это неразъемное и нежесткое соединение. Имеет значение ширина фальца. Если он слишком узкий, то соединение будет иметь низкую прочность и герметичность; слишком широкий — приведет к высокому расходу материала.
Как соединить алюминиевый профиль между собой
- При помощи стыковки на угловых соединителях. Подходит в том случае, если нужно скрыть места соединений. Соединения монтируются после создания отверстий и затяжки винтов.
- При помощи закладных соединителей. Уголок режется, а в несущем профиле создают отверстие. Соединитель вставляется и закрепляется с помощью винта. Затем то же самое проделывают со вторым профилем.
- При помощи торцевого соединителя, если профиль расположен стороной без паза.
- При помощи одноименного соединителя путем введения в оба профиля, закрепления заглушками и винтами.
Как соединить алюминиевый профиль без сварки
Соединение без сварки возможно при помощи крепежных хомутов или муфты. Оба способа очень простые, с ними справится даже новичок. Главное — купить качественные крепежные элементы.
Для соединения при помощи муфты необходимо заранее подготовиться: очистить от грязи посадочное место и удалить шероховатости. Затем обработать его при помощи силикона, мастики или клея. Соединить элементы и дождаться полного высыхания.
Как соединить алюминиевый профиль под прямым углом
- Сбоку или на внутренней стороне профиля сделать отверстия.
- Собрать соединение и закрепить винтами с заглушками.
- Закрепить угловой сухарь в 90 градусов.
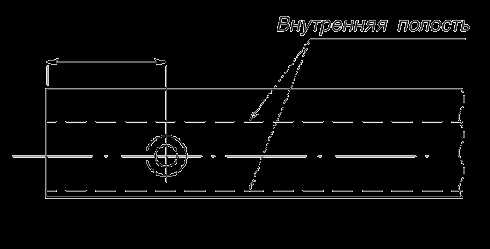
Как соединить конструкционный алюминиевый профиль
Внутри такого вида профиля находится полость. В ней необходимо просверлить отверстие строго по центру для закрепления торцевого и закладного сухаря при помощи винтов. Профили рекомендуется соединять двумя сухарями с каждой стороны.
ООО «Петрокон».
Все права защищены.
188301 , Ленинградская область, Гатчинский район , , Промзона Корпиково, д. 2
Источник
Как соединить профиль алюминиевый
Как соединить алюминиевый профиль
Угловое – с использованием соединительных пластин (углов).
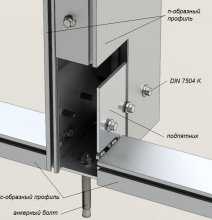
Соединительная пластина (угол) изготавливается из листового алюминия по чертежу, соответствующего размера.На боковых поверхностях заготовок наносится разметка, и сверлятся отверстия, как показано на рисунке.Профили[/url] крепятся к соединительной пластине (углу) саморез шурупами с шестигранной головкой DIN 7504K.
Торцевое – с использованием подпятников.
Подпятник изготавливается из алюминиевой прямоугольной трубы 50 х 100 х 3…5 (мм) по чертежу, соответствующего размера.На заготовках наносится разметка, и сверлятся отверстия, как показано на рисунке.Подпятник крепится к конструкции, профиль крепится к подпятнику саморез шурупами
с шестигранной головкой DIN 7504 K.
Торцевое – без закладных.
 Наносится разметка, и сверлятся отверстия как показано на рисунке.
Наносится разметка, и сверлятся отверстия как показано на рисунке.
Квадратный профиль крепится к П-образному четырьмя саморез шурупами с шестигранной головкой DIN 7504 K.
Торцевое – с использованием уголков.
Два алюминиевых уголка 24 х 50 х 3…5 (мм), соответствующего размера.На деталях наносится разметка, и сверлятся отверстия под крепежные элементы, как показано на рисунке.Уголки крепятся к торцу первого профиля заклепками вытяжными распорными.Второй профиль крепится к уголкам саморез шурупами с шестигранной головкой DIN 7504 K.
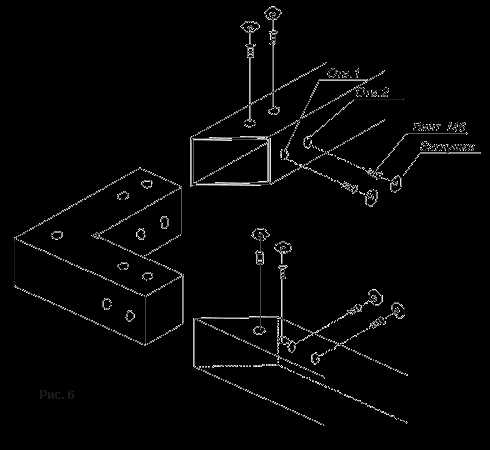
Преобразование П-образных сечений в прямоугольное.
На рисунке изображено, как из двух П-образных сечений получается одно прямоугольное сечение.
Скрепляем между собой П-образный и С-образный профиль двумя саморез шурупами с шестигранной головкой DIN 7504 K – образуем сборочный узел конструкции.
Фиксируем подпятник к цоколю фундамента или полу, двумя анкерными болтами с гайкой 8х65.Крепим к подпятнику левый узел конструкции.Крепим к подпятнику правый узел конструкции.Скрепляем П-образные профили в прямоугольное сечение.
Конструктивные элементы соединений.
Благодаря закладным элементам, можно собрать металлоконструкции любой сложности, что наглядно проиллюстрировано на страницах нашего сайта.
Поделитесь с друзьями!
• Варим алюминий без сварки (на примере автомобильного багажника)
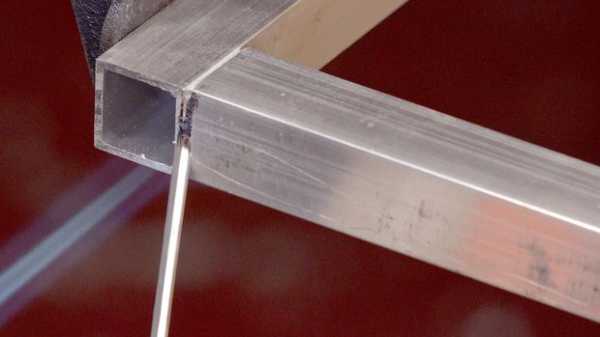
С помощью пропанового факела из ручной горелки и алюминиевого прутка прочно скрепляем алюминий без использования сварщика. Это делает для очень сильной связи и с немного практики может быть сделано быстро с большим нетерпением результатов.Но как?
Берем ручную газовую горелку:

так же нужны алюминиевые прутки (полоски, проволока — что есть)



зачищаем железной щеткой (это особо важно!)

нагреваем 4-5 минут
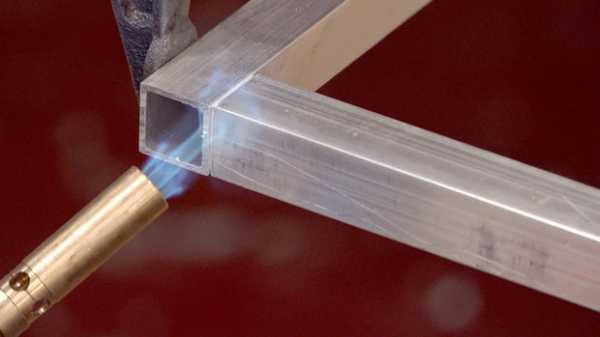
Горячие края быстро натирайте алюминиевой палочкой (или что там у вас)
Непонятно? тогда для вас видео:
Виды соединения алюминиевых профилей системы Topal
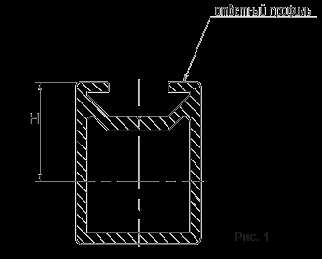
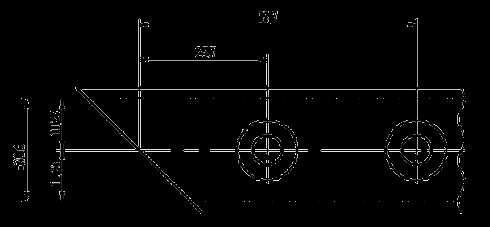
1. Соединение профилей на сухарях.
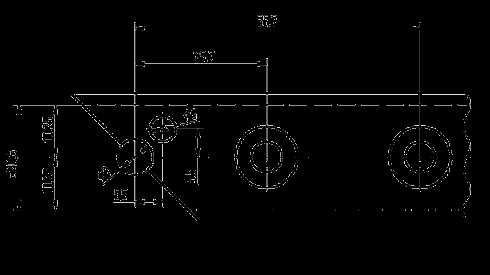
Внутри каждого конструкционного профиля расположена полость 20.6х20.6 мм. Для крепления закладного и торцевого сухаря в данной полости необходимо отсверлить/зенковать отверстие строго по центру полости на расстоянии 36 мм. от торца профиля (см. ниже рис. 1, 2 и 2.1). Технологическая несоосность отверстий на сухаре и профиле позволяет «поджимать» крепление профилей при затягивании винта. Винт, закрепляющий сухарь внутри профиля, можно располагать с разных сторон. Эту возможность следует использовать при проектировании мебели, чтобы максимально убрать с видимых мест элементы соединения профилей.
— Крепление сухаря с любой из 4-х сторон:
— Крепление сухаря с 3-х сторон:
— Крепление сухаря с 2-х сторон:
Профили К 07.25-80 и К 08.25-120 настоятельно рекомендуем крепить двумя сухарями с каждой стороны профиля для жестко защемленного соединения. Внимание! Далее при описании видов соединения все привязки размеров и разметка (кроме отдельно оговоренных) происходят от осевых линий полости 20.6х20.6 внутри профилей.
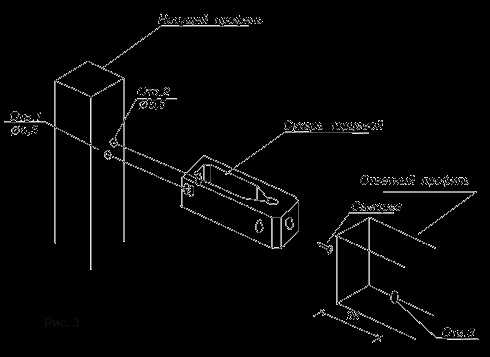
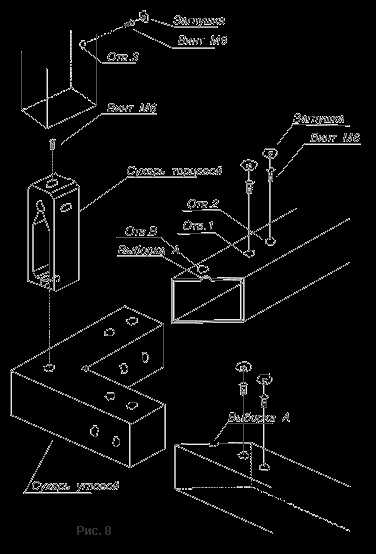
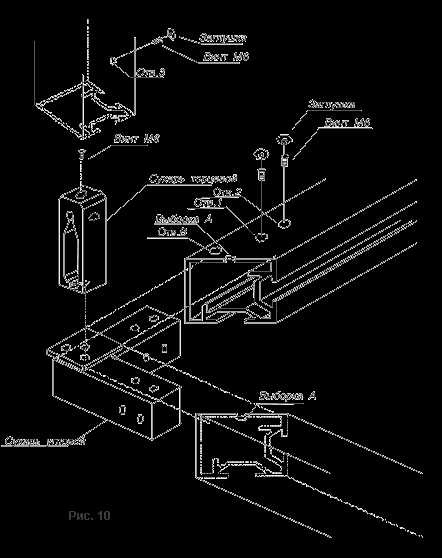
2. Торцевое соединение с использованием закладного сухаря.
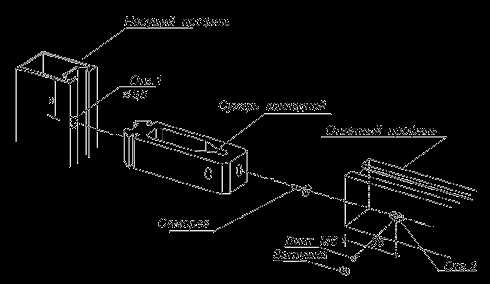
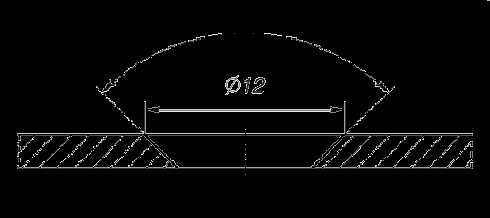
2.1 В несущем профиле по середине паза в необходимом месте сверлится отверстие 1 диаметром строго 5,5 мм. В случае, если профили соединяются у торца несущего профиля, отверстие 1 размечается на расстоянии Н от торца (см. рис.1), где Н — расстояние от торца несущего профиля до осевой линии полости ответного профиля. При использовании в данном соединении заглушки несущего профиля, отверстие размечается на расстоянии h=H-2 мм. Для исключения ручной разметки используйте шаблоны!
2.2 Закладной сухарь заводится в паз несущего профиля, после чего крепится саморезом в отверстие 1.
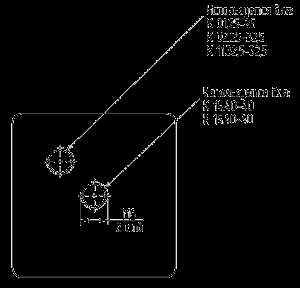
3. В ответном профиле на расстоянии 36 мм от торца профиля размечается и сверлится отверстие в соответствии с рисунками 2 и 2.1. Для исключения ручной разметки, для четкой зенковки отверстия используйте кондуктор КПК 20-20 и сверло-зенкер КПК 6-12.01.
4. Ответный профиль заводится в сухарь и крепится винтом М6.
5. Закладной сухарь комплектуется саморезом и винтом М6 с заглушкой.
 |
| Автор samodelkin, 26 Mar 2007 |
|
| Автор desti, 17 Apr 2006 |
|
| Автор desti, 18 May 2006 |
|
| Автор desti, 13 Feb 2008 |
|
| Автор desti, 26 Oct 2006 |
|
| Автор desti, 26 Oct 2006 |
|
| Автор desti, 17 Apr 2006 |
|
| Автор direktormorga, 21 Jun 2018 | |
| Автор Arche, 03 Dec 2018 |
|
| Автор Oleg47, 16 Dec 2018 |
|
| Автор SEEK, 18 Dec 2018 |
|
| Автор Kerner1, 06 Dec 2018 |
|
| Автор Ибрагим К, 07 Dec 2018 |
|
| Автор Besprizornik, 11 Dec 2018 | |
| Автор logic777, 17 Apr 2016 |
|
| Автор desti, 21 Sep 2007 |
|
| Автор FED_, 08 Dec 2018 |
|
| Автор vitek4333, 07 Dec 2018 | |
| Автор Solius, 07 Dec 2018 | |
| Автор BBS, 30 Apr 2018 |
|
| Автор sugarqub, 05 Dec 2018 |
|
| Автор Tirael, 28 Nov 2018 |
|
| Автор SEEK, 29 Nov 2018 |
|
| Автор Somebody, 05 Dec 2018 |
|
| Автор Stepanov, 22 Feb 2013 |
|
| Автор Lanselotis, 04 Dec 2018 | |
| Автор apolonold, 13 Nov 2018 |
|
| Автор SEEK, 25 Nov 2018 |
|
| Автор drunij, 28 Nov 2018 | |
| Автор Lexsedlex, 28 Nov 2018 |
- Вы не можете создать новую тему
Источник



