
Серная кислота
Серная кислота
Строение молекулы и физические свойства
Серная кислота H2SO4 – это сильная кислота, двухосновная, прочная и нелетучая. При обычных условиях серная кислота – тяжелая маслянистая жидкость, хорошо растворимая в воде.
Растворение серной кислоты в воде сопровождается выделением значительного количества кислоты. Поэтому по правилам безопасности в лаборатории при смешивании серной кислоты и воды мы добавляем серную кислоту в воду небольшими порциями при постоянном перемешивании.

Валентность серы в серной кислоте равна VI.
Способы получения
1. Серную кислоту в промышленности производят из серы, сульфидов металлов, сероводорода и др. Один из вариантов — производство серной кислоты из пирита FeS2.
Основные стадии получения серной кислоты :
- Сжигание или обжиг серосодержащего сырья в кислороде с получением сернистого газа.
- Очистка полученного газа от примесей.
- Окисление сернистого газа в серный ангидрид.
- Взаимодействие серного ангидрида с водой.


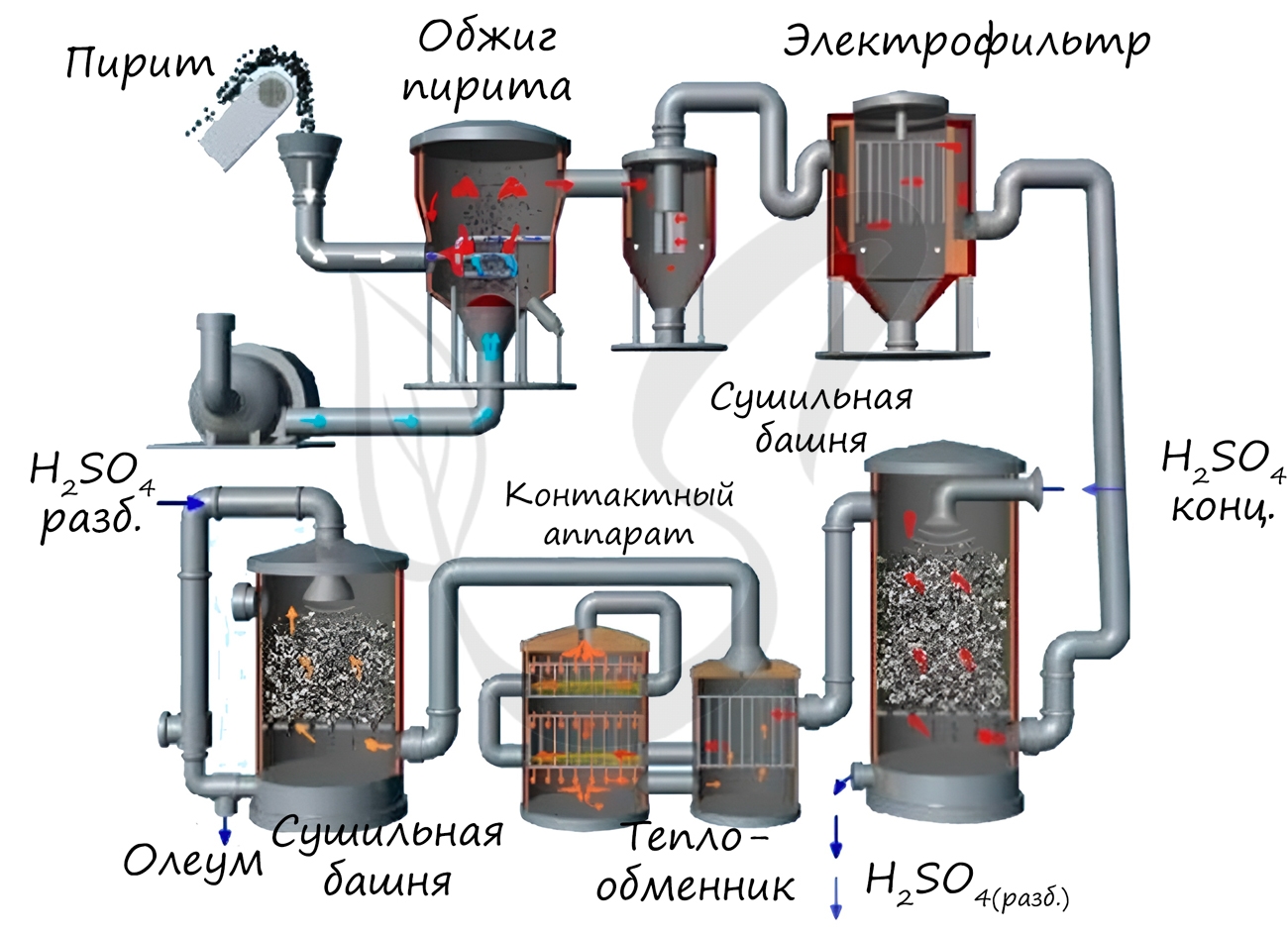
Рассмотрим основные аппараты, используемые при производстве серной кислоты из пирита (контактный метод):
| Аппарат | Назначение и уравнения реакций |
| Печь для обжига | 4FeS2 + 11O2 → 2Fe2O3 + 8SO2 + Q Измельченный очищенный пирит сверху засыпают в печь для обжига в «кипящем слое». Снизу (принцип противотока) пропускают воздух, обогащенный кислородом, для более полного обжига пирита. Температура в печи для обжига достигает 800 о С |
| Циклон | Из печи выходит печной газ, который состоит из SO2, кислорода, паров воды и мельчайших частиц оксида железа. Такой печной газ очищают от примесей. Очистку печного газа проводят в два этапа. Первый этап — очистка газа в циклоне. При этом за счет центробежной силы твердые частички ссыпаются вниз. |
| Электрофильтр | Второй этап очистки газа проводится в электрофильтрах. При этом используется электростатическое притяжение, частицы огарка прилипают к наэлектризованным пластинам электрофильтра). |
| Сушильная башня | Осушку печного газа проводят в сушильной башне – снизу вверх поднимается печной газ, а сверху вниз льется концентрированная серная кислота. |
| Теплообменник | Очищенный обжиговый газ перед поступлением в контактный аппарат нагревают за счет теплоты газов, выходящих из контактного аппарата. |
| Контактный аппарат | 2SO2 + O2 ↔ 2SO3 + Q В контактном аппарате производится окисление сернистого газа до серного ангидрида. Процесс является обратимым. Поэтому необходимо выбрать оптимальные условия протекания прямой реакции (получения SO3):
Как только смесь оксида серы и кислорода достигнет слоев катализатора, начинается процесс окисления SO2 в SO3. Образовавшийся оксид серы SO3 выходит из контактного аппарата и через теплообменник попадает в поглотительную башню. |
| Поглотительная башня | Получение H2SO4 протекает в поглотительной башне. Однако, если для поглощения оксида серы использовать воду, то образуется серная кислота в виде тумана, состоящего из мельчайших капелек серной кислоты. Для того, чтобы не образовывался сернокислотный туман, используют 98%-ную концентрированную серную кислоту. Оксид серы очень хорошо растворяется в такой кислоте, образуя олеум: H2SO4·nSO3. Образовавшийся олеум сливают в металлические резервуары и отправляют на склад. Затем олеумом заполняют цистерны, формируют железнодорожные составы и отправляют потребителю. |
Общие научные принципы химического производства:
- Непрерывность.
- Противоток
- Катализ
- Увеличение площади соприкосновения реагирующих веществ.
- Теплообмен
- Рациональное использование сырья
Химические свойства
Серная кислота – это сильная двухосновная кислота .
1. Серная кислота практически полностью диссоциирует в разбавленном в растворе по первой ступени:
По второй ступени серная кислота диссоциирует частично, ведет себя, как кислота средней силы:
HSO4 – ⇄ H + + SO4 2–
2. Серная кислота реагирует с основными оксидами, основаниями, амфотерными оксидами и амфотерными гидроксидами.
Например , серная кислота взаимодействует с оксидом магния:
Еще пример : при взаимодействии серной кислоты с гидроксидом калия образуются сульфаты или гидросульфаты:
Серная кислота взаимодействует с амфотерным гидроксидом алюминия:
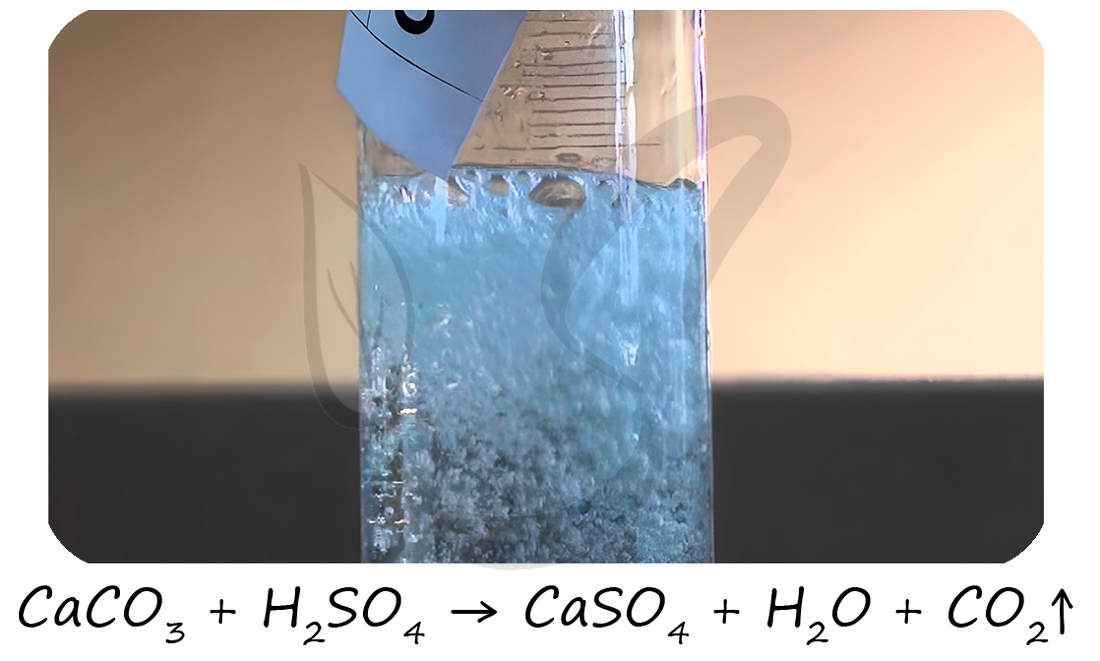
3. Серная кислота вытесняет более слабые из солей в растворе (карбонаты, сульфиды и др.). Также серная кислота вытесняет летучие кислоты из их солей (кроме солей HBr и HI).
Например , серная кислота взаимодействует с гидрокарбонатом натрия:
Или с силикатом натрия:
Концентрированная серная кислота реагирует с твердым нитратом натрия. При этом менее летучая серная кислота вытесняет азотную кислоту:
Аналогично – концентрированная серная кислота вытесняет хлороводород из твердых хлоридов, например , хлорида натрия:
4. Т акже серная кислота вступает в обменные реакции с солями.
Например , серная кислота взаимодействует с хлоридом бария:
5. Разбавленная серная кислота взаимодействует с металлами, которые расположены в ряду активности металлов до водорода. При этом образуются соль и водород.
Например , серная кислота реагирует с железом. При этом образуется сульфат железа (II):
Серная кислота взаимодействует с аммиаком с образованием солей аммония:
Концентрированная серная кислота является сильным окислителем . При этом она обычно восстанавливается до сернистого газа SO2. С активными металлами может восстанавливаться до серы S, или сероводорода Н2S.
Железо Fe, алюминий Al, хром Cr пассивируются концентрированной серной кислотой на холоде. При нагревании реакция возможна.
При взаимодействии с неактивными металлами концентрированная серная кислота восстанавливается до сернистого газа:
При взаимодействии с щелочноземельными металлами и магнием концентрированная серная кислота восстанавливается до серы:
При взаимодействии с щелочными металлами и цинком концентрированная серная кислота восстанавливается до сероводорода:
6. Качественная реакция на сульфат-ионы – взаимодействие с растворимыми солями бария. При этом образуется белый кристаллический осадок сульфата бария:
Видеоопыт взаимодействия хлорида бария и сульфата натрия в растворе (качественная реакция на сульфат-ион) можно посмотреть здесь.
7. Окислительные свойства концентрированной серной кислоты проявляются и при взаимодействии с неметаллами.
Например , концентрированная серная кислота окисляет фосфор, углерод, серу. При этом серная кислота восстанавливается до оксида серы (IV):
Уже при комнатной температуре концентрированная серная кислота окисляет галогеноводороды и сероводород:
Источник
Серная кислота
Серная кислота — сильная двухосновная кислота, при н.у. маслянистая жидкость без цвета и запаха.
Обладает выраженным дегидратационным (водоотнимающим) действием. При попадании на кожу или слизистые оболочки приводит к тяжелым ожогам.
Замечу, что существует олеум — раствор SO3 в безводной серной кислоте, дымящее жидкое или твердое вещество. Олеум применяется при изготовлении красителей, органическом синтезе и в производстве серной кислот.
Получение
Известны несколько способов получения серной кислоты. Применяется промышленный (контактный) способ, основанный на сжигании пирита, окислении образовавшегося SO2 до SO3 и последующим взаимодействием с водой.
Нитрозный способ получения основан на взаимодействии сернистого газа с диоксидом азота IV в присутствии воды. Он состоит из нескольких этапов:
В окислительной башне смешивают оксиды азота (II) и (IV) с воздухом:
Смесь газов подается в башни, орошаемые 75-ной% серной кислотой, здесь смесь оксидов азота поглощается с образованием нитрозилсерной кислоты:
В ходе гидролиза нитрозилсерной кислоты получают азотистую кислоту и серную:
В упрощенном виде нитрозный способ можно записать так:
Химические свойства
В водном растворе диссоциирует ступенчато.
Сильная кислота. Реагирует с основными оксидами, основаниями, образуя соли — сульфаты.
KOH + H2SO4 = KHSO4 + H2O (гидросульфат калия, соотношение 1:1 — кислая соль)
2KOH + H2SO4 = K2SO4 + 2H2O (сульфат калия, соотношение 2:1 — средняя соль)
С солями реакция идет, если в результате выпадает осадок, образуется газ или слабый электролит (вода). Серная кислота, как и многие другие кислоты, способна растворять осадки.
Серная кислота окисляет неметаллы — серу и углерод — соответственно до угольной кислоты (нестойкой) и сернистого газа.
Реакции с металлами
Реакции разбавленной серной кислоты с металлами не составляют никаких трудностей: она реагирует как самая обычная кислота, например HCl. Все металлы, стоящие до водорода, вытесняют из серной кислоты водород, а стоящие после — не реагируют с ней.
Подчеркну, что реакции разбавленной серной кислоты с железом и хромом не сопровождаются переходом этих элементов в максимальную степень окисления. Они окисляются до +2.
Cu + H2SO4(разб.) ⇸ (реакция не идет, медь не может вытеснить водород из кислоты)

Концентрированная серная кислота ведет себя совершенно по-иному. Водород никогда не выделяется, вместо него с активными металлами выделяется H2S, с металлами средней активности — S, с малоактивными металлами — SO2.

Холодная концентрированная серная кислота пассивирует Al, Cr, Fe, Ni, Be, Co. При нагревании или амальгамировании данных металлов реакция идет.
Обратите особое внимание, что при реакции железа, хрома с концентрированной серной кислотой достигается степень окисления +3. В подобных реакциях с разбавленной серной кислотой (написаны выше) достигается степень окисления +2.

Иногда в тексте задания даны подсказки. Например, если написано, что выделился газ с неприятным запахом тухлых яиц — речь идет об H2S, если же написано, что выделилось простое вещество — речь о сере (S).
© Беллевич Юрий Сергеевич 2018-2021
Данная статья написана Беллевичем Юрием Сергеевичем и является его интеллектуальной собственностью. Копирование, распространение (в том числе путем копирования на другие сайты и ресурсы в Интернете) или любое иное использование информации и объектов без предварительного согласия правообладателя преследуется по закону. Для получения материалов статьи и разрешения их использования, обратитесь, пожалуйста, к Беллевичу Юрию.
Источник
Способ концентрирования серной кислоты




Владельцы патента RU 2735836:
Изобретение относится к области концентрирования неорганических кислот и может быть использовано в химической промышленности для концентрирования слабой или разбавленной серной кислоты. Способ концентрирования серной кислоты в несколько стадий, включающий непосредственный контакт кислоты с газом-теплоносителем в режиме противотока с раздельной подачей газа-теплоносителя на каждую стадию, отличающийся тем, что с целью предотвращения образования сернокислотного тумана в отходящих газах концентрирование серной кислоты проводят в три стадии при температуре кислоты по стадиям в следующих пределах: Т стадии 1 — 218-227 °С, Т стадии 2 — 193-207 °С, Т стадии 3 — 168-180 °С, причем рост максимальной температуры 2-й стадии прямо пропорционален росту температуры 3-й стадии и коэффициент пропорциональности k = 1,25, а газ-теплоноситель поступает от одного или нескольких источников тепла. Предлагаемый способ является эффективным, позволяет снизить количество паров кислоты до величин, сопоставимых с выходом после электрофильтра, и обеспечить практически полное отсутствие тумана серной кислоты в отходящих газах. 4 ил., 10 пр.
Изобретение относится к области концентрирования неорганических кислот и может быть использовано в химической промышленности для концентрирования слабой или разбавленной серной кислоты.
Серная кислота – это незаменимое сырье во многих технологических процессах, она является одним из самых необходимых химических веществ, используемых в промышленности в массовом масштабе.
Известен способ концентрирования серной кислоты (патент РФ № 2016842, опубл. 30.07.1994), включающий многоступенчатое прямое контактирование исходной кислоты с потоком горячих топочных газов в режиме противотока с диспергированием раствора кислоты и его последующее сепарирование. В известном способе с целью предотвращения образования сернокислотного тумана в отходящих газах газожидкостную смесь на каждой ступени подвергают разделению на жидкостный и дисперсный потоки с подачей последнего на последующую ступень, а жидкостного — на предыдущую по отношению к направлению потока газов ступень, причем массовую концентрацию серной кислоты в дисперсном потоке устанавливают 0,6-1,4 кг/м 3 . Известный способ позволяет предотвратить образование тумана серной кислоты в отходящих газах.
Однако концентрирование серной кислоты данным способом требует больших энергетических затрат при диспергировании жидкости и повышенного расхода топлива на нагрев кислоты из-за рецикла жидкой фазы в дисперсном виде.
Известен способ концентрирования серной кислоты с применением трехкамерного барботажного концентратора (Гиндич В.И. Технология пироксилиновых порохов: Казань, 1995 — 554 с., стр. 482-491).
В известном способе концентрирование серной кислоты осуществляется путем барботажа горячих газов через упариваемую кислоту. Топочный газ для концентрирования используется с температурой 800-900°С. Движение топочного газа и концентрируемой кислоты в аппарате осуществляется в противотоке. Основными недостатками известного способа является образование большого количества тумана серной кислоты, требующее использования дорогостоящего оборудования (электрофильтров) для очистки отходящих газов.
Наиболее близким к заявляемому способу по технической сущности, выбранным в качестве прототипа, является способ концентрирования серной кислоты (патент РФ № 1505896, опубл. 07.09.1989), включающий непосредственный контакт кислоты с газом-теплоносителем в режиме противотока с раздельной подачей газа-теплоносителя на каждую стадию. С целью снижения содержания серной кислоты в отходящих газах в известном способе разделяют общий поток нагретого газа по стадиям концентрирования в определенном соотношении, обеспечивающем постадийно примерное равенство давления паров кислоты в газе давлению их над жидкостью. Известный способ позволяет снизить количество паров и тумана серной кислоты в отходящих газах, но требует очистки от тумана серной кислоты в электрофильтре.
Задачей настоящего изобретения является разработка способа концентрирования серной кислоты, позволяющего предотвратить образование тумана серной кислоты в отходящих газах.
Новым техническим результатом предлагаемого способа является снижение количества паров кислоты до величин, сопоставимых с выходом после электрофильтра (9-18 кг/час), и обеспечение практически полного отсутствия тумана серной кислоты в отходящих газах при получении серной кислоты концентрацией 90,5-92 % в 3-х стадийном процессе и 90,5 – 93 % в 4-х стадийном процессе.
Заявленный технический результат достигается предлагаемым способом концентрирования серной кислоты в несколько стадий, включающий непосредственный контакт кислоты с газом-теплоносителем в режиме противотока с раздельной подачей газа-теплоносителя на каждую стадию, согласно изобретению с целью предотвращения образования сернокислотного тумана в отходящих газах концентрирование серной кислоты проводят в три стадии при температуре кислоты по стадиям в следующих пределах:
Т стадии 1 — 218-227 °С
Т стадии 2 — 193-207 °С
Т стадии 3 — 168-180 °С,
причем рост максимальной температуры 2-й стадии прямо пропорционален росту температуры 3-й стадии и коэффициент пропорциональности к =1,25,
а газ-теплоноситель поступает от одного или нескольких источников тепла.
Заявленный технический результат достигается предлагаемым способом концентрирования серной кислоты в несколько стадий, включающий непосредственный контакт кислоты с газом-теплоносителем в режиме противотока с раздельной подачей газа-теплоносителя на каждую стадию, согласно изобретению с целью предотвращения образования сернокислотного тумана в отходящих газах концентрирование серной кислоты проводят в четыре стадии при температуре кислоты по стадиям в следующих пределах:
Т стадии 1 — 218-232 °С
Т стадии 2 — 196-212 °С
Т стадии 3 — 175-203 °С
Т стадии 4 — 156-195 °С,
причем рост максимальной температуры 3-й стадии прямо пропорционален росту температуры 4-й стадии и коэффициент пропорциональности к =1,25,
а газ-теплоноситель поступает от одного или нескольких источников тепла.
Указанный технический результат обусловлен следующим.
В 3-х камерном концентраторе температурный режим кислоты в каждой из камер позволяет решить следующие функциональные задачи:
— температурный режим кислоты 1-й камеры (Тк1) – получить необходимую концентрацию продукционной кислоты;
— температурный режим кислоты 3-й камеры (Тк3) – обеспечить количество паров серной кислоты в газах на выходе из концентратора в установленном диапазоне (9-18 кг/час) без образования тумана при охлаждении газов из 2-й камеры;
— температурный режим кислоты 2-й камеры (Тк2) – обеспечить концентрацию кислоты, позволяющей избежать одновременное образование тумана и во 2-й и в 3-й камерах.
Температура кислоты 1-й камеры определяется исходя из концентрации продукционной кислоты, например для 91 % Тк1=221°С, температура 3-й камеры устанавливается по количеству паров кислоты на выходе из концентратора, например при Тк3=174 °С – 11,5 кг/час.
В ходе проведения экспериментов было установлено следующее.
Для концентраций кислоты 90,5-92 % существуют области температур кислоты 2-й и 3-й камер (Тк2, Тк3), позволяющих вести процесс без образования тумана. Они представляют собой прямоугольные треугольники в плоскости Тк2-Тк3 (см. Фиг.1), гипотенузы которых находятся на линии , проходящей через точки минимумов температур 2-й и 3-й камер – для кислоты концентрацией 91% точка Д (Тк2 = 196 °С, Тк3 = 170 °С) и для 92 % — точка К (Тк2=201 °С, Тк3=174 °С), а катетами являются отрезки получающиеся пересечением линии гипотенуз лучами постоянных температур Тк2 и Тк3. Например, луч Тк3=180 °С пересекает линию гипотенуз в точке С, а луч Тк2=193 °С, проходящий через точку A минимумов Тк2,Тк3 для кислоты 90,5 %, дает точку Б и получается треугольник АБС – область температур кислоты 2-й и 3-й камер (Тк2, Тк3), при которых получение продукционной кислоты концентрацией 90,5 % проходит без образования тумана с количеством паров кислоты в газах на выходе не более 20 кг/час. Поскольку количество паров серной кислоты в выхлопе определяется температурой кислоты 3-й камеры, то луч постоянной температуры Тк3= 171 °С дает область температур кислоты 2-й и 3-й камер (Тк2, Тк3) — треугольник АБ1С1, при которых получение продукционной кислоты концентрацией 90,5 % проходит без образования тумана с количеством паров кислоты в газах не более 9,5 кг/час.
Важным моментом является то, что для 3-х камерного концентратора для каждой температуры кислоты 3-й камеры (Тк3) существует интервал температур кислоты 2-й камеры (Тк2), обеспечивающих проведение процесса без образования тумана, в нашем случае при Тк3=180 °С – отрезок БС, а для Тк3=171 °С – отрезок Б1С1 и, т.к. эти интервалы не одинаковы, должен быть метод их определения.
Как видно из фиг.1, при температуре Тк3=180 °С интервал возможных температур Тк2 – отрезок БС = АБ * tg α , и поскольку tg α=1,25
Т2max= T2min+(Tк3-T3min)* tg α=193+(180-168) *1,25 = 208
T2min = 193 °С – минимальная температура 2-й камеры для кислоты 90,5 %,
T3min = 168 °С – минимальная температура 3-й камеры для кислоты 90,5 %,
т.е. интервал Тк2 = 193 °С – 208 °С.
При температуре Тк3=171°С интервал возможных температур Тк2 – отрезок Б1С1 = АБ1 * tg α = 193+(171-168) *1,25 = 196,75,
т.е. интервал Тк2 = 193 °С – 196,75 °С.
На фиг.2 показаны области температур кислоты 2-й и 3-й камер (Тк2, Тк3), позволяющие вести процесс без образования тумана при получении кислоты 91 % — треугольник ДЕС и 92 % — треугольник КМС, получаемые восстановлением луча минимальной температуры Тк2= 196 °С для кислоты 91 % и луча минимальной температуры Тк2=201 °С для кислоты 92 % с количеством паров кислоты на выхлопе при Тк3=180 °С не более 20 кг/час. Так как гипотенузы всех треугольников находятся на одной линии, то и углы у вершин минимальных температур – точек А, Д и К одинаковы и равны α.
Таким образом, для кислоты 91 % температура Тк2 находится на плече ЕС = ДЕ * tg α = (180-170) *1,25 = 12,5 и интервал Тк2 = 196°С – 208,5 °С.
При распределении тепловой нагрузки по камерам за счет подачи газа-теплоносителя в каждую камеру концентратора и соблюдении заявленного интервала температур, в камерах изменяется не только концентрация кислоты, но и уменьшается количество паров серной кислоты, в том числе в первой камере. Образование паров серной кислоты в первой камере составляет 80-160 кг/час вместо 700-1000 кг/час, что позволяет избежать пересыщения далее во 2-й и 3-ей камерах.
При четырех стадиях указанный технический результат обусловлен следующим.
В 4-х камерном концентраторе температурный режим кислоты в камерах решает следующие функциональные задачи:
— температура 1-й камеры (Тк1) определяет концентрацию продукционной кислоты;
— температура 4-й камеры (Тк4) определяет количество кислоты, уходящей в виде паров в газах из концентратора, а также возможность образования тумана при охлаждении газов из 3-й камеры;
— 2 и 3 камеры выполняют ту же роль, что и средняя камера 3-х камерного концентратора, т.е. температуры кислоты 2-й камеры (Тк2) и 3-й камеры (Тк3) обеспечивают концентрацию кислоты, которая при упаривании в 1-й камере дает такое количество паров СК в газах, которое при охлаждении во 2-й камере, а затем и в 3-й камере не создает пересыщения и образования тумана и одновременно количество паров СК в газах, переходящих в 4-ю камеру после охлаждения также не создает пересыщения. Именно эти камеры позволяют вести процесс концентрирования без образования тумана при получении более крепкой кислоты – 93-94 %.
Температуру 1-й камеры определяют исходя из концентрации продукционной кислоты, например для 91 % Тк1=221°С, температура кислоты 4-й камеры устанавливается по количеству кислоты на выходе из концентратора, например при Тк4=173 °С – 11 кг/час.
Остается определить температуры 2-й и 3-й камер.
Для концентраций кислоты 90,5-94 % существуют области температур кислоты 2-й, 3-й и 4-й камер (Тк2, Тк3, Тк4), позволяющие вести процесс без образования тумана при разных концентрациях продукционной кислоты. По сравнению с 3-х камерным концентратором, где такие области представляют собой прямоугольные треугольники на плоскости Тк2-Тк3, с появлением дополнительной камеры они представляют собой треугольные усеченные пирамиды, основанием которых являются треугольники в плоскости Тк3-Тк4 на уровне Тк2 с вершиной минимальных температур Тк2,Тк3 и Тк4 (например, ДД1С, см. Фиг.3), построенные аналогично показанным на Фиг.2 и плоскостями, проходящими через стороны основания. Плоскость, проходящая через сторону основания, параллельную оси температуры Тк4, проходит под углом β из-за смещения минимума температуры третьей камеры Тк3min с ростом температуры второй камеры Тк2, а остальные перпендикулярны основанию (см. фиг.3).
Основания строятся аналогично областям 3-х камерного концентратора на Фиг.2, а расчет Тк3max — так же как и расчет Тк2 max 3-х камерного концентратора.
Т3max= T3min+(Tк4-T4min)* tg α, но из-за скошенной плоскости ДД1Д2Д3 интервал Тк3 будет меньше на величину отрезка Д4Д2 :
Д4Д2 = Д1Д4 * tg β= (210 — 204)*0,33 = 2,0,
Таким образом, для кислоты 91 % Тк2=210 °С и Тк4=179 °С интервал температур Тк3 равен отрезку Д2С3 (см. фиг.3), который находим по формуле:
Т3max= T3min+(Tк4-T4min)* tg α=185+(179-163) *1,25 = 205,
T3min = 185 °С – минимальная температура 3-й камеры для кислоты 91 % в точке минимальных температур Д,
T4min = 163 °С – минимальная температура 4-й камеры для кислоты 91% в точке минимальных температур Д,
т.е.интервал Тк3 = 187 °С – 205 °С.
Для концентрации продукционной кислоты 91 % температурный минимум – точка Д (Тк2 = 204 °С, Тк3 = 185 °С, Тк4 = 163 °С), для 92 % — точка К (Тк2=206 °С, Тк3=187 °С, Тк4 = 165 °С), а для 93 % — точка Ф (Тк2=212 °С, Тк3=189 °С, Тк4 = 167 °С), показанные на фиг.4.
При распределении тепловой нагрузки по камерам за счет подачи газа-теплоносителя в каждую камеру концентратора и соблюдении заявленного интервала температур, в камерах изменяется не только концентрация кислоты, но и уменьшается количество паров серной кислоты, в том числе в первой камере. Образование паров серной кислоты в первой камере составляет 40-160 кг/час вместо 700-1000 кг/час, что позволяет избежать пересыщения далее во 2-й и 3-ей камерах.
Предлагаемый 3-х стадийный способ осуществляется следующим образом.
Слабая серная кислота поступает в третью (по ходу газа) камеру и по внутренним каналам в перегородках постепенно перетекает из третьей камеры во вторую и далее в первую камеру, в то время как газы по коленам, вмонтированным в перегородки, и барботируя через кислоту, переходят противотоком с кислотой из первой камеры во вторую и затем в третью. По мере перетекания из камеры в камеру при контакте с газами кислота постепенно нагревается, давление пара над ней повышается, вода испаряется, и массовая доля кислоты повышается до требуемой в первой камере.
Полученная серная кислота из первой камеры поступает в холодильник, где она охлаждается и далее подается в хранилище.
Топочные газы, получаемые сжиганием природного газа, по газоходам (барботажным трубам) одновременно поступают во все камеры концентратора.
Топочные газы, поступающие в первую камеру концентратора, барботируют через кислоту, происходит эффективный теплообмен между газом и кислотой, одновременно газы насыщаются парами воды и кислоты, а концентрация кислоты увеличивается.
Температура в первой камере поддерживается исходя из величины концентрации продукционной кислоты. Давление насыщенного пара H2SО4 во второй камере поддерживается таким, чтобы, во-первых, при охлаждении газов с парами кислоты из первой камеры после барботирования через кислоту второй камеры не достигалось пересыщения паров кислоты и конденсации их в объеме, т.е. не происходил процесс туманообразования, а во-вторых, в свою очередь, в третьей камере не было пересыщения паров кислоты. Эту задачу решает поток топочных газов во вторую камеру, барботирующих через кислоту и обеспечивающий необходимую температуру и концентрацию кислоты во второй камере. Пройдя вторую камеру концентратора, газы поступают в третью, в которой они также барботируют через кислоту, и дополнительно насыщаются парами воды. Топочные газы, подаваемые в третью камеру , обеспечивают температуру и концентрацию кислоты, при которых не происходит пересыщения паров кислоты в газах из второй камеры после барботирования и количество паров кислоты на выходе из концентратора сопоставимо с выхлопом после электрофильтра.
Предлагаемый 4-х стадийный способ осуществляется следующим образом.
Слабая серная кислота поступает в четвертую (по ходу газа) камеру и по внутренним каналам в перегородках постепенно перетекает в третью, вторую и далее в первую камеру, в то время как газы по коленам, вмонтированным в перегородки, и барботируя через кислоту, переходят противотоком с кислотой из первой камеры во вторую, третью и затем в четвертую. По мере перетекания из камеры в камеру при контакте с газами кислота постепенно нагревается, давление пара над ней повышается, вода испаряется, и массовая доля кислоты повышается до требуемой в первой камере.
Полученная серная кислота из первой камеры поступает в холодильник, где она охлаждается и далее подается в хранилище.
Топочные газы, получаемые сжиганием природного газа, по газоходам (барботажным трубам) одновременно поступают во все камеры концентратора.
Топочные газы, поступающие в первую камеру концентратора, барботируют через кислоту, происходит эффективный теплообмен между газом и кислотой, одновременно газы насыщаются парами воды и кислоты, а концентрация кислоты увеличивается.
Температура в первой камере поддерживается исходя из величины концентрации продукционной кислоты. Давление насыщенного пара H2SО4 во второй камере поддерживается таким, чтобы, во-первых, при охлаждении газов и паров кислоты из первой камеры после барботирования через кислоту второй камеры не достигалось их пересыщения и конденсации в объеме, т.е. не происходил процесс туманообразования, а во-вторых, в свою очередь, в третьей камере не было пересыщения паров кислоты. Эту задачу решает поток топочных газов во вторую камеру, барботирующих через кислоту и обеспечивающий необходимую температуру и концентрацию кислоты во второй камере.
В третьей камере все потоки организованы аналогично второй камере и процессы проходят таким же образом.
Пройдя третью камеру концентратора, газы поступают в четвертую, в которой они также барботируют через кислоту, и дополнительно насыщаются парами воды. Топочные газы, подаваемые в четвертую камеру, обеспечивают температуру и концентрацию кислоты, при которых не происходит пересыщения паров кислоты в газах из третьей камеры после барботирования и количество паров кислоты на выходе из концентратора сопоставимо с выхлопом после электрофильтра.
Примеры конкретного применения предлагаемого способа.
В концентратор, работающий в режиме противотока, разделенный на 3 камеры, поступает серная кислота в количестве 12,3 т/час при 120°С, содержащая 67 %, которую необходимо концентрировать до 91% при наличии газа-теплоносителя от одного источника, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 221°С, в третьей – необходимым содержанием паров кислоты на выходе из концентратора
Интервал допустимых температур кислоты второй камеры для таких условий находится между минимумом температуры 2-й камеры для концентрации продукционной кислоты 91 % Т2 min = 196 °С и максимумом, который находим по формуле:
Т2 max = Т2 min + (Т3 — Т3 min) * k = 196 + (172-170) *1,25 =198,5 (°С),
Т2 min = 196 (°С) – min температуры 2 камеры для концентрации 91 %,
Т3 min = 170 (°С) – min температуры 3 камеры для концентрации 91 %,
k = 1,25 — коэффициент (тангенс угла α).
Таким образом, температура кислоты во второй камере должна быть в интервале 196 – 198,5 °С.
Для точки N температура 2 камеры Т2 = 197 °С, температура 3 камеры Т3 =172 °С.
Содержание паров кислоты для такого температурного режима составляет 10,2 кг/час.
В результате получается серная кислота с концентрацией 91 %. Процесс концентрирования кислоты проходит без образования тумана.
В концентратор, работающий в режиме противотока, разделенный на 3 камеры, поступает серная кислота в количестве 12,3 т/час при 120 °С, содержащая 67 %, которую необходимо концентрировать до 91 % при наличии газа-теплоносителя от одного источника, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 221°С, в третьей — Т3 =176 °С.
Интервал допустимых температур кислоты второй камеры для таких условий находим по формуле:
Т2 max = Т2 min + (Т3 — Т3 min) * k = 196 + (176-170) *1,25 =203,5 (°С),
Т2 min = 196 (°С) – min температуры 2 камеры для концентрации 91 %,
Т3 min = 170 (°С) – min температуры 3 камеры для концентрации 91 %,
k = 1,25 — коэффициент (тангенс угла α).
Таким образом, температура кислоты во второй камере должна быть в интервале 196 – 203,5 °С.
Для точки Р температура 2 камеры Т2 = 202 °С, температура 3 камеры Т3 =176 °С.
Содержание паров кислоты для такого температурного режима составляет 14,7 кг/час.
В результате получается серная кислота с концентрацией 91 %. Процесс концентрирования кислоты проходит без образования тумана.
Принимаем концентрацию продукционной кислоты 92 % при аналогичных параметрах Примера 2 (точка Р, см. Фиг. 2).
В концентратор, работающий в режиме противотока, разделенный на 3 камеры, поступает серная кислота в количестве 12,3 т/час при 120 °С, содержащая 67 %, которую необходимо концентрировать до 92 % при наличии газа-теплоносителя от разных источников, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 227 °С, в третьей — Т3 =176 °С.
Интервал допустимых температур кислоты второй камеры для таких условий находим по формуле:
Т2 max = Т2 min + (Т3 — Т3 min) * k = 201 + (176-174) *1,25 =203,5 (°С),
Т2 min = 201 (°С) – min температуры 2 камеры для концентрации 92 %,
Т3 min = 174 (°С) – min температуры 3 камеры для концентрации 92 %,
k = 1,25 — коэффициент (тангенс угла α).
Таким образом, температура кислоты во второй камере должна быть в интервале 196 – 203,5 °С.
Для точки Р температура 2 камеры Т2 = 202 °С, температура 3 камеры Т3 =176 °С.
Содержание паров кислоты для такого температурного режима составляет 15 кг/час.
В результате получается серная кислота с концентрацией 92 %. Процесс концентрирования кислоты проходит без образования тумана.
В концентратор, работающий в режиме противотока, разделенный на 3 камеры, поступает серная кислота в количестве 12,3 т/час при 120 °С, содержащая 67 %, которую необходимо концентрировать до 91 % при наличии газа-теплоносителя от разных источников тепла, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 221 °С, в третьей — Т3 =172 °С.
Интервал допустимых температур кислоты второй камеры для таких условий находим по формуле:
Т2 max = Т2 min + (Т3 — Т3 min) * k = 196 + (172-170) *1,25 =198,5 (°С),
Т2 min = 196 (°С) – min температуры 2 камеры для концентрации 91 %,
Т3 min = 170 (°С) – min температуры 3 камеры для концентрации 91 %,
k = 1,25 — коэффициент (тангенс угла α).
Таким образом, температура кислоты во второй камере должна быть в интервале 196 – 198,5 °С.
Для точки S температура 2 камеры Т2 = 198 °С, температура 3 камеры Т3 =172 °С.
Содержание паров кислоты для такого температурного режима составляет 10,2 кг/час.
В результате получается серная кислота с концентрацией 91 %. Процесс концентрирования кислоты проходит без образования тумана.
В концентратор, работающий в режиме противотока, разделенный на 3 камеры, поступает серная кислота в количестве 12,3 т/час при 120°С, содержащая 67 %, которую необходимо концентрировать до 91 % при наличии газа-теплоносителя от одного источника тепла, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 221 °С, в третьей — Т3 =176 °С.
Интервал допустимых температур кислоты второй камеры для таких условий находим по формуле:
Т2 max = Т2 min + (Т3 — Т3 min) * k = 196 + (176-170) *1,25 =203,5 (°С),
Т2 min = 196 (°С) – min температуры 2 камеры для концентрации 91 %,
Т3 min = 170 (°С) – min температуры 3 камеры для концентрации 91 %,
k = 1,25 — коэффициент (тангенс угла α).
Таким образом, температура кислоты во второй камере должна быть в интервале 196 – 203,5 °С.
Для точки T температура 2 камеры Т2 = 200 °С, температура 3 камеры Т3 =176 °С.
Содержание паров кислоты для такого температурного режима составляет 14,4 кг/час.
В результате получается серная кислота с концентрацией 91 %. Процесс концентрирования кислоты проходит без образования тумана.
В концентратор, работающий в режиме противотока, разделенный на 3 камеры, поступает серная кислота в количестве 12,3 т/час при 120 °С, содержащая 67 %, которую необходимо концентрировать до 91 % при наличии газа-теплоносителя от разных источников, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 221 °С, в третьей — Т3 =176 °С.
Интервал допустимых температур кислоты второй камеры для таких условий находим по формуле:
Т2 max = Т2 min + (Т3 — Т3 min) * k = 196 + (176-170) *1,25 =203,5 (°С),
Т2 min = 196 (°С) – min температуры 2 камеры для концентрации 91 %,
Т3 min = 170 (°С) – min температуры 3 камеры для концентрации 91 %,
k = 1,25 — коэффициент (тангенс угла α).
Таким образом, температура кислоты во второй камере должна быть в интервале 196 – 203,5 °С.
Для точки W температура 2 камеры Т2 = 203 °С, температура 3 камеры Т3 =176 °С.
Содержание паров кислоты для такого температурного режима составляет14,8 кг/час.
В результате получается серная кислота с концентрацией 91 %. Процесс концентрирования кислоты проходит без образования тумана.
Принимаем концентрацию продукционной кислоты 92 % при аналогичных параметрах Примера 2 (точка W см. Фиг.2).
В концентратор, работающий в режиме противотока, разделенный на 3 камеры, поступает серная кислота в количестве 12,3 т/час при 120 °С, содержащая 67 %, которую необходимо концентрировать до 92 % при наличии газа-теплоносителя, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 227 °С, в третьей — Т3 =176 °С.
Интервал допустимых температур кислоты второй камеры для таких условий находим по формуле:
Т2 max = Т2 min + (Т3 — Т3 min) * k = 201 + (176-174) *1,25 =203,5 (0 °С),
Т2 min = 201 (°С) – min температуры 2 камеры для концентрации 92 %,
Т3 min = 174 (°С) – min температуры 3 камеры для концентрации 92 %,
k = 1,25 — коэффициент (тангенс угла α).
Таким образом, температура кислоты во второй камере должна быть в интервале 196 – 203,5 °С.
Для точки W температура 2 камеры Т2 = 203 °С, температура 3 камеры Т3 =176 °С.
Содержание паров кислоты для такого температурного режима составляет 15 кг/час.
В результате получается серная кислота с концентрацией 92 %. Процесс концентрирования кислоты проходит без образования тумана.
В концентратор, работающий в режиме противотока, разделенный на 4 камеры, поступает серная кислота в количестве 12,3 т/час при 120 °С, содержащая 67 %, которую необходимо концентрировать до 92 % при наличии газа-теплоносителя от одного источника, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 227 °С, в четвертой – необходимым содержанием паров кислоты и тумана на выходе из концентратора, например, Т4 =169 °С.
Вторая и третья камеры выполняют ту же роль, что и вторая камера трехкамерного концентратора – обеспечивают охлаждение газов без образования тумана, но т.к. температура кислоты в них может изменяться в интервалах значений, то появляется много возможных комбинаций.
Принимаем Т2 = 208 °С. Температуру кислоты третьей камеры для таких условий находим по формуле (при Т2= 204 – 216 °С):
Т3 max = Т3 min + k * (Т4– Т4 min) = 187 + 1,25 * (169 – 165) = 192 (°С),
Т3 min – 187 (°С) – min температуры 3 камеры,
Т4 min – 165 (°С) – min температуры 4 камеры,
k = 1, 25 – коэффициент (тангенс угла α).
Сдвиг Т3 min определяем по формуле:
Δ Т3 min = (Т2– Т2 min) * tg β= (208 — 206)*0,33 = 0,66
Т2 min – 206 (°С) – min температуры 2 камеры для кислоты 92 %,
и нижняя граница Т3 = Т3 min + Δ Т3 min=187+0,66=187,66.
Таким образом, температура кислоты в третьей камере должна быть в интервале 187,66°С – 192 °С.
Принимаем температуру 3 камеры равной 189 °С.
Содержание паров кислоты для такого температурного режима составляет 8,1 кг/час.
В результате получается серная кислота с концентрацией 92 %. Процесс концентрирования кислоты проходит без образования тумана.
В концентратор, работающий в режиме противотока, разделенный на 4 камеры, поступает серная кислота в количестве 12,3 т/час при 120 °С,содержащая 67 %, которую необходимо концентрировать до 93 % при наличии газа-теплоносителя, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 232 °С, в четвертой – необходимым содержанием паров кислоты и тумана на выходе из концентратора, например, Т4 =169 °С.
Вторая и третья камеры выполняют ту же роль, что и вторая камера трех-камерного концентратора – обеспечивают охлаждение газов без образования тумана, но т.к. температура кислоты в них может изменяться в интервалах значений, то появляется много возможных комбинаций.
Принимаем Т2 = 212 °С. Температуру кислоты третьей камеры для таких условий находим по формуле (при Т2= 204 – 216 °С):
Т3 max = Т3 min + k * (Т4– Т4 min) = 189 + 1,25 * (169 – 167) = 191,5 (°С),
Т3 min – 189 (°C) – min температуры 3 камеры для кислоты 93 %,
Т4 min – 167 (°C) – min температуры 4 камеры для кислоты 93 %,
k = 1, 25 – коэффициент (тангенс угла α).
Сдвиг Т3 min определяем по формуле:
Δ Т3 min = (Т2– Т2 min) * tg β= (212 — 212)*0,33 = 0
Т2 min – 212 (°С) – min температуры 2 камеры для кислоты 93 %,
и нижняя граница Т3 = Т3 min + Δ Т3 min=189+0=189.
Таким образом, температура кислоты в третьей камере должна быть в интервале 189 – 191,5 °С.
Принимаем температуру 3 камеры равной 189 °С.
Содержание паров кислоты для такого температурного режима составляет 8,5 кг/час.
В результате получается серная кислота с концентрацией 93 %. Процесс концентрирования кислоты проходит без образования тумана.
В концентратор, работающий в режиме противотока, разделенный на 4 камеры, поступает серная кислота в количестве 12,3 т/час при 120 °С, содержащая 67 %, которую необходимо концентрировать до 91 % при наличии газа-теплоносителя, имеющего температуру 850 °С.
Температура кислоты в первой по ходу газа камере определяется величиной концентрации продукционной кислоты – 221°С, в четвертой – необходимым содержанием паров кислоты и тумана на выходе из концентратора, например, Т4 =169 °С.
Вторая и третья камеры выполняют ту же роль, что и вторая камера трех-камерного концентратора – обеспечивают охлаждение газов без образования тумана, но т.к. температура кислоты в них может изменяться в интервалах значений, то появляется много возможных комбинаций.
Принимаем Т2 = 208 °С.
Температуру кислоты третьей камеры для таких условий находим по
формуле (при Т2= 204 – 216 °С):
Т3 max = Т3 min + k * (Т4– Т4 min) = 185 + 1,25 * (169 – 163) = 192,5 (°С),
Т3 min – 185 (°С) – min температуры 3 камеры,
Т4 min – 163 (°С) – min температуры 4 камеры,
k = 1, 25 – коэффициент (тангенс угла α).
Сдвиг Т3 min определяем по формуле
Δ Т3 min = (Т2– Т2 min) * tg β= (208 — 204)*0,33 = 1,32
Т2 min – 204 (°С) – min температуры 2 камеры для кислоты 91 %,
и нижняя граница Т3 = Т3 min + Δ Т3 min=185+1,32=186,32 °С.
Таким образом, температура кислоты в третьей камере должна быть в интервале 186,32 °С – 192,5 °С.
Принимаем температуру 3 камеры равной 189 °С.
Содержание паров кислоты для такого температурного режима составляет 7,9 кг/час.
В результате получается серная кислота с концентрацией 91 %. Процесс концентрирования кислоты проходит без образования тумана.
Представленные примеры предназначены для иллюстрации и не ограничивают объем изобретения, который определяется объемом прилагаемой формулы изобретения.
Предлагаемый способ является эффективным, позволяет снизить количество паров кислоты до величин, сопоставимых с выходом после электрофильтра, и обеспечить практически полного отсутствия тумана серной кислоты в отходящих газах.
Способ концентрирования серной кислоты в несколько стадий, включающий непосредственный контакт кислоты с газом-теплоносителем в режиме противотока с раздельной подачей газа-теплоносителя на каждую стадию, отличающийся тем, что с целью предотвращения образования сернокислотного тумана в отходящих газах концентрирование серной кислоты проводят в три стадии при температуре кислоты по стадиям в следующих пределах:
Т стадии 1 — 218-227 °С
Т стадии 2 — 193-207 °С
Т стадии 3 — 168-180 °С,
причем рост максимальной температуры 2-й стадии прямо пропорционален росту температуры 3-й стадии и коэффициент пропорциональности k = 1,25, а газ-теплоноситель поступает от одного или нескольких источников тепла.
Источник



