
- 5. Методы оценки технического состояния оборудования
- 5.1. Общее понятие об оценке технического состояния оборудования
- В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- 5.2. Методы оценки технического состояния оборудования
- 5.3. Порядок и особенности проведения визуального осмотра оборудования
- Способы контроля текущего состояния системы
- Введение
- 1 Область применения
- 2 Нормативные ссылки
- 3 Термины и определения
- 4 Исходные данные для прогнозирования
- 5 Понятия, связанные с прогнозированием
5. Методы оценки технического состояния оборудования
материал предоставил СИДОРОВ Александр Владимирович
5.1. Общее понятие об оценке технического состояния оборудования
Техническое состояние – состояние оборудования, которое характеризуется в определенный момент времени при определённых условиях внешней среды значениями параметров, установленных регламентирующей документацией [1].
Контроль технического состояния – проверка соответствия значений параметров оборудования требованиям, установленным документацией, и определение на этой основе одного из заданных видов ТС в данный момент времени.
В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- хорошее – ТОиР не требуются;
- удовлетворительное – ТОиР осуществляются в соответствии с планом;
- плохое – проводятся внеочередные работы по ТОиР;
- аварийное – требуется немедленная остановка и ремонт.
С целью установления фактического ТС оборудования, выявления дефектов, неисправностей, других отклонений, которые могут привести к отказам, а также для планирования проведения и уточнения сроков и объёмов работ по ТОиР проводятся технические обследования (осмотры, освидетельствования, диагностирование). Технические обследования оборудования, эксплуатация которого регламентируется нормативными актами, проводится в порядке, установленном соответствующими нормативными актами.
Технический осмотр – мероприятие, выполняемое с целью наблюдения за ТС оборудования.
Техническое освидетельствование – наружный и внутренний осмотр оборудования, испытания, проводимые в срок и в объёмах, в соответствии с требованиями документации, в том числе нормативных актов, с целью определения его ТС и возможности дальнейшей эксплуатации.
Техническое диагностирование – комплекс операций или операция по установлению наличия дефектов и неисправностей оборудования, а также по определению причин их появления.
5.2. Методы оценки технического состояния оборудования
Различают субъективные и объективные методы оценки ТС оборудования.
Под субъективными (органолептическими) методами подразумеваются такие методы оценки ТС оборудования, при которых для сбора информации используются органы чувств человека, а также простейшие устройства и приспособления, предназначенные для увеличения чувствительности в рамках диапазонов, свойственных органам чувств человека. При этом для анализа собранной информации используется аналитико-мыслительный аппарат человека, базирующийся на полученных знаниях и имеющемся опыте. К субъективным методам оценки ТС относят визуальный осмотр, контроль температуры, анализ шумов и другие методы.
Под объективными (приборными) методами подразумеваются такие методы оценки ТС, при которых для сбора и анализа информации используются специализированные устройства и приборы, электронно-вычислительная техника, а также соответствующее программное и норма-тивное обеспечение. К объективным методам оценки ТС относятся вибрационная диагностика, методы неразрушающего контроля (магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, ультразвуковой, контроль проникающими веществами) и другие.
5.3. Порядок и особенности проведения визуального осмотра оборудования
Порядок проведения осмотров оборудования основывается на последовательном обследовании его элементов по кинематической цепи их нагружения, начиная от привода до исполнительного элемента. Для этого необходимо знать конструкцию оборудования, состав и взаимодействие его элементов.
Вначале проводится общий осмотр оборудования и окружающих его объектов. При общем осмотре изучается картина состояния оборудования. Общий осмотр может носить самостоятельный характер и применяется при периодических осмотрах оборудования технологическим персоналом.
Под детальным понимается тщательный осмотр конкретных элементов оборудования. Детальный осмотр в зависимости от требований соответствующих нормативных и методических документов, проводится в определённом объёме и порядке. Во всех случаях детальному осмотру должен предшествовать общий осмотр.
Общий и детальный осмотр могут проводиться при статическом и динамическом режиме оборудования. При статическом режиме элементы оборудования осматриваются в неподвижном состоянии. Осмотр оборудования при динамическом режиме проводится на рабочей нагрузке, холостом ходу и при тестовых нагружениях (испытаниях).
Осмотр оборудования при включении или остановке механизма ориентируется в основном на контроль качества затяжки резьбовых соединений, отсутствие трещин корпусных деталей, целостность соединительных элементов. В рабочем режиме дополнительно проверяются биения валов, муфт, утечки смазочного материала, отсутствие контакта подвижных и неподвижных деталей.
При осмотре могут быть применены три основных способа: концентрический, эксцентрический, фронтальный. При концентрическом способе (рисунок 5.1) осмотр ведётся по спирали от периферии элемента к его центру, под которым обычно понимается средняя условно выбранная точка. При эксцентрическом способе (рисунок 5.2) осмотр ведётся от центра элемента к его периферии (по развёртывающейся спирали). При фронтальном способе (рисунок 5.3) осмотр ведётся в виде линейного перемещения взгляда по площади элемента от одной его границы к другой.
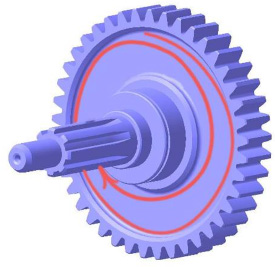
Рисунок 5.1 – Концентрический способ осмотра детали

Рисунок 5.2 – Эксцентрический способ осмотра детали
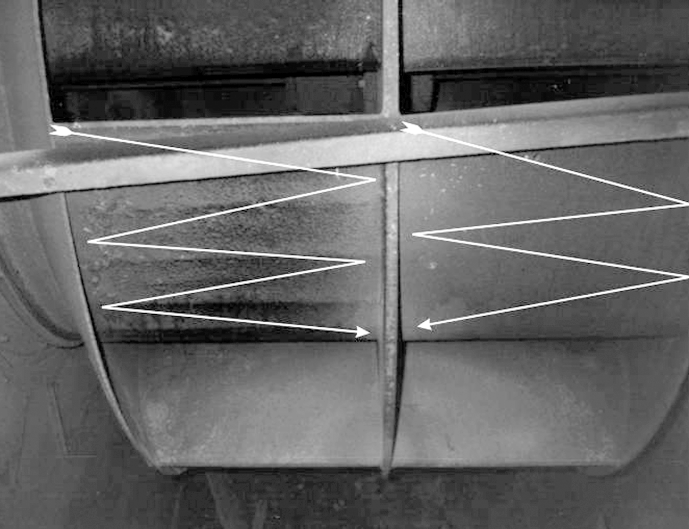
Рисунок 5.3 – Фронтальный способ осмотра детали
При выборе способа осмотра учитываются конкретные обстоятельства. Так, осмотр помещения, где установлено оборудование, рекомендуется проводить от входа концентрическим способом. Осмотр элементов круглой формы целесообразно вести от центра к периферии (эксцентрическим способом). Фронтальный осмотр лучше применять, когда осматриваемая площадь обширна и её можно разделить на полосы.
Под идентификацией дефектов и повреждений подразумевается отнесение неисправностей к определённому классу или виду (усталость, износ, деформация, фреттинг-коррозия и т.п.). Идентифицируя дефект или повреждение, зная его природу, специалист в дальнейшем может определить причины появления неисправности и степень её влияния на ТС оборудования. Идентификация выявленных дефектов и повреждений осуществляется путём сравнения их характерных признаков с известными образцами или описаниями, которые для удобства пользования могут собираться и систематизироваться в иллюстрированных каталогах (таблица 5.1).
Таблица 5.1 – Пример каталога (базы данных) описаний неисправностей, дефектов и повреждений
| Внешний вид повреждения | Описание повреждения | Причины возникновения |
|---|---|---|
 | Осповидное выкрашивание ролика подшипника |
|
 | Угловое смещение пятна контакта зубчатой передачи |
|
 | Хрупкое разрушение металла втулки зубчатой муфты |
|
Завершающая стадия заключается в дополнительном осмотре элементов оборудования для уточнения ранее полученных результатов и их регистрации в отчётных формах.
Регистрационные формы – это определённый порядок записи результатов опроса, собственно осмотра и дополняющие их графические изображения деталей и объекта в целом: рисунки, эскизы, чертежи, фотоснимки и т.п. На графических изображениях должны обозначаться точка начала осмотра и его направление, места расположения обнаруженных дефектов и повреждений.
Формализация результатов проведения осмотра осуществляется протоколом осмотра. В протоколе осмотра отражается то, что специалист имел возможным обнаружить при осмотре, в том виде, в котором обнаруженное наблюдалось. Выводы, заключения, предположения специалиста о причинах возникновения дефектов и повреждений остаются за рамками протокола и обычно оформляются отдельным актом или отчётом. Не заносятся в протокол и сообщения лиц о ранее обнаруженных отклонениях, а также произошедших до прибытия специалиста изменениях обстановки. Такие сообщения оформляются самостоятельными протоколами.
К составлению протокола осмотра надо подходить с учётом того, что он может выступать в качестве самостоятельного документа. В этих целях протокол составляется краткими фразами, дающими точное и ясное описание осматриваемых объектов. В протоколе употребляются общепринятые выражения и термины, одинаковые объекты обозначаются одним и тем же термином на протяжении всего протокола. Описание каждого объекта осмотра идёт от общего к частному (вначале даётся общая характеристика осматриваемого оборудования, его расположение на месте осмотра, а затем описывается состояние и частные признаки). Полнота описания объекта определяется предполагаемой значимостью и возможностью сохранения данных. Фиксируются все имеющиеся признаки дефектов и особенно те, которые могут быть со временем утрачены. Каждый последующий объект описывается после полного завершения описания предыдущего. Объекты, связанные между собой, описываются последовательно с тем, чтобы дать более точное представление об их взаимосвязи. Количественные величины указываются в общепринятых метрологических величинах. Не допускается употребление не-определённых величин («вблизи», «в стороне», «около», «рядом», «почти», «недалеко» и пр.). В протоколе отмечается факт обнаружения каждого из следов и предметов, в отношении каждого объекта указывается, что было с ним сделано, какие средства, приёмы, способы были применены. При описании оборудования и отдельных его элементов в протоколе приводятся ссылки на планы, схемы, чертежи, эскизы и фотографии. Каждый осматриваемый элемент оборудования должен иметь отдельную запись о результатах его осмотра. Выводы протокола должны содержать информацию о наличии и характере дефектов, а при невозможности его установления – о необходимости последующего проведения идентификации. [3]
Источник
Способы контроля текущего состояния системы
ГОСТ Р ИСО 13381-1-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Контроль состояния и диагностика машин
ПРОГНОЗИРОВАНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
Condition monitoring and diagnostics of machines. Machine condition prognosis. Part 1. General guidelines
Дата введения 2012-12-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией «Научно-исследовательский центр контроля и диагностики технических систем» (АНО «НИЦ КД») на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 183 «Вибрация, удар и контроль технического состояния»
4 Настоящий стандарт идентичен международному стандарту ИСО 13381-1:2004* «Контроль состояния и диагностика машин. Прогнозирование. Часть 1. Общее руководство» (ISO 13381-1:2004 «Condition monitoring and diagnostics of machines — Prognostics — Part 1: General guidelines»).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Полный цикл контроля состояния машины включает в себя пять этапов:
— обнаружение отклонения в поведении машины;
— выявление неисправностей и их причин;
— прогнозирование развития неисправностей;
— принятие рекомендаций по корректирующим действиям;
— анализ состояния после останова машины.
Очевидно, что прогнозирование технического состояния машины (требующее предсказания, в какой степени работоспособность машины сохранится в будущем), основанное на статистическом подходе, не предполагает безошибочных решений. Поэтому стандартизация в этой области носит характер рекомендаций и концепций, а не строго предписанных действий.
Для прогнозирования развития неисправности требуется знание возможных видов отказов, которые могут случиться в данной машине, и доскональное понимание связей между рабочими состояниями машины и видами отказов. Поэтому прежде чем выполнять операции экстраполирования и прогнозирования, необходимо собрать данные об имевших место режимах работы машины, изменениях эксплуатационных параметров и параметров технического состояния.
В настоящее время появляется все большее число моделей, описывающих зарождение неисправности того или иного вида. Используемые системы мониторинга должны предусматривать включение в свой состав и тех моделей, что уже разработаны, и тех, что появятся в будущем.
С развитием компьютерной техники, позволяющей проводить анализ большого объема данных, возможность надежного предсказания начала развития неисправности, приводящей к отказу данного вида, становится вполне реальной при условии, что известны критерии зарождающейся неисправности для параметров, характеризующих отказ данного вида, а также связь изменения значений этих параметров с изменениями технического состояния машины.
1 Область применения
Настоящий стандарт устанавливает руководство по разработке процедур прогнозирования технического состояния машин с целью:
— сформировать среди пользователей и разработчиков систем мониторинга технического состояния машин единые представления о прогнозировании развития неисправностей;
— обеспечить возможность сбора пользователями необходимых данных о характеристиках и поведении машин в целях точного прогнозирования технического состояния;
— установить общие подходы к составлению прогнозов технического состояния;
— способствовать применению прогнозирования в разрабатываемых системах мониторинга технического состояния машин и включению вопросов прогнозирования в программы обучения персонала.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
* Таблицу соответствия национальных стандартов международным см. по ссылке. — Примечание изготовителя базы данных.
ИСО 13372 Контроль состояния и диагностика машин. Словарь (ISO 13372, Condition monitoring and diagnostics of machines — Vocabulary)
ИСО 17359 Контроль состояния и диагностика машин. Общее руководство (ISO 17359, Condition monitoring and diagnostics of machines — General guidelines)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 13372, а также следующие термины с соответствующими определениями.
3.1 прогнозирование (prognosis): Оценивание риска наступления отказов одного или нескольких видов и времени до их наступления.
3.2 доверительный уровень (confidence level): Количественный показатель степени правильности диагноза или прогноза.
Примечание 1 — Данную величину выражают в процентах.
Примечание 2 — Данная величина отражает суммарное влияние источников неопределенности на степень уверенности в точности диагноза или прогноза. Она может быть рассчитана по определенному алгоритму или представлять собой выходное значение автоматизированной системы диагностирования (например, нейронной сети).
3.3 основная причина (отказа) (root cause): Совокупность условий, приводящих к цепи событий, результатом которых является отказ данного вида.
3.4 анализ видов и последствий отказов (FMEA) [failure modes effects analysis (FMEA)]: Исследование, проводимое на стадии проектирования и разработки машины, для определения возможных последовательностей событий, результатом которых является отказ данного вида, а также оценки влияния такого отказа на машину.
Примечание — Метод FMEA описан в [6].
3.5 анализ видов, последствий и критичности отказов (FMECA) [failure modes effects criticality analysis (FMECA)]: Метод, основанный на FMEA и дополняющий его анализом экономических аспектов и вопросов безопасности в целях принятия решений по техническому обслуживанию.
Примечание — Метод FMECA описан в [5].
3.6 анализ признаков видов отказов (FMSA) [failure modes symptoms analysis (FMSA)]: Метод, основанный на FMECA и дополняющий его выбором диагностических признаков для отказов каждого вида, методами определения вида отказа и контроля состояния в целях формирования оптимальной стратегии мониторинга
Примечание — Метод FMSA описан в [3].
3.7 оценка времени до отказа [estimated time to failure (ETTF)]: Оценка периода времени от текущего момента до момента, когда в наблюдаемой машине ожидается наступление отказа.
4 Исходные данные для прогнозирования
Общее понятие о контроле состояния машин дано в ИСО 17359. В настоящем стандарте устанавливаются основные принципы прогнозирования технического состояния и необходимые исходные данные для этой процедуры, в число которых входят следующие:
a) перечень агрегатов, машин и узлов, подлежащих контролю;
b) все контролируемые параметры;
c) записи эксплуатационных параметров, данных технического обслуживания и записи об имевших место отказах;
d) условия работы и технического обслуживания контролируемых объектов;
e) первоначальный диагноз, включая идентификацию всех развивающихся неисправностей;
f) процедуры моделирования отказов, которые могут включать в себя статистические характеристики, влияющие факторы, критерии зарождения неисправностей и точки отказов для всех контролируемых параметров;
g) методы обработки кривых (подгонка, проектирование, наложение);
h) уровни предупреждения;
i) уровни останова;
j) результаты расследований отказов;
k) параметры надежности, готовности, ремонтопригодности и безопасности;
I) данные о зарождающихся неисправностях;
m) данные о прогрессирующих неисправностях.
Целями сбора данных о характеристиках надежности, связанных с текущим техническим состоянием и показателями работы машины, являются:
— установление показателей фактической надежности, составление прогноза их изменения, сопоставление с эксплуатационными данными и моделями развития неисправностей и, в конечном итоге, уточнение прогноза технического состояния;
— улучшение показателей надежности данной машины и проектируемых машин.
Целями сбора данных о текущих эксплуатационных нагрузках и нагрузках, действовавших на период эксплуатации машины, являются:
— установление связи между показателями фактической надежности и работой, произведенной машиной, для сопоставления моделей зарождения и развития неисправностей с эксплуатационными данными;
— уточнение моделей оценки повреждений для данной машины и проектируемых машин;
— расширение области применений моделей оценивания повреждений.
Целями сбора данных о производственных потерях, потерях из-за вторичных отказов, затратах на мониторинг машин, техническое обслуживание и в связи с необходимостью резервирования машин и их узлов являются:
— установление соотношения между затратами и получаемой выгодой для разных вариантов технического обслуживания;
— повышение качества решений, принимаемых в связи с техническим обслуживанием машин;
— сокращение затрат, связанных с функционированием и техническим обслуживанием данной машины и проектируемых машин;
— оптимальная организация и управление (на основе совместного анализа данных о затратах, данных мониторинга, данных об эксплуатационных параметрах и нагрузках машины) операциями технического обслуживания (по состоянию, планово-предупредительного, для устранения неисправностей), обслуживающим персоналом, хранением запасных узлов и т.д.
5 Понятия, связанные с прогнозированием
5.1 Основные понятия
Прогнозирование, смысл которого интуитивно понятен из опыта, представляет собой оценивание времени до отказа и риска отказа вследствие имеющихся повреждений или повреждений, ожидаемых в будущем. Прогнозирование обычно эффективно для таких неисправностей, у которых описывающие их характеристики известным образом изменяются со временем (лучше всего по линейному закону). Труднее всего прогнозировать случайные отказы.
Источник



