
- Методы определения оптимальной периодичности технического обслуживания транспортно-технологических машин
- Способы контроля периодичности то
- Предисловие
- 1. Область применения
- 2 Нормативные ссылки
- 3 Термины и определения
- 4 Общие положения
- 5 Порядок проведения работ по контролю технологических процессов изготовления материалов и полуфабрикатов
Методы определения оптимальной периодичности технического обслуживания транспортно-технологических машин
Периодичность ТО – это нормативная наработка между двумя последовательно проводимыми однородными работами ТО. Применяются два основных метода проведения технического обслуживания. При первом после достижении определенной наработки изделие восстанавливается до требуемого технического состояния. При втором сначала производится контроль ТСА, затем принимается решение о проведении предупредительных технических воздействий.
Методы определения периодичности ТО подразделяются на:
– простейшие (метод аналогии по прототипу);
– аналитические, основанные на результатах наблюдений и закономерностях ТЭА;
– имитационные, основанные на моделировании случайных процессов.
Рассмотрим наиболее распространенные методы.
Метод определения периодичности ТО по допустимому уровню безотказности основан на выборе такой периодичности, при которой вероятность отказаFэлемента не превышает заранее заданной величины, называемой риском. Вероятность безотказной работы
 то есть
то есть ,(11.2)
,(11.2)
Rд– допустимая вероятность безотказной работы;
Для агрегатов и механизмов, обеспечивающих безопасность движения, Rд= 0,9 . 0,98, для прочих узлов и агрегатовRд= 0,85 . 0,90.
Определенная таким методом периодичность значительно меньше средней наработки на отказ и связана с ней следующим образом:
 (11.3)
(11.3)
где –коэффициент рациональной периодичности, учитывающий величину и характер вариации наработки на отказ, а также принятую допустимую вероятность безотказной работы (табл. 11.2).
Влияние допустимой вероятности безотказной работы и коэффициента
вариации ресурса на коэффициент рациональной периодичности
(нормальный закон распределения)
Коэффициент рациональной периодичности при различных
значениях коэффициента вариации ресурса
Чем меньше вариация случайной величины, тем большая периодичность ТО при прочих равных условиях должна быть назначена. Более жесткие требования к безотказности снижают рациональную периодичность ТО. При определении периодичности контроля и восстановления предварительной затяжки крепежных соединений = 0,4 . 0,6.
Метод определения по допустимому значению и закономерности изменения параметра технического состояния. Изменение определенного параметра технического состояния у группы автомобилей происходит по-разному (рис. 11.1, кривые 1 . 3, 5 . 7). В среднем для этой группы тенденция изменения параметра характеризуется кривой 4.
По ней, а также допустимому значению параметра YДможно определить среднюю наработку , когда в среднем вся совокупность изделий достигает допустимого значения параметра технического состояния. Этой средней наработке соответствует средняя интенсивность изменения параметра
, когда в среднем вся совокупность изделий достигает допустимого значения параметра технического состояния. Этой средней наработке соответствует средняя интенсивность изменения параметра . При этом те изделия, у которых интенсивность изменения параметра технического состояния оказалась выше средней (1, 2, 3), т.е.
. При этом те изделия, у которых интенсивность изменения параметра технического состояния оказалась выше средней (1, 2, 3), т.е. , достигают предельного состояния значительно раньше при наработкахL1, L2, L3, меньших
, достигают предельного состояния значительно раньше при наработкахL1, L2, L3, меньших . Следовательно, для этих изделий при назначенной периодичности
. Следовательно, для этих изделий при назначенной периодичности с вероятностьюF40,5 будет зафиксирован отказ.
с вероятностьюF40,5 будет зафиксирован отказ.
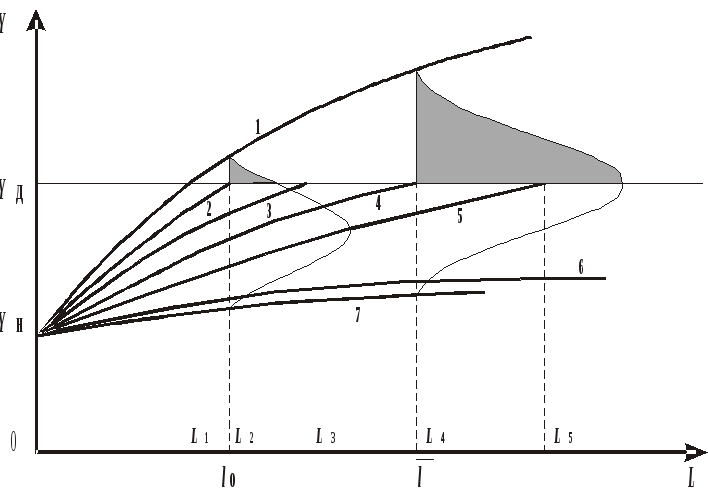
Рис. 11.1. К определению периодичности ТО по допустимому значению и закономерности изменения параметра технического состояния
Описанная система обслуживания нерациональна, поэтому назначают такую периодичность  , при которой вероятность отказа не будет превышать заданной величины рискаF, напримерF = F2. Этот случай соответствует максимально допустимой интенсивности изменения параметра технического состояния, которая существенно выше средней, т.е.
, при которой вероятность отказа не будет превышать заданной величины рискаF, напримерF = F2. Этот случай соответствует максимально допустимой интенсивности изменения параметра технического состояния, которая существенно выше средней, т.е.
 (11.4)
(11.4)
где – коэффициент максимальной интенсивности изменения параметра технического состояния.
При этом должно соблюдаться условие
 . (11.5)
. (11.5)
На коэффициент влияют степень риска, вариацияVи вид закона распределения случайной величины.
Для нормального закона распределения

 (11.6)
(11.6)
где tд– нормированное отклонение, соответствующее определенному уровню доверительной вероятности.
Чем больше V, тем большеи меньше оптимальная периодичность ТО.
Этот метод применяется для объектов с явно фиксируемым изменением параметра технического состояния. К ним относится большинство изнашиваемых узлов, механизмов и соединений, техническое состояние которых поддерживается с помощью регулировки (например, клапаны механизма газораспределения).
Для регулировочных работ характерны V= 0,5 . 0,8, при которых= 1,6 . 2,1, т.е. рациональная периодичность ТО будет в 1,6 . 2,1 раза ниже средней наработки.
Технико-экономический метод сводится к определению суммарных удельных затрат на ТО и ремонт и их минимизации. Минимальным затратам соответствует оптимальная периодичность ТОlо. При этом удельные затраты на ТО
 (11.7)
(11.7)
где l– периодичность ТО;
d– стоимость выполнения операции ТО.
При увеличении периодичности разовые затраты на ТО (d) или остаются постоянными, или незначительно возрастают, а удельные затраты значительно сокращаются. Увеличение периодичности ТО, как правило, приводит к сокращению ресурса детали или агрегата и росту удельных затрат на ремонт
 (11.8)
(11.8)
где c– затраты на ремонт;
L– ресурс до ремонта.
 (11.9)
(11.9)
является целевой функцией, экстремальное значение которой соответствует оптимальному решению. В данном случае оптимальное значение соответствует минимуму удельных затрат. Определение минимума целевой функции и оптимального значения периодичности ТО проводится графически (рис. 11.2) или аналитически в том случае, если известны зависимости:

 . (11.10)
. (11.10)

Рис.11.2. Определение периодичности ТО технико-экономическим методом
Если при назначении уровня риска учитывать потери, связанные с дорожными происшествиями, то технико-экономический метод применим для определения оптимальной периодичности операций, влияющих на безопасность движения.
Источник
Способы контроля периодичности то
ГОСТ Р 54501-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Комплексная система контроля качества
КОНТРОЛЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ И ПОЛУФАБРИКАТОВ НА ПРЕДПРИЯТИЯХ-ПОСТАВЩИКАХ
Complex quality control system. Control of technological processes of manufacturing materials and semi-finished products at enterprises-suppliers. General requirements
Дата введения 2012-07-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом «Авиатехприемка» (ОАО «Авиатехприемка») и Федеральным государственным унитарным предприятием «Научно-исследовательский институт стандартизации и унификации» (ФГУП «НИИСУ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 323 «Авиационная техника»
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Май 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1. Область применения
Настоящий стандарт устанавливает порядок работы представителей технических приемок при осуществлении ими функции контроля технологических процессов при изготовлении материалов и полуфабрикатов на предприятии-поставщике и процессов обеспечения качества (в том числе функционирования системы менеджмента качества).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3.1109 Единая система технологической документации. Термины и определения основных понятий
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ Р 8.563 Государственная система обеспечения единства измерений. Методики (методы) измерений
ГОСТ Р 8.568 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р ИСО 9000 Системы менеджмента качества. Основные положения и словарь
ГОСТ Р ИСО 9001 Системы менеджмента качества. Требования
ГОСТ Р ИСО 9004 Менеджмент для достижения устойчивого успеха организации. Подход на основе менеджмента качества
ГОСТ Р ЕН 9100 Системы менеджмента качества организаций авиационной, космической и оборонных отраслей промышленности. Требования
ГОСТ Р ЕН 9120 Системы менеджмента качества организаций авиационной, космической и оборонных отраслей промышленности. Требования к дистрибьюторам продукции
Действует ГОСТ Р 58338-2018 «Системы менеджмента качества организаций авиационной, космической и оборонной промышленности. Требования к дистрибьюторам продукции».
ГОСТ Р ИСО 9712 Контроль неразрушающий. Квалификация и сертификация персонала
ГОСТ Р ИСО 19011 Руководящие указания по аудиту систем менеджмента
ГОСТ Р 52745 Комплексная система контроля качества. Контроль качества материалов и полуфабрикатов, используемых при изготовлении изделий авиационной, космической, оборонной техники и техники двойного применения, на предприятиях-поставщиках. Общие требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р ИСО 9000, ГОСТ 3.1109, ГОСТ 16504, а также следующие термины с соответствующими определениями:
3.1 надзор за качеством: Постоянное наблюдение и проверка состояния процедур, методов, условий исполнения, процессов, продукции и услуг, а также анализ полученных результатов в сравнении с установленными показателями в целях удостоверения того, что обусловленные требования выполняются.
нормативная документация; НД: Совокупность документов, устанавливающих требования к методам изготовления, контроля, испытаний и применения материала.
3.3 предприятие-изготовитель: Предприятие, осуществляющее изготовление авиационной, космической, оборонной техники и техники двойного применения.
предприятие-посредник: Организация, выполняющая посреднические услуги по поставке материалов и полуфабрикатов.
3.5 предприятие-поставщик: Предприятие, осуществляющее изготовление и поставку ингредиентов, материалов и полуфабрикатов, используемых при производстве космической, авиационной, оборонной техники и техники двойного применения.
3.6 предприятие-разработчик: Предприятие, осуществляющее разработку материалов и полуфабрикатов.
3.7 специальный процесс: Технологический процесс, конечный результат которого нельзя полностью проверить последующим контролем, испытанием.
3.8 техническая приемка; ТП: Структурное подразделение специально уполномоченного органа, которому федеральным органом исполнительной власти предоставлены полномочия в области контроля качества подконтрольной продукции на предприятиях-поставщиках, поставляемой для предприятий-изготовителей.
4 Общие положения
4.1 Контроль технологических процессов изготовления материалов и полуфабрикатов входит в состав работ, выполняемых в рамках комплексной системы контроля качества материалов и полуфабрикатов в соответствии с требованиями ГОСТ Р 52745.
4.2 В процедуре проведения контроля технологических процессов изготовления материалов и полуфабрикатов принимают участие предприятие-поставщик и ТП. При необходимости в процедуре проведения контроля технологических процессов изготовления материалов и полуфабрикатов могут принимать участие:
— предприятие-разработчик (постановка материала на серийное производство, авторский надзор, решение задач обеспечения качества);
— предприятия-изготовители (плановая проверка (аудит) предприятия-поставщика, решение вопросов по качеству конкретной продукции, заказ на предприятии-поставщике новой для предприятия-изготовителя номенклатуры продукции);
— организации, осуществляющие сертификацию производства материалов и полуфабрикатов.
4.3 Контроль технологических процессов изготовления материалов и полуфабрикатов ТП должна осуществлять на соответствие требованиям технологической документации на производство данного вида продукции. В случае если производство данного вида продукции сертифицировано уполномоченными органами, ТП должна учитывать материалы заключений по результатам проверок (аудитов) производства конкретного вида продукции органами по сертификации, в том числе в части технологической документации.
4.4 Основные функции ТП на предприятиях-поставщиках изложены в ГОСТ Р 52745.
При осуществлении функций надзора за качеством изготовления материалов и полуфабрикатов ТП руководствуется принципами и методами, изложенными в ГОСТ Р ИСО 9000, ГОСТ Р ИСО 9001, ГОСТ Р ИСО 9004, ГОСТ Р ЕН 9100, ГОСТ Р ЕН 9120 и ГОСТ Р ИСО 19011.
4.5 При производстве материалов и полуфабрикатов по кооперации контроль технологических процессов их изготовления, при наличии ТП на предприятиях-поставщиках, задействованных в кооперации, проводится на каждом предприятии, участвующем в производстве материалов и полуфабрикатов.
4.6 Объем и периодичность совместного (комиссионного) контроля технологических процессов должны устанавливаться предприятием-поставщиком совместно с ТП, с учетом вида материала и полуфабриката, состояния оборудования, продолжительности технологического процесса, результатов ранее проводимого контроля и анализа выявленных причин дефектов.
Техническая приемка вправе осуществлять контроль технологических процессов самостоятельно по своим планам (графикам), утвержденным руководителем ТП в соответствии с установленной процедурой. При разработке ТП планов контроля технологических процессов должны учитываться результаты изготовления (внутризаводской брак, приемка с первого предъявления и т.п.) и испытаний продукции. Результаты проверки оформляют в установленном порядке.
4.7 К НД, используемой при контроле технологических процессов изготовления материалов и полуфабрикатов, относятся:
— стандарты межгосударственные (ГОСТ), стандарты национальные (ГОСТ Р), методики измерений (МИ), стандарты отраслевые (ОСТ), стандарты организаций (СТО), стандарты предприятий (СТП), руководящие технические материалы (РТМ), методики контроля (МК), метрологические рекомендации (МТР);
— отраслевые (директивные) исполнительские технологические инструкции (ДТИ); технологические инструкции (ТИ), производственные инструкции (ПИ);
— технические условия на материал (ТУ).
5 Порядок проведения работ по контролю технологических процессов изготовления материалов и полуфабрикатов
5.1 Целью контроля технологических процессов изготовления подконтрольной ТП продукции на предприятиях-поставщиках является установление наличия необходимых условий для обеспечения соответствия выпускаемой продукции требованиям, установленным в НД.
5.2 Контроль технологических процессов изготовления конкретной продукции должен проводиться по совместным с предприятием-поставщиком утвержденным (согласованным) программам (планам работ), а также по собственным планам ТП.
Программа (план работ) должна содержать перечень проверок, объем и методику анализа результатов проверок. Периодичность проведения собственных проверок определяется руководителем ТП на предприятии-поставщике. Периодичность проведения совместных (комиссионных) проверок устанавливается руководством предприятия-поставщика совместно с ТП, а также иным(ми) предприятием(ями), заинтересованным(ми) в проведении проверок технологических процессов (предприятие-изготовитель, предприятие-разработчик, орган по сертификации и т.п.).
Объем проверок, включаемых в программу (план работ), может быть сокращен, изменен или дополнен с учетом специфики изготовляемой продукции, объема и продолжительности производства продукции, стабильности условий производства, репутации предприятия-поставщика в части качества продукции (сертифицированной продукции), качества применяемых в производстве материалов (шихтовых материалов) и ингредиентов, а также оценок сторонних организаций и т.п.
5.3 При осуществлении контроля технологических процессов изготовления материалов и полуфабрикатов:
5.3.1 Руководитель ТП:
— уведомляет руководство предприятия-поставщика о проведении контроля (проверки) технологических процессов изготовления конкретных материалов в случае, если проверка проводится не комиссионно, и согласовывает с ним (при необходимости) программу (план работ);
— организует и распределяет обязанности среди сотрудников ТП и привлекаемых, при необходимости, специалистов предприятия-разработчика, предприятия-изготовителя;
— обеспечивает проведение контроля технологических процессов изготовления материалов и полуфабрикатов;
— доводит результаты работы по проверке технологических процессов изготовления конкретных материалов и полуфабрикатов до сведения руководства предприятия-поставщика;
— составляет и подписывает документ (акт) соответствия о состоянии технологических процессов производства конкретных материалов установленным требованиям;
— несет ответственность за профессионализм, полноту, объективность проверки и конфиденциальность информации.
5.3.2 Руководство предприятия-поставщика:
— информирует соответствующий персонал предприятия о целях и задачах работ по проверке состояния технологического процесса изготовления конкретного материала со стороны ТП;
— назначает представителей для связи с ТП и привлекаемыми специалистами в процессе работы;
Источник



