
Способы контроля наружных и внутренних поверхностей тел вращения
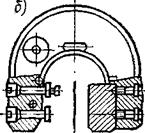
Основными средствами контроля размеров валов и отверстий являются калибры. Измерительный контакт калибра может быть точечным (штихмасс, рис. 1.34, а), линейным (скоба, рис. 1.34, б) или поверхностным (пробка, рис. 1.34, в).

Измерительные части калибров для валов и отверстий изготовляют из цементируемых углеродистых сталей 15 и 20, инструментальных углеродистых сталей У10А и У12А, шарикоподшипниковой стали ШХ15 и инструментальных легированных сталей с твердостью рабочих поверхностей HRC 56. 64. Для повышения износостойкости измерительных частей калибров применяют хромирование, азотирование или наплавку из твердого сплава.
Для измерения валов диаметром свыше 500 мм применяют измерительные средства, оснащенные рычажно-чувствительными головками (индикаторные скобы); менее 1 мм — универсальные измерительные средства ввиду трудности изготовления и контроля калибров-скоб. Отверстия свыше 500 мм измеряют с помощью жестких полых штихмассов со сферическими наконечниками; менее 1 мм — с помощью пробки с цилиндрическими вставками, посаженными в ручку на канифоли или карбинольном клею. Отверстия диаметром от 0,2 до 5 мм измеряют пневматическими приборами по скорости истечения воздуха. Самые малые отверстия диаметром 0,2. 0,5 мм измеряют, пропуская через них воздух. В отверстия диаметром 0,5. 3 мм вставляют аттестованные проволочки, уменьшающие проходное сечение отверстия и повышающие точность измерений. Для контроля отверстий диаметром свыше 5 мм применяют оптические устройства, а также нониусные и индикаторные нутромеры.
Измерение больших диаметров с высокой точностью производят на специальных штриховых и концевых измерительных машинах. На штриховых машинах измерения производят сличением измеряемой длины контактным способом со штриховой шкалой, а также с концевыми мерами, а на концевых машинах — сличением измеряемой длины с концевыми мерами. Измерительные машины используют в основном для аттестации образцовых штихмассов. Их изготовляют с пределами измерений 0. 1000, 0. 2000, 0. 3000 и0. 6000 мм.
Детали больших диаметров измеряют переносными средствами: скобами, нутромерами, микрометрами и др., которые для удобства пользования и облегчения массы изготовляют сварными. Для измерения диаметров больших отверстий применяют также сборные конструкции нутромеров.
Так как при контроле больших размеров основное значение имеет температурная погрешность, то непосредственно перед замерами измерительный инструмент (скоба, нутромер и т. д.) устанавливают по концевой мере, температура которой соответствует температуре измеряемой детали. Желательно также, чтобы коэффициент линейного расширения меры был близок к коэффициенту линейного расширения измеряемой детали.
Валы диаметром до 1000 мм измеряют индикаторными скобами с ценой деления 0,01 мм, а свыше — микрометрами с индикаторной головкой и установочной мерой. Иногда диаметры валов измеряют обтягивая вал рулеткой, определяя при этом длину окружности. При диаметрах свыше 5000 мм для измерений применяют теодолит, установленный в какой-либо точке окружности детали, и определяют угол между концами мерной ленты определенной длины, обтягивающей часть окружности. Этот метод носит название «метода дуги».
Контроль углов и конусов
Углы и конусы измеряют с помощью угловых мер, шаблонов, угольников, конусных калибров, шариков, синусных и тангенсных линеек, универсальных микроскопов (координатным методом), оптических делительных головок, угломеров с нониусом и др.
Наиболее распространенным методом является измерение углов и конусов угловыми мерами и угольниками. Угловые меры (плитки) комплектуют в наборы по 5, 19, 36 и 94 шт., из которых выбирают соответствующие плитки или блоки для измерения заданных углов (не менее 10°). Они представляют собой трех- или четырехгранные призмы с одним или четырьмя рабочими углами.
Измерение с помощью плиток основано на установлении размера наибольшего просвета между сторонами измеряемого утла и угловой меры пли полного отсутствия просвета между ними. Просвет сравнивают на глаз с набором просветов, размеры которых известны (5. 10 мкм), или же оценивается с помощью щупов (свыше 30 мкм). По точности изготовления угловые плитки 1-го класса имеют допуск рабочего угла ±10″, 2-го класса ±30″.
Для измерения прямых углов в зависимости от требуемой точности применяют угольники различных типов. Метод измерения, так же как и у плиток, основан на измерении просвета между измерительной и измеряемой поверхностями и протяженности касания этих поверхностей.
Углы у конических валов и втулок измеряют угломерами. Для повышения точности отсчета угломеры снабжены нониусами или оптическими приспособлениями.
Для проверки угла конусности вала применяют конусные калибры-втулки (полные и неполные), а для проверки угла конусных втулок — конусные калибры — пробки. Для проверки угла конусности вала вдоль образующей конуса наносят карандашом прямую линию и осторожно вводят вал внутрь конусного калибра-втулки. Приложив некоторое осевое усилие для плотного прилегания конических поверхностей вала и втулки, поворачивают их относительно друг друга на небольшой угол. Если образующая конуса вала прямолинейна и угол конуса выполнен правильно, то графит карандаша равномерно распределится по всей длине конуса, в противном случае образуются только отдельные пятна. При проверке внутренней конической поверхности детали карандашную линию наносят на калибр-пробку.
Контроль резьбы
Точность резьбы определяется точностью исполнения основных элементов резьбы болта и гайки: наружного диаметра, среднего диаметра, внутреннего диаметра, шага, угла профиля. Контроль резьбы болта и гайки можно произвести комплексным методом по всем элементам одновременно или поэлементно с помощью калибров или специальных приспособлений. Для точных резьб и калибров обычно применяют поэлементную проверку резьбы на приборах.
Наиболее простым является контроль наружного диаметра болта и внутреннего диаметра гайки. Эти элементы резьбы измеряют гладкими скобами и пробками, а. также с помощью микрометра или штангенциркуля.
Измерение внутренних диаметров резьбы болта может быть произведено резьбовым микрометром, устройство которого сходно с устройством обыкновенного микрометра, только вместо гладких наконечников он снабжен специальными вставками, позволяющими измерять внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы. Для измерения внутреннего диаметра резьбы болта применяют две призматические вставки такой формы, чтобы вершины их касались впадин резьбы.
Для измерения среднего диаметра резьбы болта применяют вставки, которые касаются боковыми гранями боковых сторон профиля резьбы
вблизи от среднего диаметра. Эти вставки выполняют с укороченным профилем. Вставки могут поворачиваться в опорах измерительных пяток и самоустанавливаться относительно наклонной части профиля резьбы.
 У резьбового микрометра с интервалом измерений 0. 25 мм проверку правильности отсчета производят сводя обе вставки до упора; при этом показание нашкале микрометра должно быть равным нулю. При пользовании резьбовым микрометром необходимо проверяемый болт установить между резьбовыми вставками и дальше производить измерение, как на обычном микрометре; нужно только следить, чтобы ось измерительных наконечников проходила через ось болта. Рисунок 1.35
У резьбового микрометра с интервалом измерений 0. 25 мм проверку правильности отсчета производят сводя обе вставки до упора; при этом показание нашкале микрометра должно быть равным нулю. При пользовании резьбовым микрометром необходимо проверяемый болт установить между резьбовыми вставками и дальше производить измерение, как на обычном микрометре; нужно только следить, чтобы ось измерительных наконечников проходила через ось болта. Рисунок 1.35
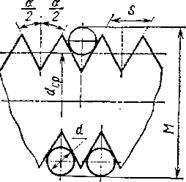
Резьбовым микрометром измеряют средний диаметр болта прямым методом, т. е.результаты измерений отсчитывают непосредственно по шкале прибора. Цена деления шкалы барабана резьбового микрометра 0,01 мм. Средний диаметр резьбы можно измерить также косвенным методом трех проволочек. Этот метод заключается в том, что во впадины резьбы болта по обе его стороны закладывают три проволочки одинакового известного диаметра, затем микрометром с плоским наконечником определяют расстояние М между внешними поверхностями проволочек (рис. 1.35). Последующим расчетом по значению этого расстояния определяют значение среднего диаметра резьбы. Три проволочки применяют для того, чтобы предотвратить перекос измерительных наконечников микрометра. Зная диаметр проволочек d, шаг резьбы S и расстояние между внешними поверхностями заложенных проволочек М, средний диаметр метрической резьбы dcp болта определяют по формуле
Этот метод измерения дает более высокую точность, чем измерение посредством резьбового микрометра. Поэтому его применяют для измерения среднего диаметра калибров и других точных резьбовых деталей.
Шаг резьбы измеряют резьбовыми шаблонами, которые представляют собой наборы плоских стальных пластинок с вырезанным профилем резьбы разных шагов. Профиль проверяемой резьбы (по образующей) совмещают с одной из пластинок шаблона. При правильном изготовлении шага совмещение профиля резьбы и шаблона не дает световой щели.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Источник
Контроль наружных цилиндрических поверхностей
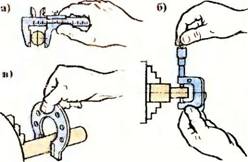
Точность обработки различных поверхностей детален определяется заданной чертежом величиной допуска размера, т. е. разностью между наибольшим и наименьшим допускаемыми предельными размерами. Действительный размер не должен выходить за допускаемые пределы этих размеров. Для проверки точности выполняемых размеров применяются различные измерительные инструменты. При выполнении токарных работ широко применяют штангенциркуль (рис. 64, а). Существуют штангенциркули с точностью до 0,1 мм (10 делений нониуса на длине 9 мм) и с точностью до 0,05 мм (20 делений нониуса на длине 19 мм). При измерении наружных размеров штангенциркуль держат в правой руке, и, подведя его к заготовке (детали), большим пальцем сдвигают подвижную рамку до соприкосновения губок с измеряемой поверхностью. После этого зажимают стопорный винт и отводят штангенциркуль от детали с легким трением.
При работе штангенциркулем с точностью до 0,05 мм подвижную губку подводят к заготовке (детали) вращением микрометрического винта при зажатом винте рамки.
Брак при обработке торцовых поверхностей и меры его предупреждения
Часть поверхности осталась необработанной
Положение торца или уступа относительно других поверхностей неточно
Неперпендикулярность торцовой поверхности к оси детали
Недостаточный припуск на обработку
Заготовка установлена в патроне с перекосом
При пользовании лимбом продольной подачн не выбран люфт
Несвоевременно выключена автоматическая подача
Работа ведется по продольному упору, но заготовка не упирается в уступы кулачков или шпиндельный упор и нмееі осевое смещение
Отжим резна из-за люфтов в направляющих поперечных салазок суппорта
Отжнм резца вследствие большого вылета
Заменить заготовку другой с большим припуском
Тщательно выверять заготовку перед закреплением, устранять биение по торцу
Следить за выбором люфта при работе по лимбу
Выключать автоматическую подачу за 2—3 мм до контрольной риски и доводить резец до риски ручной подачей суппорта
Установить шпиндельный упор. Надежно крепить заготовку, не допуская осевого смещения
Подтянуть клинья поперечных салазок суппорта
Уменьшить вылет резца
Для измерения с точностью до 0,01 мм применяют микрометры. Микрометры (рис. 64, б) имеют пределы измерения: 0—25, 25—50, 50—75, 75—100, 100 150, 150—200, 200—300 мм. Не допускается измерение заготовок (деталей) любым измерительным инструментом до полного прекращения вращения шпинделя. При обработке резанием деталь нагревается и расширяется. Поэтому контроль размеров следует производить после остывания детали.
АД КОНТРОЛЬ НАРУЖНОГО ДИАМЕТ-
А — штангенциркулем, б — микрометром, в — калибром-скобой
Штангенциркули и микрометры хранят в футлярах. Во время работы нельзя класть измерительные инструменты на переднюю бабку или на станину станка. Для этого на рабочем месте должны быть деревянные планшеты. После окончания работы измерительные поверхности губок штангенциркуля и микрометра протирают и смазывают тонким слоем технического вазелина.
Штангенциркули и микрометры, находящиеся в постоянном пользовании у рабочего, периодически (не реже одного раза в месяц) сдают в измерительную лабораторию для проверки. В условиях изготовления больших партий взаимозаменяемых деталей, точность размеров которых не должна выходить за пределы допуска, размеры контролируют предельными калибрами. Наружные размеры контролируют калибрами-скобами (рис. 64, в). Размер считается правильным, если проходная сторона скобы ГІР свободно находит на измеряемую поверхность, а непроходная сторона НЕ не находит.
При пользовании скобами необходимо соблюдать следующие правила: перед началом работы с измерительных поверхностей калибра снимают предохранительный парафиновый слой или смазку, протирают измерительные поверхности чистой тряпочкой; перед измерением протирать измеряемую поверхность сухой тряпочкой, не допуская попадания нитки или ворса от тряпочки на поверхность; не прикладывать усилия при измерении;
Если скоба упала, возвратить ее в инструментальную кладовую для контроля;
Для выявления овальности валика измерение скобой выполняют в двух взаимно перпендикулярных направлениях, для выявления конусности валика — на обоих концах.
Источник
Способы контроля наружных и внутренних поверхностей тел вращения
Основными средствами контроля размеров валов и отверстий являются калибры. Измерительный контакт калибра может быть точечным (штихмасс, рис. 1.34, а), линейным (скоба, рис. 1.34, б) или поверхностным (пробка, рис. 1.34, в).


Измерительные части калибров для валов и отверстий изготовляют из цементируемых углеродистых сталей 15 и 20, инструментальных углеродистых сталей У10А и У12А, шарикоподшипниковой стали ШХ15 и инструментальных легированных сталей с твердостью рабочих поверхностей HRC 56. 64. Для повышения износостойкости измерительных частей калибров применяют хромирование, азотирование или наплавку из твердого сплава.
Для измерения валов диаметром свыше 500 мм применяют измерительные средства, оснащенные рычажно-чувствительными головками (индикаторные скобы); менее 1 мм — универсальные измерительные средства ввиду трудности изготовления и контроля калибров-скоб. Отверстия свыше 500 мм измеряют с помощью жестких полых штихмассов со сферическими наконечниками; менее 1 мм — с помощью пробки с цилиндрическими вставками, посаженными в ручку на канифоли или карбинольном клею. Отверстия диаметром от 0,2 до 5 мм измеряют пневматическими приборами по скорости истечения воздуха. Самые малые отверстия диаметром 0,2. 0,5 мм измеряют, пропуская через них воздух. В отверстия диаметром 0,5. 3 мм вставляют аттестованные проволочки, уменьшающие проходное сечение отверстия и повышающие точность измерений. Для контроля отверстий диаметром свыше 5 мм применяют оптические устройства, а также нониусные и индикаторные нутромеры.
Измерение больших диаметров с высокой точностью производят на специальных штриховых и концевых измерительных машинах. На штриховых машинах измерения производят сличением измеряемой длины контактным способом со штриховой шкалой, а также с концевыми мерами, а на концевых машинах — сличением измеряемой длины с концевыми мерами. Измерительные машины используют в основном для аттестации образцовых штихмассов. Их изготовляют с пределами измерений 0. 1000, 0. 2000, 0. 3000 и0. 6000 мм.
Детали больших диаметров измеряют переносными средствами: скобами, нутромерами, микрометрами и др., которые для удобства пользования и облегчения массы изготовляют сварными. Для измерения диаметров больших отверстий применяют также сборные конструкции нутромеров.
Так как при контроле больших размеров основное значение имеет температурная погрешность, то непосредственно перед замерами измерительный инструмент (скоба, нутромер и т. д.) устанавливают по концевой мере, температура которой соответствует температуре измеряемой детали. Желательно также, чтобы коэффициент линейного расширения меры был близок к коэффициенту линейного расширения измеряемой детали.
Валы диаметром до 1000 мм измеряют индикаторными скобами с ценой деления 0,01 мм, а свыше — микрометрами с индикаторной головкой и установочной мерой. Иногда диаметры валов измеряют обтягивая вал рулеткой, определяя при этом длину окружности. При диаметрах свыше 5000 мм для измерений применяют теодолит, установленный в какой-либо точке окружности детали, и определяют угол между концами мерной ленты определенной длины, обтягивающей часть окружности. Этот метод носит название «метода дуги».
Дата добавления: 2017-10-04 ; просмотров: 1593 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник



