
- Методы контроля качества металлопродукции
- Методы разрушающего контроля
- Методы неразрушающего контроля
- Рентгеновский контроль
- Методы контроля качества металлоизделий
- Основные способы контроля
- Техконтроль с разрушением
- Контроль без разрушения – дефектоскопия
- Качество стали
- Критерии оценки качества стали, металлургические методы его повышения. Виды термической и химико-термической обработки и ее влияние на структуру и свойства стали. Методы защиты металлов от коррозии, их эффективность и народнохозяйственное значение.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Методы контроля качества металлопродукции
Автор: Юлия Рощина, специально для www.EquipNet.ru
Фотографии с сайтов nw-technology.ru, avek.ru, syntezndt.ru, mirndt.ru
О сновная задача любой системы контроля – выявление дефектов и определение пределов прочности и надежности. Дефекты могут возникнуть в результате ошибки при конструировании, производстве или эксплуатации: дефекты литья, усталостное разрушение, атмосферная коррозия, изнашивание сопряженных деталей, дефекты при нанесении покрытий, дефекты неразъемных соединений металла и так далее. В каждом конкретном случае применяются специальные методики, позволяющие определить степень влияния дефекта на качество изделия: насколько уменьшится надежность, рабочие характеристики, как изменятся сроки и условия эксплуатации, или дефект является критичным и предмет не может быть допущен к использованию. Различают две основные группы испытаний: разрушающего и неразрушающего контроля.
Методы разрушающего контроля
Разрушающий контроль служит для количественного определения максимальной нагрузки на предмет, после которой наступает разрушение. Испытания могут носить разный характер: статические нагрузки позволяют точно измерить силу воздействия на образец и подробно описать процесс деформации. Динамические испытания служат для определения вязкости или хрупкости материала: это разного рода удары, при которых возникают инерционные силы в частях образца и испытательной машины. Испытания на усталость – это многократные нагрузки небольшой силы, вплоть до разрушения. Испытания на твердость служат для измерения силы, с которой более твердое тело (например, алмазный наконечник ударника) внедряется в поверхность образца. Испытания на изнашивание и истирание позволяют определить изменения свойств поверхности материала при длительном воздействии трения. Комплексные испытания позволяют описывать основные конструкционные и технологические свойства материала, регламентировать максимально допустимые нагрузки для изделия.

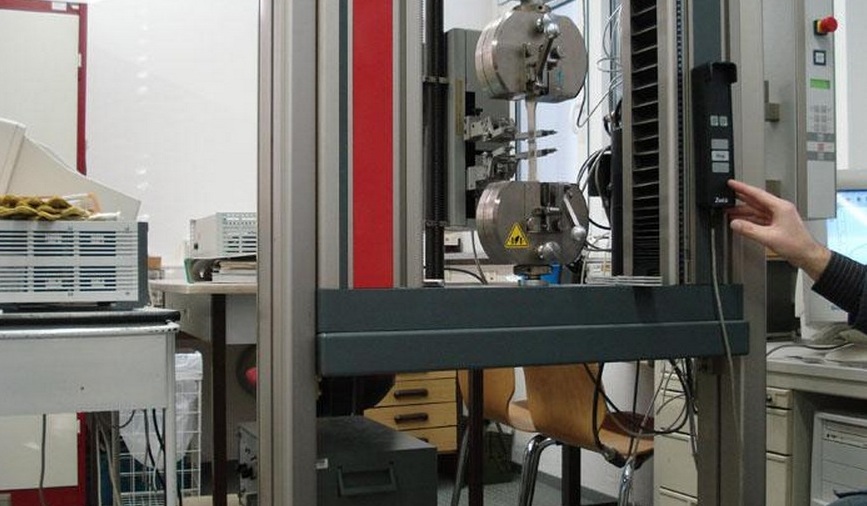
Для определения характеристик механической прочности используют разрывные машины. Например, WEB 600, производства TIME Group Inc.: она способна развивать усилие 600 кН. Машины для технологических испытаний, такие как ИА 5073-100, ИХ 5133, ИХ 5092 отечественного производства, поставляемые компанией ООО «Северо-Западные Технологии», служат для испытаний на скручивание проволоки, выдавливание листового металла, перегибов проволоки и так далее.
Есть несколько методов определения твердости металла: по Виккерсу, когда в поверхность вдавливается четырехгранная алмазная пирамидка под действием нагрузки в 5, 10, 20, 30, 50 и 100 кгс. Затем отпечаток измеряют по диагоналям квадрата, и по таблице определяют число твердости. Машины для определения твердости – твердомеры. Например ИТ 5010 – машина для определения твердости по Виккерсу.
При исследовании твердости по методу Роквелла, образец плавно нагружают до 98 Н (10 кгс). Затем дается дополнительная нагрузка до максимального значения 490 Н (50 кгс) – 1373 Н (140 кгс). После его достижения на шкале индикатора прибора отображается количество единиц твердости образца. Один из распространенных твердомеров по Роквеллу – ТР 5006 М. Среди машин, предназначенных для испытания на усталость можно назвать МУИ-6000 (поставщик – «Северо-Западные Технологии»).
Методы неразрушающего контроля
Если методы разрушающего контроля применяются только к контрольным образцам, для выяснения общих механических свойств, то неразрушающий контроль служит для массового контроля качества продукции. Работа приборов неразрушающего контроля основывается на принципах изменения свойств предмета при наличии дефектов. Это ультразвуковая дефектоскопия и толщинометрия , радиография , магнитопорошковый и капиллярный контроль, вихретоковый контроль, оптико-визуальный контроль и другие. Например, оборудование ультразвуковой дефектоскопии измеряет разницу в прохождении ультразвука, в зависимости от толщины и плотности металла. Толщиномеры 26МG, 26MG-XT, 26XTDL, 36DLPLUS, производства компании Panametrics служат для определения остаточной толщины стенок труб, котлов и других конструкций, подверженных износу. 36 DL PLUS – современный цифровой эхо-импульсный переносной контактный толщиномер, который позволяет измерять толщину даже тех объектов, к которым можно подойти только с одной стороны. Применяется в энергетике и машиностроении для измерения толщины стенок трубопроводов, сосудов давления, котлов и других объектов.

Один из распространенных методов неразрушающего контроля – вихретоковый. Он основан на измерении возмущений вихревых токов при наведении электрического тока на образец. Даже малейшая трещина или каверна в металле, точечная коррозия или истончение сразу фиксируется в изменении вихревых токов. Современные вихретоковые дефектоскопы служат для контроля посадочных полок дисков колес, ряда крепежных деталей авиационных конструкций, детектирования трещин вблизи крепежных отверстий, а также для отображения С-скана крепежных отверстий, контроля многослойной коррозии в автомобильной, авиационной и аэрокосмической отраслях. Среди оборудования вихретокового контроля можно назвать приборы компании Zetec, которые позволяют выполнять широкий спектр обследований различных конструкций самолетов, узлов двигателей и колес. Например, MIZ®-21SR – многорежимный вихретоковый дефектоскоп и бонд-тестер. Это легкий портативный прибор, использующий два метода вихретоковой дефектоскопии для обнаружения непроклея, расслоения и аномалий плотности. Кроме того, MIZ®-21SR имеет функции измерения проводимости и толщины покрытий. Вся информация отображается на дисплее с высоким разрешением и четкостью изображения.
Рентгеновский контроль
Этот метод обыкновенно используется для дефектоскопии крупных сварных металлических конструкций, подверженных коррозионному воздействию атмосферы: трубопроводов, опор и несущих и любых других металлических конструкций. Рентгеновские аппараты могут быть стационарные (кабельного и моноблочного типа), переносные или монтироваться на кроулеры. Кроулер – самоходный, дистанционно управляемый робот, несущий автономный рентгеновский комплекс. Он предназначен для контроля качества сварных соединений трубопроводов. Такой аппарат по команде извне перемещается в трубопроводе, останавливается и снимает рентгенограмму. Экспонирующее устройство кроулера работает полностью независимо. Одни рентгеновские аппараты требуют экспонирования и проявки специальной пленки, другие отражают информацию сразу в цифровом виде.

Среди аппаратуры рентгеновского контроля нужно назвать продукцию ЗАО «Синтез НДТ», входящую в группу предприятий «ЮНИТЕСТ». Стационарные аппараты серии «Витязь» изготовлены моноблоком, со стеклянной рентгеновской трубкой. Их стоимость относительно невысока. Серия «Бастион» – аппараты кабельного типа, в них используется металлокерамическая трубка, что обеспечивает надежность и длительный срок службы, но они более дороги. Как правило, стационарные аппараты используются для контроля материалов или готовой продукции, они отличаются от переносных высокой стабильностью параметров тока, напряжения и минимумом пульсаций. Переносные рентгеновские аппараты серии «РПД», того же производителя, предусматривают и варианты для работы в тяжелых климатических условиях, на Крайнем севере. В этом случае, блок питания и управления монтируется в металлическом корпусе, категория защиты — IP65. На кроулеры устанавливаются панорамные рентгеновские трубки серии СХТ. Они обеспечивают максимально возможную жесткость спектра излучения с высоким КПД, аппараты питаются от аккумуляторной батареи кроулера. Оборудование СХТ снабжено системой принудительного воздушного охлаждения анодов вентиляторами.
Сегодня не существует одного универсального метода, который позволял бы измерить все свойства металлического изделия разом. Поэтому методы контроля качества применяются в комплексе: на стадиях разработки и изготовления – разрушающие, в процессе эксплуатации – различные неразрушающие. Выбор конкретного способа контроля зависит не только от специфики и назначения металлической конструкции, но и от многочисленных внешних факторов, которые непременно учитываются специалистами.
Источник
Методы контроля качества металлоизделий
Техконтроль представляет собой определенную проверку полного соответствия готовой продукции установленным на предприятии требованиям и нормам, является обязательным условием производственного процесса. Проводят не только контроль готовых металлоизделий, но и сырья и материалов, а также целых конструкций – трубопроводов, несущих конструктивов.

Технический контроль изделия – решение задачи выпуска продукции с надлежащим качеством, соответствующей принятым стандартам, техническим условиям. С помощью специально разработанных методов выявляют всевозможные дефекты, брак. Благодаря своевременному принятию мер по проверке продукции возможно проведение мероприятий по повышению качества производимых металлоизделий.
Основные способы контроля
На сегодняшний день существует два типа контрольных мероприятий – самостоятельные и ревизионные.
- Первая группа подразумевает техпроверку продукции на соответствие стандартам качества самим исполнителем (оператором). Методы для процесса предусмотрены ТК на операцию. Для осуществления контрольных мероприятий применяют специальные измерительные инструменты, а периодичность проверок предусмотрена инструкциями.
- Вторая группа проверочных операций проводится специалистом – контролером. При осуществлении своей деятельности он руководствуется картой техконтроля технологического процесса.
Методы технического контроля качества продукции направлены на поиск бракованных металлоизделий и определение их типов. Дефекты могут быть как исправимыми, так и окончательными. В первом случае дефектная деталь отправляется на исправление, после чего поступает в состав партии готовой продукции. Во втором – только на полную переработку или в отходы, в зависимости от особенностей дефекта.

Организация техпроверки металлоизделий на предмет наличия брака подразумевает целый комплекс мер, среди которых:
- разработка проекта контрольных процессов;
- определение форм контроля;
- подбор средств и методов;
- обеспечение согласованности элементов контролирующей системы между собой;
- анализ дефектных деталей и конструкций, разработка способов исправления брака.
Среди способов техконтроля можно выделить две большие группы – разрушающие и неразрушающие. В каждую из них могут входить различные способы проверки металлоизделий – химические, физические, комбинированные.
Техконтроль с разрушением
Этот способ испытания используется для проверки качества металлов и изделий из них. Создается максимальная нагрузка на деталь в плоть до ее разрушения с целью определить сколько времени и какое усилие потребуется до момента, после которого деталь разрушится.
Разрушающие методы контроля металлов проводятся с осуществлением статической или динамической нагрузки на изделие. Впоследствии в документацию вносят информацию о типах нагрузки и затраченном времени, а также о характере разрушения металла в результате контрольных операций.
Динамические нагрузки позволяют провести испытания:
- на усталость металла;
- для определения твердости и вязкость материала;
- на изнашивание и истирание металлических изделий.
Среди разрушающих способов проверки металлоизделий на требуемые параметры:
- на растяжение;
- на сжатие;
- сопротивление к ударной нагрузке;
- на повторно-переменное воздействие;
- на твердость (по Виккерсу).
Разрушающие методы проводят в качестве контрольных – проверяя первые созданные детали из партии на соответствие заданным характеристикам, осуществляя испытания впервые поступивших сплавов и иных материалов для производства металлоизделий.
Контроль без разрушения – дефектоскопия
НМК – способ обнаружить дефекты целостности и однородности, изменений химсостава различных материалов, в том числе металлов и сплавов из них без разрушения изделия.
Самый простой, но ненадежный способ – визуальное или слуховое испытание. На сегодняшний день разработано множество типов аппаратуры, которая помогает выявить брак, дефекты и отклонения химического состава материалов:

Среди преимуществ применения современного оборудования – минимум затрат времени, точность контролирующих инструментов, возможность проведения испытаний во время эксплуатации конструкций или в момент короткой остановки текущих процессов. Специальные техметоды и технологии контроля без разрушения деталей используют для проверки ответственных узлов, деталей, конструкций, изделий, предназначенных для длительной эксплуатации.
Источник
Качество стали
Критерии оценки качества стали, металлургические методы его повышения. Виды термической и химико-термической обработки и ее влияние на структуру и свойства стали. Методы защиты металлов от коррозии, их эффективность и народнохозяйственное значение.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 15.09.2014 |
| Размер файла | 24,4 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Повышение качества стали
1.1 Критерии и методы оценки качества стали
1.2 Металлургические методы повышения качества стали
1.3 Виды термической и химико-термической обработки и ее влияние на структуру и свойства стали
2. Защита металлов от коррозии
2.1 Основные виды коррозии
2.2 Методы защиты металлов от коррозии, их эффективность
2.3 Народнохозяйственное значение борьбы с коррозией
1. Повышение качества стали
1.1 Критерии и методы оценки качества стали
Контроль качества стали предполагает проведение ряда операций и приемов, обеспечивающих заданный уровень качества металла в процессе его производства, а также оценку соответствия фактических потребительских характеристик и товарного вида готовой продукции требованиям стандартов.
К наиболее распространенным дефектам относятся химическая и структурная неоднородность, повышенное содержание вредных примесей и неметаллических включений, дефекты макро- и микроструктуры, внутренние дефекты, дефекты формы и поверхности изделий и т. д.
Для контроля и оценки разработаны специальные методы испытаний и средства измерения, а также соответствующие документы, характеризующие условия поставки и приемки. Применяются стандартные образцы, с которыми сравнивают фактические образцы с помощью спектрального, рентгеновского и других анализов.
Номенклатура показателей качества зависит от вида поставок и назначения стали. Для оценки качества металла определяют его химический состав, механические свойства, делают макро- и микроструктурные анализы, производят внешний осмотр и др.
Химический состав является основной и важной характеристикой качества стали, так как весь комплекс физических, химических, механических и технологических свойств зависит от содержания углерода, вредных, полезных и сопутствующих элементов. Химический состав во многом определяет режим последующей обработки сталей давлением, сваркой и термической обработкой, а также структуру и свойства полученных изделий.
Анализ химического состава проводится для каждой плавки стали отбором средней пробы при разливке металла в слитки. Пробы заливают в чугунные стаканчики-изложницы, а после затвердения из них сверлением или строганием получают стружку металла для химического анализа. Результаты анализа вносят в сертификат на сталь данной плавки.
Наиболее распространенными нормируемыми показателями механических свойств металлов являются уровень твердости, прочность, относительное удлинение и сужение, ударная вязкость и др. Приведенные свойства стали определяются как в исходном, так и в отожженном или термически обработанном состоянии. После проведения анализа выясняют соответствие полученных данных требованиям стандартов.
Макроструктурный анализ применяется для исследования структуры сталей невооруженным глазом или при увеличении ее в 30 раз с помощью лупы. Изучение макроструктуры производится темя методами: методом изломов, методом макрошлифов и просмотром отшлифованной и протравленной поверхности готового изделия. Метод изломов позволяет определить наличие дефектов во внутреннем строении материала, толщину слоя поверхностной обработки, размеры зерен и их взаимное расположение и т. д. Метод макрошлифов основан на исследовании специальных макрошлифов, которые представляют собой продольные или плоские поперечные образцы, вырезанные из изделий. В результате анализа определяется волокнистость материала, неоднородность химического состава, а также дефекты внутреннего строения. Просмотром отшлифованной и протравленной поверхности готового изделия контролируется качество различной металлопродукции: слитков и отливок, изделий, полученных обработкой давлением, сваркой, механической и поверхностной обработкой и др. В процессе микроструктурного анализа структуру стали исследуют с помощью микроскопа. Строение металла, наблюдаемое при увеличении в 50-2000 раз, называется микроструктурой. Наибольшее распространение получили оптические микроскопы. Для изучения микроструктуры образец вырезают в продольном или поперечном направлении, затем шлифуют, полируют до зеркального блеска и протравливают специальным реактивом.
Также получили распространение специальные физические методы контроля скрытых дефектов в металлических изделиях без их разрушения. Совокупность этих методов называется дефектоскопией. Основными видами дефектоскопии являются ультразвуковая, магнитная, рентгеновская, люминесцентная и др.
Показатели качества металлов и изделий оформляются документом, которые делятся на две основные группы. Первая группа документов определяет технические требования к качеству металлов и изделий: ГОСТы, ТУ, наряд заказы и т. п., вторая- характеризует качество изделий данной партии или марки: сертификат о качестве, акт проверки качества и т. д.
1.2 Металлургические способы повышения качества стали
Разработан ряд новых и эффективных способов повышения качества стали непосредственно в металлургическом производстве. Эти способы основаны, во-первых, на более полном удалении из сталей газов и вредных неметаллических включений и, во-вторых на изменении химического состава сталей за счет ввода в них специальных легирующих элементов, улучшающих различные свойства сталей.
В выплавленной стали всегда содержится определенное количество газов и неметаллических включений. Содержание газов даже в сотых и тысячных долях процента существенно снижает механические и другие свойства стали. Неметаллическими включениями, содержащимися в стали, являются соединения железа, кремния, марганца и др. Основными металлургическими способами снижения содержания газов и неметаллических включений в стали являются: электрошлаковый ее переплав, рафинирование синтетическим шлаком, вакуумная дегазация, вакуумно-дуговой переплав, переплав в электроннолучевых печах и др. Снижение в стали неметаллических включений достигается также изменением сочетания и последовательности введения раскислителей.
При электрошлаковом переплаве из металла, подлежащего обработке, вначале изготавливают электроды, которые затем опускают в сой рабочего флюса, обладающего высоким сопротивлением. При прохождении электрического тока рабочий флюс плавится и образуется шлак, который выделяет тепло. Проходя через жидкий шлак, капли металла очищаются от вредных примесей и образуют высококачественный слиток. Этот метод целесообразно применять при получении высококачественных шарикоподшипниковых сталей, жаропрочных сплавов, изготовлении деталей турбин и др.
Сущность обработки металла синтетическим шлаком заключается в том, что жидкую сталь из плавильной печи выливают в ковш со специальным синтетическим шлаком с большой высоты. При бурном перемешивании шлак всплывает, сталь получается чистой. Рафинирование жидким синтетическим шлаком в ковше улучшает макроструктуру стали, удаляет до 70% серы. Этот способ нашел широкое применение при обработке конвертерной, мартеновской стали, а также электрометалла.
Вакуумная дегазация- один из наиболее распространенных способов повышения качества стали- заключается в удалении из стали водорода, кислорода и азота. При вакуумировании резко повышаются механические свойства сталей. основными способами вакуумной обработки являются вакуумирование в ковше, вакуумирование струи металла при переливе из ковша в ковш или при заливке в изложницу и др. Установлено, что при вакуумировании струи содержание водорода в металле снижается на 60-70%, а содержание азота- до 40%. В результате взаимодействия с углеродом металл очищается от кислородных оксидных включений.
Одним из наиболее распространенных способов вакуумирования является вакуумно-дуговой переплав в печах с расходуемым электродом. При этом выплавленную сталь переплавляют повторно в вакуумном пространстве с помощью электрической дуги. В результате оплавления металла в вакууме происходит дегазация и сталь приобретает новые, более высокие механические свойства.
Сущность вакуумирования в электроннолучевых печах заключается в том, что на переплавляемый металл, находящийся в вакуумной камере, направляют электронные лучи из катодов. В процессе воздействия высокой температуры металл расплавляется и рафинируется в вакууме.
Существенное влияние на свойства сталей оказывает легирование- намеренное введение в состав сплава соответствующих компонентов. Это приводит к изменению не только механических ,химических и технологических, но и специальных свойств сталей. Основными легирующими элементами являются: кремний, марганец, никель, хром, вольфрам, алюминий, молибден, ванадий, титан, кобальт, медь и другие металлы.
Различные легирующие элементы, водимые в сталь, неоднозначно влияют на ее свойства. Так, кремний является эффективным раскислителем и применяется при получении «спокойной» стали. Как легирующий элемент вводится в сталь для повышения ее прочности, стойкости к коррозии и жаростойкости.
Марганец- важнейший компонент стали. Применение его как легирующего элемента способствует повышению прокаливаемости стали характеризующей глубину закаленной зоны при термической обработке. При введении в сталь 10-12% марганца она размагничивается. Никель повышает прочность и ударную вязкость стали, увеличивает ее прокаливаемость и сопротивление коррозии. Хром повышает твердость и прочность , сохраняет ударную вязкость сталей, способствует сопротивлению на истирание, резко увеличивает стойкость к коррозии. При введении в сталь более 10% хрома она становится нержавеющей. Вольфрам повышает твердость легированных сталей и улучшает режущие свойства инструментальной стали. Алюминий повышает жаростойкость и коррозийную стойкость стали, а молибден- прочность, упругость, износостойкость и ряд специальных свойств стали. Ванадий повышает твердость, прочность и плотность стали.
На свойства стали влияет углерод, входящий в состав стали. С увеличением содержания углерода до 1.2% твердость и прочность сталей повышается, но снижается пластичность и ударная вязкость; при этом ухудшаются такие технологические свойства сталей, как ковкость, свариваемость, обработка резанием и др., одновременно улучшаются литейные свойства сталей.
1.3 Виды термической и химико-термической обработки и ее влияние на структуру и свойства стали
Термической обработкой деталей из металлов и сплавов называется тепловое воздействие с целью придания им необходимых свойств. Тепловое воздействие может сочетаться одновременно с химическим воздействием. Такие процессы относятся к химико-термическим.
Различают следующие виды термической обработки: отжиг, закалку, отпуск, старение.
Отжиг бывает 1-го и 2-го рода. Сущность отжига 1-го рода заключается в нагреве заготовок выше температуры фазового превращения с последующим медленным охлаждением. Различают следующие разновидности отжига 1-го рода:
гомогенизационный, применяемый для выравнивания структуры, особенно крупных стальных отливок, поковок;
реклисталлизационный, устраняющий изменения структуры, возникающие, в частности, в процессе обработки металлов давлением, при котором они получают наклеп, сопровождаемый заметным повышением твердости и снижением пластичности;
отжиг, снимающий или уменьшающий остаточные внутренние напряжения, возникающие при различных технологических операциях.
С помощью отжига 2-го рода, или полного отжига, изменяют структуру сплава и устраняют внутренние напряжения. Заготовки нагревают до температуры, пресыщающей на 30-50 градусов С температуру фазового превращения, и медленно охлаждают вместе с печью. Такой процесс термообработки проводят после штамповки, отливки заготовок, а также после черновой механической обработки с целью понижения твердости.
Разновидностью отжига 2-го рода является нормализация, при которой заготовки охлаждают на воздухе. В отдельных случаях нормализация улучшает обрабатываемость материалов резанием, вызывая некоторое повышение механической прочности.
Закалка- это процесс, осуществляемый для повышения твердости и прочности материала. При закалке заготовки нагревают выше температуры превращения и быстро охлаждают в воде, минеральном масле, растворах солей или в расплавленных солях (270-290 градусов С ). Тип охлаждающей среды определяет скорость охлаждения, которая влияет на получение той или иной структуры.
Большинство конструкционных сталей нагревают при закалке до температуры 850-900 градусов С, а охлаждают в воде, масле или соляных растворах. Охлаждение в расплавленных солях применяют для высоколегированных сталей, например инструментальных, быстрорежущих сталей, содержащих большое количество легирующих элементов.
В зависимости от температуры нагрева различают закалку полную и неполную. При полной закалке углеродистых сталей в холодной воде получают структуру мартенсита , имеющий весьма высокую твердость и большую хрупкость. Если охлаждение стали вести менее интенсивно, то можно получить менее твердые и напряженные структуры троосита. Для уменьшения хрупкости и внутренних напряжений, стали подвергают отпуску.
Отпуск- нагрев закаленных заготовок до температуры, лежащих ниже температуры фазового превращения, и охлаждения их на воздухе. Повышая температуру отпуска, можно повысить пластичность и вязкость материала при одновременном понижении твердости и прочности. Отпуск при высоких температурах нагрева называют улучшением.
Различают низкий, средний и высокий отпуск. Низкий отпуск, т. е. нагрев стали до небольшой температуры (150-200 градусов С), ведет к понижению остаточных внутренних напряжений при сохранении ее высокой твердости и износостойкости. Средний отпуск, сохраняя повышенную твердость, обеспечивает достаточную прочность, упругость и выносливость. Ее часто применяют при изготовлении пружин и рессор.
При высоком отпуске получают достаточно высокий предел упругости при достаточной ударной вязкости и твердости. В результате высокого отпуска получают структуру, которая необходима для деталей машин, подвергающихся действию высоких напряжений и ударным переменным нагрузкам ( для шатунов, болтов и др.).
При всех процессах получения заготовок деталей их материал приходит в напряженное состояние, характеризуемое определенным уровнем внутренних напряжений. Поэтому перед началом механической обработки или перед окончательными операциями технологического процесса механической обработки часто проводят старение, которое ускоряет релаксацию внутренних напряжений.
Различают естественное старение- длительное выдерживание деталей на складах при воздействии на них непрерывно изменяющихся атмосферных факторов, а также искусственное старение с нагревом заготовок в печах до температуры 100-150 градусов С и охлаждением вместе с печью.
Для ряда изделий из закаленных легированных сталей назначают термическую обработку при отрицательных температурах. В этом случае материал получает стабильную структуру и размеры и одновременно некоторое повышение твердости, износостойкости.
В качестве охлаждающей среды используется углекислота. Обработка холодом выполняется непосредственно после закалки, перед отпуском.
Химико-термическая обработка- тепловая обработка металлов в различных химически активных средах с целью изменения химического состава и структуры поверхностного слоя металла, повышающих его свойства.
В зависимости от элемента, насыщающего поверхность заготовки, различают следующие виды обработки: цементацию, азотирование, цианирование, диффузионную металлизацию.
Цементацией называется процесс насыщения углеродом поверхностного слоя заготовок из низкоуглеродистой ( до 0.3% С) стали для создания в них после термической обработки твердой поверхности при достаточной вязкости сердцевины. Различают цементацию в твердом карбюризаторе ( древесном угле с добавками различных углекислых солей), жидкую и газовую.
Поверхности заготовок, не подлежащие цементации, защищают омеднением, т. е. нанесением тонкого слоя меди и другими способами.
Азотирование- процесс диффузионного насыщения азотом поверхностного слоя заготовок, изготовленных из легированных сталей. Такие легирующие элементы, как алюминий, хром, молибден и др., при азотировании образуют с азотом твердые и стойкие химические соединения- нитриды. сталь металл защита коррозия
Азотирование протекает при более низкой температуре, нежели цементация, что является его преимуществом. Азотированная поверхность имеет более высокую твердость, износостойкость и коррозионную стойкость, которые сохраняются неизменными при повторных нагревах вплоть до 500-600 градусов С.
Цианирование заключается в одновременном насыщении поверхностей заготовок азотом и углеродом. Процесс цианирования может выполняться в жидкой и газовой среде. В зависимости от температуры цианирование подразделяется на низкотемпературное (530-650) и высокотемпературное (800-930). При цианировании используются ядовитые вещества.
Жидкостное цианирование осуществляется в ваннах, содержащих цианистые и нейтральные соли. При температуре, равной примерно 900 градусам С, поверхности незначительно насыщаются азотом и цианирование практически превращается в процесс цементации. Низкотемпературное цианирование незначительно отличается от азотирования. После цианирования детали подвергаются термической обработке.
Газовое цианирование, или нитроцементация, выполняется в газовй среде, состоящей из цементирующего и нитрирующего газов. При высокотемпературной нитроцементации глубина цианированного слоя может достичь 1.8 мм при длительности процесса 6-7 ч.
Диффузионная металлизация- это процесс насыщения поверхностного слоя заготовок различными химическими элементами при совместном их нагревании и выдержке. В зависимости от используемого элемента процессы металлизации получили названия: алитирование, хромирование и т. д.
Диффузионная металлизация может выполняться в твердых, жидких и газообразных средах. Этот процесс обеспечивает повышение твердости, коррозионной стойкости, жаростойкости и износостойкости поверхностей деталей.
Основным недостатком диффузионной металлизации является малая глубина металлизированного слоя (0.2-0.4 мм) при относительно большой длительности процесса.
2. Защита металлов от коррозии
2.1 Основные виды коррозии
Коррозией металлов называется их разрушение вследствие химического или электрохимического взаимодействия с окружающей средой.
По механизму протекания процесса различают два типа коррозии металлов: химическую и электрохимическую.
Химическая коррозия- это коррозийный процесс, протекающий в средах, не проводящий электрический ток. Химическая коррозия имеет место, например при высокотемпературном нагреве стали для горячей обработки давлением или термической обработки. При этом на поверхности металла образуются различные химические соединения- оксиды, сульфиды и другие- в виде пленки.
В отдельных случаях образовавшиеся при химической коррозии пленки, особенно сплошные, предохраняют металл от дальнейшей коррозии. Например, алюминий, олово, свинец, никель и хром способны к образованию на поверхности металлов плотных защитных пленок. пленки же на поверхности стальных и чугунных изделий непрочны, способны к растрескиванию и проникновению коррозии в глубь металла.
Электрохимическая коррозия обычно сопровождается протеканием электрического тока. Примерами могут служить ржавление металлических конструкций и изделий в атмосфере, корпусов судов и стальной арматуры гидросооружений в речной и морской воде и т. п.
Детальное рассмотрение механизмов химической и электрохимической коррозии показывает, что резкого различия между ними не существует. В ряде случаев возможен постепенный переход химической коррозии в электрохимическую и, наоборот, механизм коррозии металлов в растворах электролитов может иметь двоякий характер.
Коррозия по условиям протекания бывает следующая. Газовая- коррозия металла в газах при высоких температурах. Коррозия в неэлектролитах (например, коррозия стали в бензине). Атмосферная коррозия различных металлических конструкций на воздухе. Коррозия в электролитах- в проводящих электрический ток жидких средах. Почвенная (например, коррозия подземных трубопроводов). Коррозия внешним током или электрокоррозия (например, коррозия подземной трубы блуждающими токами). Контактная- электрохимическое разрушение металлов, происходящее в результате контакта различных металлов в электролите (например, коррозия деталей из алюминиевых сплавов, соприкасающихся с деталями из меди). Структурная- связанная со структурной неоднородностью металлов; например, ускорение коррозионного процесса чугуна в растворе серной кислоты в результате имеющихся в нем включений графита. Коррозия под напряжением, изменяющимся по значению и знаку, что часто вызывает коррозионную усталость- понижение предела выносливости металла. Коррозия при трении; например, разрушение шейки вала при вращении в морской воде. Щелевая, протекающая в узких щелях и зазорах между отдельными деталями. Биокоррозия- коррозия металлов под воздействием продуктов, выделяемых микроорганизмами, и пота рук человека.
По характеру коррозионных процессов и месту их распределения различают сплошную, местную и межкристаллитную коррозию. Сплошная коррозия характеризуется тем, что металлическое изделие разрушается почти равномерно и коррозия охватывает всю его поверхность. Этот вид коррозии сравнительно легко поддается контролю и оценке.
Местная коррозия обычно бывает сосредоточенна на отдельных участках поверхности изделия. Это более опасный вид коррозии, так как распространяется на значительную глубину, а следовательно, приводит к потере работоспособности изделий. Чаще всего этот вид коррозии наблюдается в местах механических повреждений поверхности изделий.
При межкристаллитной коррозии процесс разрушения начинается с поверхности изделия и распространяется в глубь его, в основном по границам зерен. Межкристаллитная коррозия вызывает хрупкость металла и значительное снижение его несущей способности. Этот часто встречающийся на практике вид коррозии является весьма опасным и обычно имеет место при термической обработке металлов или сварке.
Степень коррозийной стойкости сталей существенно зависит от содержания углерода. Так, с уменьшением содержания углерода в легированной хромоникелевой стали марки Х18Н9 до 0.015% практически устраняется склонность ее к межкристаллитной коррозии.
2.2 Методы защиты металлов от коррозии, их эффективность
Существуют многочисленные способы защиты металлов от коррозии. Выбор того или иного способа определяется конкретными условиями работы и хранения металлических изделий. Применяются следующие способы защиты: легирование сталей, нанесение металлических покрытий, электрохимическая защита.
Легирование наиболее надежно защищает металл от коррозии, причем наиболее эффективно в условиях воздействия механических напряжений и коррозийной среды. Легирование позволяет предотвратить и коррозийное растрескивание изделий.
Так, например, к группе сталей с особыми химическими свойствами относят коррозионно-стойкие стали. Их получают путем введения в углеродистые и низколегированные стали значительных добавок хрома или хрома и никеля. При содержании хрома 13, 17 и 25% хромистые стали являются не только коррозионно-, но и жаростойкими. Хромоникелевые стали обладают большей коррозионной стойкостью, чем хромистые, и находят широкое применение в химической промышленности.
Механизм защиты сталей от коррозии их легированием различен и связан либо с повышением коррозионной стойкости всего объема металла, либо с образованием на поверхности изделия защитных пленок.
Металлические покрытия наносят на поверхность изделия тонким слоем металла, обладающего достаточной стойкостью в данной среде. Металлические покрытия придают также поверхностным слоям металлоизделий требуемую твердость, износостойкость. Различают два типа металлических покрытий- анодное и катодное. Для железоуглеродистых сплавов таким анодным покрытием может служить покрытие из цинка и кадмия. В воде и во влажном воздухе цинк покрывается слоем основной углекислой соли белого цвета, защищающим его от дальнейшего разрушения. Широкое применение получили цинковые покрытия для защиты арматуры, труб и резервуаров от действия воды и горячих жидкостей.
Металлические покрытия наносят различными способами. Наиболее часто применяется горячий метод, гальванизация и металлизация.
При горячем методе изделие погружают в расплавленный металл, который смачивает его поверхность и покрывает тонким слоем. Затем изделие вынимают из ванны и охлаждают. Таким методом изделие покрывают слоем олова или цинка. Лужение применяют при изготовлении белой жести, при устройстве покрытий на внутренних поверхностях пищевых котлов и других изделий. Цинкованием предохраняют от коррозии, например, кровельное железо, водопроводные трубы.
При гальваническом способе металлические изделия помещают в гальваническую ванну. Под действием электрического тока на поверхности изделия происходит катодное осаждение пленки защитного металла. Толщину гальванического покрытия можно регулировать в широких пределах.
Покрытия получают также распылением расплавленного металла с помощью специальных металлизационных пистолетов и напылением на его поверхность защищаемого металла. Этот вид защиты используют для крупногабаритных конструкций: ж./д мостов и т. д. В качестве защитного металла используют алюминий, цинк, хром, коррозионно-стойкие стали.
Неметаллические покрытия выполняются из лаков, красок, эмалей и др. веществ и изолируют изделие от воздействия внешней среды. Эти покрытия имеют преимущество перед металлическими. Они легко наносятся на изделие, хорошо закрывают поры, не изменяют свойств металла и являются относительно дешевыми. При хранении и перевозке изделий металлические изделия покрывают специальными смазочными материалами, минеральными маслами и жирами. Для защиты изделий, работающих в высокоагрессивных средах, применяют пластмассовые покрытия из винипласта, поливинилхлорида.
Химические покрытия- защитные оксидные иные пленки- создаются при воздействии на металл сильных химических реагентов. Широко применяются также оксидирование и фосфатирование металлоизделий.
Оксидирование заключается в создании на поверхности изделия оксидной пленки, обладающей большой коррозийной стойкостью. Наиболее широко применяют оксидирование для защиты от коррозии изделий из алюминия и его сплавов.
Фосфатирование стальных изделий заключается в создании поверхностного слоя из фосфатов марганца и железа. Фосфатные покрытия используются в дальнейшем в качестве подслоя. Фосфатные покрытия часто применяются в сочетании со смазочными материалами для уменьшения трения при обработке металлов давлением, волочением, для хорошей приработке трущихся деталей машин.
В отдельных случаях прибегают к защите металлов от коррозии при помощи протекторов. Сущность протекторной защиты заключается в том, что к поверхности защищаемого изделия прикрепляют протекторы- куски металла. Образуется гальваническая пара , в которой анод- протектор, катод- изделие. В результате протектор разрушается, защищая изделие. Таким образом защищают, например, подводные металлические части кораблей, прикрепляя к ним пластины цинка.
2.3 Народнохозяйственное значение борьбы с коррозией
Одним из основных факторов, определяющих долговечность машин и оборудования, является коррозия металлов. Потери от коррозии можно разделить на прямые и косвенные. Прямые потери- это стоимость заменяемых изделий, затраты на защитные мероприятия и безвозвратные потери металла вследствие коррозии. По подсчетам специалистов, безвозвратные потери металла в мировом масштабе составляют в настоящее время около 10. 15% от объема производства стали. Косвенные потери продукта в результате утечек, снижение производительности агрегата, загрязнение продуктами коррозии целевого продукта и т. п.
Значительная часть мощности предприятий черной металлургии затрачивается на восполнение потерь металла вследствие коррозии. Однако это далеко не полностью отражает действительный ущерб, связанный с выходом из строя изделий из металла. Значительные потери обусловлены авариями оборудования, простоями его, потерями и отходами в металлообработке, нарушениями качества продукции и в конечном счете повышением ее себестоимости и снижением производительности труда. Поэтому экономия металла, повышение качества металлов и металлоизделий, уменьшение коррозионных потерь- непременное условие повышения эффективности производства и качества продукции, которое должно обеспечиваться в государственном масштабе.
Список использованной литературы
1. Основы технологии важнейших отраслей промышленности. Под редакцией И. В. Ченцова.
Часть 1. Минск «Вышэйшая школа» 1989г.
2. Технология важнейших отраслей промышленности. Под редакцией А. М. Гинберга и Б. А. Хохлова. Москва «Высшая школа» 1985г.
3. Товароведение промышленного сырья и материалов. И. У. Акимов. Ташкент «Укитувчи» 1989г.
Размещено на Allbest.ru
Подобные документы
Трубы (газо- и нефтепроводы) и основные требования к ним. Влияние параметров контролируемой прокатки на структуру и свойства низкоуглеродистой низколегированной стали 10Г2ФБ. Влияние исходной структуры стали после дополнительной термической обработки.
курсовая работа [1,5 M], добавлен 02.07.2012
Требования к конструкционным материалам. Экономические требования к материалу определяются. Марки углеродистой стали обыкновенного качества. Углеродистые качественные стали. Цветные металлы и сплавы. Виды термической и химико-термической обработки стали.
реферат [1,2 M], добавлен 17.01.2009
Методика производства стали в конвейерах, разновидности конвейеров и особенности их применения. Кристаллическое строение металлов и её влияние на свойства металлов. Порядок химико-термической обработки металлов. Материалы, применяющиеся в тепловых сетях.
контрольная работа [333,8 K], добавлен 18.01.2010
Описание работы зубчатого колеса и предъявляемые к нему требования. Химический состав, механические свойства и температуры критических точек стали 18ХГТ. Технология химико-термической обработки зубчатого колеса из стали 18ХГТ, контроль качества.
контрольная работа [3,1 M], добавлен 29.11.2014
Влияние легирующих элементов на свойства стали. Состав, свойства и методы термической обработки хромистых сталей с повышенной прочностью и стойкостью против коррозии в агрессивных и окислительных средах. Технологии закалки окалиностойких сильхромов.
реферат [226,9 K], добавлен 22.12.2015
Источник



