Реферат на тему «Методы контроля качества товаров и правила отбора проб из партий»
Профессиональное образовательное учреждение
«Уральский региональный колледж»
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА ТОВАРОВ И ПРАВИЛА ОТБОРА ПРОБ ИЗ ПАРТИЙ
МДК 04.01 ОСНОВЫ КОНТРОЛЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ФУНКЦИОНИРОВАНИЯ ЛОГИСТИЧЕСКИХ СИСТЕМ И ОПЕРАЦИЙ
38.02.03 Операционная деятельность в логистике
Обучающийся гр. ОЛ-320 ____________ Буланова Дарья Юрьевна
Оценка за выполнение и защиту работы ______________
Проверила __________ Хабирова Зоя Кадыровна
1. Основные понятия по контролю качества 4
2. Правила и порядок отбора проб 6
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ 10
Качество – комплексное понятие, характеризующее эффективность всех сторон деятельности:
а) Разработка стратегии;
б) Организация производства;
в) Маркетинг и др.
Исследования, проведенные в ряде стран, показали, что в компаниях, мало уделяющих внимания качеству, до 60% процентов времени может уходить на исправление брака.
Значение повышения качества достаточно многообразно. Решение этой проблемы на микроуровне важно и для экономики в целом, т. к. позволит установить новые и прогрессивные пропорции между ее отраслями и внутри отраслей. Достаточно высокая надежность приобретенного потребителем оборудования обеспечит пропорциональность производственного процесса, что важно для предотвращения аварийных и внеплановых выходов оборудования из строя, возникновения “узких” мест.
Если не уделять серьезного внимания качеству, потребуются значительные средства на исправление дефектов. Гораздо больший эффект будет достигнут путем разработки долгосрочных программ по предотвращению дефектов.
До недавнего времени считалось, что качеством должны заниматься специальные подразделения. Переход к рыночной экономике обусловливает необходимость изучения опыта ведущих фирм мира по достижению высокого качества. Ведущие фирмы стран с развитой рыночной экономикой считают, что на достижение качества должны быть нацелены все службы. Ключевую роль в повышении качества играют требования потребителей, информация о неисправностях, просчетах и ошибках, оценки потребителей.
1 ОСНОВНЫЕ ПОНЯТИЯ ПО КОНТРОЛЮ КАЧЕСТВА
Качество – это неотъемлемая часть продукта и/или услуги, которая занимает особо важное значение в предпринимательской деятельности. И не секрет, что для того, чтобы компании «выжить» в конкурентной среде нужно производить только качественный товар и/или услуги. Каждый знает, что потребитель предпочтительнее отнесется к товару и/или услуге высокого качества.
Контроль качества — это проверка соответствия показателей качества установленным требованиям. Требования, предъявляемые к показателям качества, определены в соответствующих нормативных документах (стандартах, нормах, правилах и др.) или в технических условиях. При совершении сделок к этим документам приравниваются условия контракта в разделе «Требования к качеству. Основные и Особые условия поставки» и пр.
Контроль качества в зависимости от этапа жизненного цикла товара осуществляется на стадиях производства (производственный контроль) и эксплуатации (эксплуатационный контроль).
По месту в процессе производства контроль качества делится на:
а) Входной контроль — осуществляется для всей входящей продукции, которая предназначается для изготовления, ремонта или эксплуатации продукции. Например, контроль сырья и полуфабрикатов на производстве относится к входному контролю. Приемку товаров по качеству на предприятии торговли также можно отнести к входному контролю;
б) Операционный контроль — проводится во время выполнения или после завершения технологической операции при производстве изделий. Основная цель такого контроля — предотвратить появление дефектов в процессе изготовления и выявить причины их появления.
По результатам приемочного контроля выносится решение о пригодности продукции к поставкам и/или к ее использованию.
По срокам проведения контроль делится на:
а) Непрерывный контроль — информация о контролируемых параметрах поступает постоянно. Он нужен при нестабильном технологическом процессе производства, при частых сменах рецептуры, при влиянии многих случайных факторов на контролируемые параметры и пр.
б) Периодический контроль — поступление информации о контролируемых параметрах происходит через определенные интервалы времени.
в) Летучий контроль — проводится в случайное время. Эффективность летучего контроля обусловливается его внезапностью, правила обеспечения которой должны быть специально разработаны. Летучий контроль выполняется непосредственно на месте изготовления, ремонта, хранения и т.п.
По характеру влияния на объект контроль может быть разрушающий и неразрушающий.
По полноте охвата контролируемых изделий контроль разделяется на:
а) Сплошной — проверяется каждая единица продукции в партии. Сюда относится, например, разбраковка товаров в торговле, оценка дефектности штучных изделий и пр. Сплошной контроль возможен только при использовании неразрушающих методов испытаний.
б) Выборочный — производится контроль выборки (пробы) из партии продукции для получения информации о признаках в партии. Использование такого контроля приводит к уменьшению штата контролеров, длительности и стоимости контроля.
2 ПРАВИЛА И ПОРЯДОК ОТБОРА ПРОБ
От правильности отбора проб зависит достоверность определения качества всей товарной партии, так как результаты оценки пробы переносятся на партию целиком.
Сложность отбора проб обусловлена единством и противоположностями целого и его частей. В любой партии товаров есть единичные экземпляры с повышенным, средним, а иногда и с низким качеством. Соотношение таких товаров в каждой партии индивидуально и случайно. Поэтому важно, чтобы проба обладала определенной степенью достоверности, аналогичной с товарной партией, из которой она отобрана, неоднородностью. Для этого должны быть выполнены следующие требования: оптимальные размеры пробы; представительность пробы; единообразие операций по отбору проб.
Проба — минимально допустимая часть товарной партии, отобранная из нее по установленным правилам и предназначенная для оценки качества по установленным или оговоренным заранее правилам.
Выборка — определенное минимально-допустимое количество упакованных единиц, составляющих представительную часть товарной партии и отобранных для составления исходной пробы, предназначенное для оценки (контроля, испытаний) качества по установленным или заранее оговоренным правилам.
Объем выборки (количество образцов, масса или мера проб), способы упаковки и хранения отобранных образцов (проб) должны соответствовать требованиям нормативной и технической документации.
Правила отбора устанавливают размер единичных и совокупных проб и выборок в зависимости от размера товарной партии, методики отбора проб и выборок, с указанием места их изъятия, размера проб для разных испытаний.
Для характеристики проб используются следующие понятия: точечная, объединенная, исходная проба, средний образец, навеска.
Точечная проба — это единичная проба определенного размера, отбираемая из одного места товарной партии. Размер проб в зависимости от объекта и назначения колеблется от нескольких миллиграмм до килограмма. Для отбора точечных проб применяют различные приспособления — отборники, щупы.
Объединенная проба — это совокупность точечных проб, отобранных от одной товарной партии. Размер объединенной пробы зависит от количества точечных проб, а представительность — от того, насколько установленные правилами количество проб и места их отбора позволили сформировать образец, отражающий действительное качество всей партии с определенной степенью достоверности (или в пределах допустимой погрешности).
Исходная проба — это установленная часть объединенной пробы или совокупность выборок, предназначенная для определения качества товарной партии.
Средний образец — это часть исходного образца, отобранного для проведения лабораторных испытаний.
Навеска — это часть средней пробы, выделенная для определения отдельных показателей качества товара.
Отобранные образцы (пробы) должны быть упакованы и опломбированы пломбой организации.
По результатам отбора эксперт составляет акт установленной формы, который подписывается экспертом и уполномоченным представителем заявителя.
При необходимости оформляется акт сдачи-приема в установленной форме.
Отобранные образцы (пробы) передаются по заявке на испытания в испытательную лабораторию. Они должны быть оформлены этикеткой, в которой указывается наименование товара, даты отбора образцов (проб), размера партии и других данных, указывающих на принадлежность отобранных образцов (проб) к предъявленной на экспертизу партии. Образцы должны быть опломбированы или опечатаны.
В обязательном порядке оформляется акт отбора образцов (проб), который вместе с отобранным образцом (пробой) эксперт передает заказчику экспертизы для отправки на испытание или для хранения в качестве арбитражного образца (пробы).
Современные подходы к управлению качеством предполагают внедрение системы контроля показателей качества продукта на всех этапах его жизненного цикла, начиная от проектирования, и заканчивая послепродажным обслуживанием.
Основная задача контроля качества — не допустить появления брака. Поэтому в ходе контроля проводится постоянный анализ заданных отклонений параметров продукции от установленных требований. В том случае, если параметры продукции не соответствуют заданным показателям качества, система контроля качества поможет оперативно выявить наиболее вероятные причины несоответствия и устранить их.
Источник
Реферат: Классификация методов контроля качества
Название: Классификация методов контроля качества Раздел: Рефераты по государству и праву Тип: реферат Добавлен 12:20:53 05 июля 2011 Похожие работы Просмотров: 5149 Комментариев: 18 Оценило: 3 человек Средний балл: 5 Оценка: неизвестно Скачать
Введение
Под контролем качества понимается проверка соответствия количественных или качественных характеристик продукции или процесса, от которого зависит качество продукции, установленным техническим требованиям.
Контроль качества продукции является составной частью производственного процесса и направлен на проверку надежности в процессе ее изготовления, потребления или эксплуатации.
Суть контроля качества продукции на предприятии заключается в получении информации о состоянии объекта и сопоставлении полученных результатов с установленными требованиями, зафиксированными в чертежах, стандартах, договорах поставки и других документах.
Контроль предусматривает проверку продукции в самом начале производственного процесса и в период эксплуатационного обслуживания, обеспечивая в случае отклонения от регламентированных требований качества, принятие корректирующих мер, направленных на производство продукции надлежащего качества, надлежащее техническое обслуживание во время эксплуатации и полное удовлетворение требований потребителя. Таким образом, контроль продукции включает в себя такие меры на месте ее изготовления или на месте ее эксплуатации, в результате которых допущенные отклонения от нормы требуемого уровня качества могут быть исправлены еще до того, как будет выпущена дефектная продукция или продукция, не соответствующая техническим требованиям.
1. Качество продукции как фактор повышения конкурентоспособности товара.
Конкурентоспособность товара — это совокупность характеристик продукта и сопутствующих его продаже и потреблению услуг, отличающих его от продуктов- аналогов по степени удовлетворения потребностей потребителя, по уровню затрат на его приобретение и эксплуатацию. Это способность товара соответствовать ожиданиям потребителей, способность товара быть проданным.
Качество товара является основной составляющей его конкурентоспособности. При определении качества продукта следует пытаться выделить наиболее предпочтительные свойства товара для потребителя. Следует иметь в виду, что придать все желаемые качества товару практически невозможно, да и не имеет смысла с точки зрения требований конкретных сегментов рынка, а также с точки зрения обеспечения эффективности предпринимательской деятельности фирмы в целом.
Качество включает в себя множество компонентов. Прежде всего к ним относятся технико-экономические показатели качества продукции, а также качество технологии ее изготовления и эксплуатационные характеристики. Показатели назначения продукции, надежности и долговечности, трудоемкости, материалоемкости, наукоемкости — определяющие в этом ряду.
В последние годы все большее значение приобретают и такие свойства и характеристики продукции, как экологические, эргономические, эстетические. Экологические показатели характеризуют соответствие товара требованиям защиты окружающей среды и основываются на рациональном и бережном природопользовании. Эргономические связаны с учетом свойств и особенностей человеческого организма и призваны соблюдать гигиенические (освещенность, токсичность, шум, вибрация, запыленность и др.), антропометрические (соответствие формы и конструкции изделия размерам и конфигурации человеческого тела), физиологические, психологические и другие требования. Эстетические показатели определяют внешнюю форму и вид продукции, ее дизайн, привлекательность, выразительность, эмоциональность воздействия на потребителя и т.д.
При определении уровня качества товара следует учитывать нормативные составляющие: соответствие продукции обязательным стандартам качества, принятым в законодательном порядке в странах- партнерах, куда предполагается се поставлять. Это особенно важно в связи с тем, что уже сам по себе факт несоответствия выпускаемого изделия принятым на конкретном рынке стандартам качества снимает вопрос о возможности поставки и сводит на нет всю остальную работу по повышению уровня качества изделия. Таким образом, при планировании выхода на новый рынок в первую очередь следует получить информацию по утвержденным в законодательном порядке или принятым в торговой практике стандартам качества и учесть их в работе по совершенствованию продукта. Особенному ужесточению подлежат в настоящее время в большинстве стран стандарты качества, обеспечивающие экологическую чистоту, высокую степень унификации продукции, меры безопасности и защиты здоровья человека.
Важным критерием определения качества изделия и соответственно его конкурентоспособности является обеспечение патентной чистоты и патентной защиты товара. Патентная чистота обеспечивается, если оригинальные технические решения, использованные при производстве данного товара, осуществлены только разработчиками предприятия- изготовителя или основаны на приобретенной у других фирм соответствующей лицензии и не подпадают под действие патентов в конкретных странах. При наличии лицензионного соглашения, позволяющего производить продукцию по данной технологии, предприятие-изготовитель может ее производить для продажи, как правило, только на своем внутреннем рынке, если в соглашении не было специально оговорено право поставки товара на экспорт. Если в какой-либо стране данный товар запатентован не нашей фирмой, мы не можем его там продавать, — в противном случае предприятие будет подвергнуто суровому штрафу. Отсутствие патентной чистоты делает продукцию неконкурентоспособной на соответствующем рынке и служит серьезным препятствием к развитию экспортной деятельности.
Под контролем качества понимается проверка соответствия количественных или качественных характеристик продукции или процесса, от которого зависит качество продукции, установленным техническим требованиям.
Контроль качества продукции является составной частью производственного процесса и направлен на проверку надежности в процессе ее изготовления, потребления или эксплуатации.
Суть контроля качества продукции на предприятии заключается в получении информации о состоянии объекта и сопоставлении полученных результатов с установленными требованиями, зафиксированными в чертежах, стандартах, договорах поставки, ТЗ. НТД, ТУ и других документах.
Контроль предусматривает проверку продукции в самом начале производственного процесса и в период эксплуатационного обслуживания, обеспечивая в случае отклонения от регламентированных требований качества, принятие корректирующих мер, направленных на производство продукции надлежащего качества, надлежащее техническое обслуживание во время эксплуатации и полное удовлетворение требований потребителя. Таким образом, контроль продукции включает в себя такие меры на месте ее изготовления или на месте ее эксплуатации, в результате которых допущенные отклонения от нормы требуемого уровня качества могут быть исправлены еще до того, как будет выпущена дефектная продукция или продукция, не соответствующая техническим требованиям. Недостаточный контроль на этапе изготовления серийной продукции ведет к возникновению финансовых проблем и влечет за собой дополнительные издержки. Контроль качества включает:
• входной контроль качества сырья, основных и вспомогательных материалов, полуфабрикатов, комплектующих изделий, инструментов, поступающих на склады предприятия;
• производственный пооперационный контроль за соблюдением установленного технологического режима, а иногда и межоперационную приемку продукции;
• систематический контроль за состоянием оборудования, машин, режущего и измерительного инструментов, контрольно-измерительных приборов, различных средств измерения, штампов, моделей испытательной аппаратуры и весового хозяйства, новых и находящихся в эксплуатации приспособлений, условий производства и транспортировки изделий и другие проверки;
• контроль моделей и опытных образцов;
• контроль готовой продукции (деталей, мелких сборочных единиц, подузлов, узлов, блоков, изделий).
Особое место в управлении качеством продукции занимает контроль качества. Именно контроль как одно из эффективных средств достижения намеченных целей и важнейшая функция управления способствует правильному использованию объективно существующих, а также созданных человеком предпосылок и условий выпуска продукции высокого качества. От степени совершенства контроля качества, его технического оснащения и организации во многом зависит эффективность производства в целом.
Именно в процессе контроля осуществляется сопоставление фактически достигнутых результатов функционирования системы с запланированными. Современные методы контроля качества продукции, позволяющие при минимальных затратах достичь высокой стабильности показателей качества, приобретают все большее значение.
Контроль – это процесс определения и оценки информации об отклонениях действительных значений от заданных или их совпадении и результатах анализа. Контролировать можно цели (цель/цель), ход выполнения плана (цель/будет), прогнозы (будет/будет), развитие процесса (будет/есть).
Предметом контроля может быть не только исполнительская деятельность, но и работа менеджера. Контрольная информация используется в процессе регулирования. Так говорят о целесообразности объединения планирования и контроля в единую систему управления (Controlling): планирование, контроль, отчетность, менеджмент.
Контроль осуществляется лицами, прямо или косвенно зависящими от процесса. Проверка (ревизия) – это контроль лицами, не зависящими от процесса.
Процесс контроля должен пройти следующие стадии:
1. Определение концепции контроля (всеобъемлющая система контроля «Controlling» или частные проверки);
2. Определение цели контроля (решение о целесообразности, правильности, регулярности, эффективности процесса правления);
3. Планирование проверки:
а) объекты контроля (потенциалы, методы, результаты, показатели и т.д.);
10. Оценка решения (анализ отклонений, локализация причин, установление ответственности, исследование возможностей исправления, меры по устранению недостатков).
Виды контроля различают по следующим признакам:
1. По принадлежности субъекта контроля к предприятию: внутренний; внешний;
2. По основанию для проведения контроля: добровольный; по закону; по Уставу.
3. По объекту контроля: контроль за процессами; контроль за решениями; контроль за объектами; контроль за результатами.
4. По регулярности: системный; нерегулярный; специальный.
Контроль качества должен подтверждать выполнение заданных требований к продукции, включая в себя:
· входной контроль (материалы не должны использоваться в процессе без контроля; проверка входящего продукта должна соответствовать плану качества, закрепленным процедурам и может иметь различные формы);
· промежуточный контроль (организация должна иметь специальные документы, фиксирующие процедуру контроля и испытаний внутри процесса, и осуществлять этот контроль систематически);
· окончательный контроль (предназначен для выявления соответствия между фактическим конечным продуктом и тем, который предусмотрен планом по качеству; включает в себя результаты всех предыдущих проверок и отражает соответствие продукта необходимым требованиям);
· регистрация результатов контроля и испытаний (документы о результатах контроля и испытаний предоставляются заинтересованным организациям и лицам).
Особым видом контроля являются испытания готовой продукции. Испытание – это определение или исследование одной или нескольких характеристик изделия под воздействием совокупности физических, химических, природных или эксплуатационных факторов и условий. Испытания проводятся по соответствующим программам. В зависимости от целей существуют следующие основные виды испытаний:
· предварительные испытания – испытания опытных образцов для определения возможности приемочных испытаний;
· приемочные испытания – испытания опытных образцов для определения возможности их постановки на производство;· приемо-сдаточные испытания – испытания каждого изделия для определения возможности его поставки заказчику;
· периодические испытания – испытания, которые проводят 1 раз в 3-5 лет для проверки стабильности технологии производства;· типовые испытания – испытания серийных изделий после внесения существенных изменений в конструкцию или технологию.
Точность измерительного и испытательного оборудования влияет на достоверность оценки качества, поэтому обеспечение его качества особенно важно.
При управлении контрольным, измерительным и испытательным оборудованием организация должна:
· определить, какие измерения должны быть сделаны, какими средствами и с какой точностью; · оформить документально соответствие оборудования необходимым требованиям; · регулярно проводить калибровку (проверку делений прибора); · определить методику и периодичность калибровки; · документально оформлять результаты калибровки;
· обеспечить условия применения измерительной техники с учетом параметров окружающей среды; · устранять неисправные или непригодные контрольно-измерительные средства; · производить регулировку оборудования и программного обеспечения с помощью только специально обученного персонала.
Прохождение контроля и испытаний продукции должно подтверждаться наглядно (например, с помощью этикеток, бирок, пломб и т.д.). Те продукты, которые не соответствуют критериям проверки, отделяются от остальных.
Также необходимо определить специалистов, ответственных за проведение такого контроля и установить их полномочия.
2. Классификация методов контроля качества
Стандартом на термины и определения в области испытаний и контроля качества продукции понятие контроль формулируется как проверка соответствия качества продукции (изделия) установленным требованиям.
Технический контроль проводится с целью:
получения первичной информации о фактическом состоянии объекта и показателях его качества;
сопоставления первичной информации с заранее установленными в технической документации требованиями, критериями, нормами. Полученная таким образом информация об отклонении фактических показателей качества от заданных, называется вторичной.
Вторичная информация используется для выработки управляющего решения и направлена на объект контроля. При этом решается главная задача управления качеством — совершенствование конструкции изделия и сведение к минимуму выявленных отклонений в технологическом процессе.
Методы контроля — это совокупность правил применения определенных принципов для осуществления контроля: технология проведения, количество контролируемых параметров, требуемая точность измерений.
Средства контроля — это изделия (контрольные и исполнительные стенды, измерительная и регастрирующая аппаратура и т.п.) и материалы, применяемые при контроле.
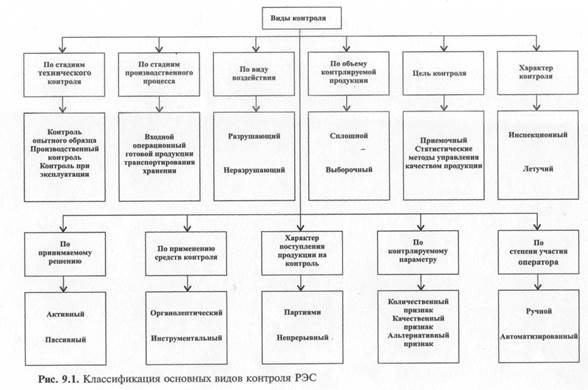
Классификационная группировка контроля по определенному признаку называется видом контроля. Классификация основных видов контроля качества продукции представлена в таблице 1 и схеме, показанной на рис. 1.
Таблица 1 – Виды контроля РЭСИ
Стадия технического контроля
Контроль опытного образца, производственный контроль, контроль при эксплуатации
Стадия производственного процесса
Входной, операционный, контроль качества готовой продукции, транспортирования, хранения
Объем контролируемой продукции
Приемочный. Управление качеством продукции
Применение средств контроля
Органолептический, визуальный, инструментальный
Характер поступления продукции на контроль
По количественному признаку, по качественному признаку, по альтернативному признаку
Степень участия оператора в контроле
В зависимости от технической сложности контролируемых изделий различают сплошной контроль , при котором контролируется каждая единица продукции (например, проверка качества функционирования бортовой радиолокационной станции самолета, компьютерной техники, систем управления и т.п.), и выборочный , при котором решение о качестве контролируемой продукции принимается по результатам проверки одной или нескольких выборок из большой партии продукции (микросхем, резисторов, трансформаторов, плат, приборных корпусов, штампованных или пластмассовых литых деталей и т.д.).
В зависимости от возможностей дальнейшего использования проконтролированной продукции методы контроля подразделяются на разрушающие и неразрушающие.
Разрушающий контроль применяется для оценки показателей качества материалов, деталей, сборочных единиц и изделий в целом. После проведения разрушающего контроля продукция считается непригодной для дальнейшего использования по назначению.
Неразрушающий контроль осуществляется такими методами, которые не оказывают влияния на работоспособность изделия (например, электрических параметров, цветовых, звуковых параметров и качества изображения телевизоров, проверка качества компьютерной техники и т.п.). Поэтому после проведения неразрушающего контроля изделие считается, в случае положительных результатов, годным к эксплуатации.
По цели контроля различают приемочный контроль продукции ( не обязательно готовой), по результатам которого принимается решение о ее пригодности к поставкам или к использованию, и контроль технологических процессов на соответствие качества выпускаемой продукции заданным техническим требованиям.
Последний вид контроля включает в себя задачи статистического контроля технологических процессов.
В зависимости от стадии производственного процесса выделяют:
— входной контроль качества – контроль сырья, полуфабрикатов, покупных изделий, в том числе и комплектующих, деталей, сборочных единиц и изделий, получаемых предприятием по кооперации;
— операционный контроль – операционный контроль деталей, сборочных единиц в ходе технологического процесса (во время выполнения или после завершения определенной операции.
Операционный контроль направлен на своевременное выявление дефектных деталей и сборочных единиц, с тем, чтобы они не попадали на последующие технологические операции технологического процесса. Этот вид контроля не только для выявления таких дефектных деталей, но и для определения характера и причин отклонения от требований конструкторской и технологической документации при изготовлении изделий, а также для разработки мероприятий по обеспечению качества технологического процесса и качества выпускаемых изделий. К сфере деятельности инженера-технолога относится главным образом, операционный контроль, осуществляемый с помощью выборок методом математической статистики. Метод выборок позволяет также своевременно определить систематические погрешности технологического процесса и сводить их к минимуму.
— контроль качества готовой продукции (приемочный контроль) имеет целью проверку качества выпускаемой продукции, ее составляющих, требованиям нормативно-технической документации и принятие решения о ее пригодности к поставкам и применению в эксплуатации.
В процессе приемочного контроля, проводимого работниками ОТК, проверяют: качество сборки, наладки, регулировки готовых изделий, их комплектность, наличие сопроводительной, технической и эксплуатационной документации, маркировку и упаковку.
По характеру организации контроль подразделяется на инспекционный и летучий.
Инспекционный контроль выполняется специально уполномоченными сотрудниками ОТК в целях проверки эффективности ранее выполненного контроля. Его проводят в случаях необходимости проверки качества работы ОТК. Инспекционный контроль может осуществляться представителями заказчика при приемке особо важных видов продукции.
Летучий контроль проводится с произвольной периодичностью и также носит инспекционный характер. Летучим контролем охватываются все стороны деятельности предприятия по выпуску контролируемой продукции, не предусмотренные «Перечнем обязательных контрольных операций».
По принимаемым решениям различают активный и пассивный контроль . Под активным контролем подразумеваются конкретные меры по улучшению качества продукции или технологического процесса. Пассивный контроль связан только с фиксацией брака.
По средствам контроля и методам получения статистических данных различают: визуальный , органолептический и инструментальный контроль. Органолептический метод, как было показано выше, основан на получении информации об объекте контроля посредством рецепторов человека-оператора. Визуальный контроль, в силу своего широкого распространения, выделен из органолептического в самостоятельный вид контроля. Наиболее совершенным из средств измерения является инструментальный контроль, осуществляемый с помощью разнообразных технических средств измерений.
По характеру поступления продукции на контроль он может быть непрерывным (контроль изделий на конвейере, в поточном производстве), или осуществляться по партиям (выборкам).
В зависимости от контролируемого параметра контроль подразделяется по количественному, качественному и альтернативному признакам. Контроль по количественным признакам — это технологические операции измерения значений физических величин (параметров) с применением технических средств измерений. В условиях производства из контроля по качественным признакам выделен самый простой метод — «годен — брак» и называется альтернативным.
По степени участия оператора в процессе контроля выделяют ручной контроль и автоматизированный.
Ручной контроль подразумевает индивидуальный контроль с применением индивидуальных средств контроля параметров РЭСИ оператором-контролером.
При автоматизированном контроле применяются автоматизированные системы контроля, которые обеспечивают проведение контроля оператором-контролером с использованием автоматизированных средств контроля или автоматических систем контроля, которые обеспечивают проведение контроля с использованием автоматических измерительных средств без участия оператора-контролера.
В зависимости от того, на каких стадиях разработки и производства проводится контроль, он подразделяется на контроль разработки изделия, производственный контроль и эксплуатационный контроль.
Контроль разработки изделия предполагает контроль соответствия разработанной конструкторско-технологической документации техническим заданиям и требованиям ECKD и ECTD, а также контроль качества опытного образца.
Производственный контроль предусматривает, прежде всего, контроль качества технологических процессов (их параметров), контроль технологического инструмента, материалов, контроль организации производства, а также затрагивает контроль комплектности, упаковки и маркировки изделия.
Эксплуатационный контроль предполагает проверку соблюдения организационных и технологических требований, эксплуатационной и ремонтной документации. Объектами эксплуатационного контроля являются эксплуатируемые изделия РЭСИ и технологические процессы их эксплуатации.
Заключение
Вопросам управления качеством посвящено много исследований ученых различных стран, накоплен значительный опыт в области менеджмента качества. Поэтому важно обобщить основные положения теории и практики в данной области.
Российские предприятия пока еще имеют отставания в области применения современных методов менеджмента качества. Между тем повышение качества несет поистине колоссальные возможности. Однако повышение качества невозможно без изменения отношения к качеству на всех уровнях. Призывы к повышению качества не могут быть реализованы, если руководители различных уровней не станут относиться к качеству как образу жизни. К управлению качеством необходим системный подход.
Система управления качеством представляет собой совокупность управленческих органов и объектов управления, мероприятий, методов и средств, направленных на установление, обеспечение и поддержание высокого уровня качества продукции.
Контроль качества предполагает выявление бракованных изделий.
Список литературы
1. Глудкин О.П. Методы и устройства испытания РЭС и ЭВС. – М.: Высш. школа., 2001 – 335 с
2. Испытания радиоэлектронной, электронно-вычислительной аппаратуры и испытательное оборудование/ под ред. А.И.Коробова М.: Радио и связь, 2002 – 272 с.
3. Млицкий В.Д., Беглария В.Х., Дубицкий Л.Г. Испытание аппаратуры и средства измерений на воздействие внешних факторов. М.: Машиностроение, 2003 – 567 с
4. Федоров В., Сергеев Н., Кондрашин А. Контроль и испытания в проектировании и производстве радиоэлектронных средств – Техносфера, 2005. – 504с.
5. Никифоров А. Д. Управление качеством: Учебное пособие для вузов. — М.: Дрофа, 2004.
6. Новицкий Н. И., Олексюк В. Н. Управление качеством продукции: Учебное пособие. — М.: Новое знание, 2001. – 238с.
7. Управление качеством: Учебное пособие для вузов. — М.: ИНФРА-М, 2003. – 240с.: ил.