
ОСТ 1 39502-77 Стопорение болтов, винтов, шпилек, штифтов и гаек
СТОПОРЕНИЕ БОЛТОВ, ВИНТОВ ШПИЛЕК,
ОСТ 1 39502-77
Распоряжением Министерства от 25 октября 1977 года № 087-16
срок введения установлен с 1 июля 1978 года
1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
2. СТОПОРЕНИЕ ШПЛИНТАМИ
3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
Проверен в 1986 г. Подлежит проверке в 1996 г.
(Измененная редакция, Изм. № 1, 2).
Настоящий стандарт устанавливает следующие типы стопорения болтов, винтов, шпилек, и гаек в резьбовых соединениях и штифтов:
— 1- стопорение стопорными шайбами;
— 2 — стопорение шплинтами;
— 3 — стопорение деформацией металла;
— 4 — стопорение проволокой.
В резьбовых соединениях могут применяться и другие типы стопорения, например, стопорение самоконтрящимися гайками, пружинными и зубчатыми шайбами, контргайками.
(Измененная редакция, Изм. № 1, 2).
1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
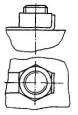
1.1. Стопорение по типу 1 должно соответствовать указанному на черт. 1, 2 и 3.
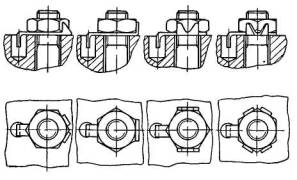
(Измененная редакция, Изм. № 1).


* Размер для справок
(Измененная редакция, Изм. № 1).
Изображение гайки и шайбы, расположенных справа заменяются ® ® ® ®
(Измененная редакция, Изм. № 1).
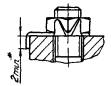
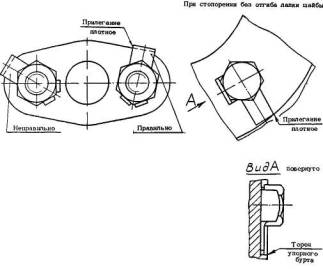
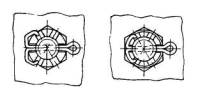
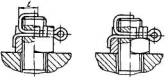
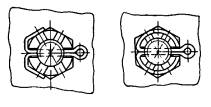
1.2. Загиб лепестков шайбы на грани шестигранника гайки (болта) производить в положении шайбы развернутой в сторону отвинчивания по ее упора носком в гнезде детали (черт. 4) или лапкой в торец детали (черт. 5).

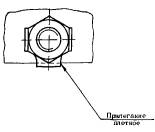
1.3. Загнутая лапка шайбы должна плотно сопрягаться с деталью. Допускается зазор между шайбой и деталью в месте изгиба лапки и лепестка шайбы.
(Измененная редакция, Изм. № 2).
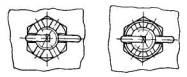
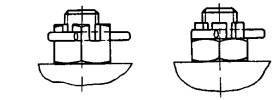
1.4. Установка шайб на фланце и загиб папок шайб или их упор в торец бурта должны исключать возможность разворота шайб в сторону отвинчивания (черт. 6). При стопорении без отгиба лапки шайбы выступание лапки относительно торца упорного бурта не допускается.
1.5. Подгонку совпадения лепестков шайбы с гранями гайки (болта)производить путем подтяжки гайки (болта)на угол не более 30 ° или замены гайки (болта).
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки (болта) превышение максимально допустимого крутящего момента затяжки не допускается.
(Измененная редакция, Изм. № 2).
1.6. Лепестки шайб должны быть поджаты к граням гаек.
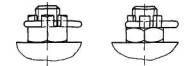
1.7. Загиб лепестков шайбы может производиться как на одну, так и на две грани гайки (болта). Загиб на грань усиленных лепестков производить той частью отгибаемого лепестка, которая обеспечивает наибольшую площадь контакта с гранью болта (гайки).
1.8. Не допускаются:
— срез или сдвиг материала, трещины и надрывы в месте загиба лепестков шайбы;
— забоины и расплющивание лепестков шайбы при загибе;
— производить загиб лепестков более одного раза;
— выступание лепестков над гайкой (болтом) более чем на 2 мм;
— удары молотком по месту загиба лепестков шайбы;
— оставлять незагнутыми лепестки шайбы.
1.9. Загиб лепестков шайбы должен производиться специальными щипцами согласно технологии на сборку изделия. В труднодоступных местах разрешается производить загиб лепестков шайбы с помощью специальных оправок или выколоток из меди и алюминиевых сплавов.
(Измененная редакция, Изм. № 1).
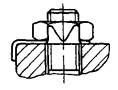
2. СТОПОРЕНИЕ ШПЛИНТАМИ
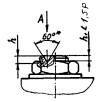
2.1. Стопорение по типу 2 должно соответствовать указанному на черт. 7, 8 и 9.
d — диаметр болта, винта, шпильки
2.2. Совмещение отверстия под шплинт в болте, винте и шпильке с прорезью в гайке должно производиться путем подтяжки гайки на угол не более 30 °, путем замены гайки или болта, винта, шпильки или подбором толщины шайб.
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки превышение максимально допустимого крутящего момента затяжки не допускается.
* Применять в труднодоступных местах
(Измененная редакция, Изм. № 2).
2.3. Шплинт должен входить в отверстие свободно или под незначительной безударной нагрузкой.
2.4. Шплинт должен утопать в прорези гайки. Допускается выступание шплинта над прорезью гайки на величину не более 0,4 от номинального диаметра шплинта.
— неплотное прилегание концов шплинта к поверхности гайки в пределах 0,1 ¸ 0,3 мм;
— касание отогнутых концов шплинта резьбы болта, винта, шпильки;
— откусывание шплинтов с последующим снятием заусенцев.
При необходимости на нарушенные в результате откусывания места наносится лакокрасочное покрытие, назначаемое разработчиком изделия.
(Измененная редакция, Изм. № 1).
2.6. Не допускаются:
— смятие головки шплинта;
— надрывы и трещины на концах шплинта;
— расплющивание и перекручивание концов шплинта;
— раскачивание шплинта после установки;
— использование шплинта более одного раза.
2.7. Загиб концов шплинта на грани гайки должен производиться выколоткой из меди или алюминиевых сплавов, заправка концов шплинта в прорези гаек — тупой отверткой.
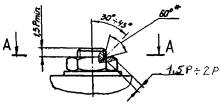
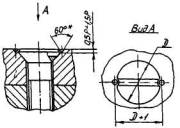
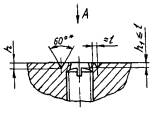
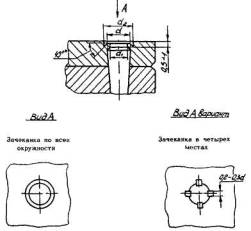
3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
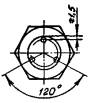
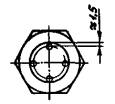
3.1. Стопорение по типу 3 должно соответствовать указанным:
— на черт. 10, 11 и 12 — для болтов, винтов и шпилек;
— на черт. 13 и в табл. 1 — для установочных винтов;
— на черт. 14 и в табл. 2, на черт. 15 и в табл. 3 — для цилиндрических штифтов;
— на черт. 16 — для конических и цилиндрических штифтов.
(Измененная редакция, Изм. № 1).
Кернение с торца
с резьбой М4 ¸ М8
с резьбой свыше М8
(Измененная редакция, Изм. № 1).
Кернение в резьбу
с резьбой М4 ¸ М8
с резьбой свыше М8

(Измененная редакция, Изм. № 1).
* Размеры обеспеч. инстр.
Кернение в шлиц
Кернение установочных винтов
Для неразъемных соединений
с резьбой М6 и менее
с резьбой свыше М8
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 2 ).
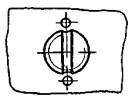
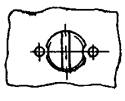
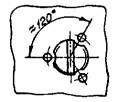
Кернение цилиндрических штифтов
* Размер обеспеч. инстр.
Диаметр штифта d
(Измененная редакция, Изм. № 2).
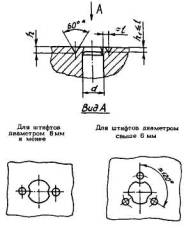
Зачеканка цилиндрических штифтов
* Размер для справок
** Размер обеспеч. инстр.
Диаметр штифта d
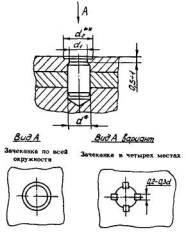
Зачеканка конических и цилиндрических штифтов
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 1).
3.2. При кернении в резьбу кернер ставить в месте выхода болта, винта, шпильки из гайки.
3.3. Размеры и расположение точек кернения не контролировать.
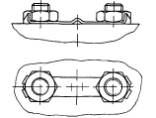
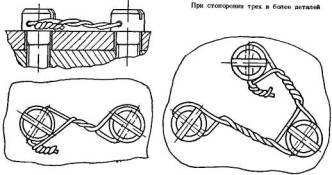
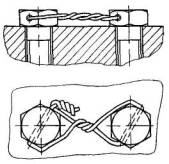
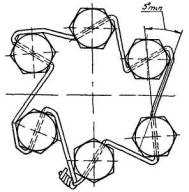
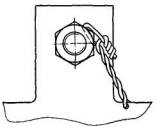
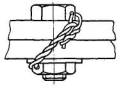
4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
4.1. Стопорение по типу 4 должно соответствовать указанному на черт. 17-22.
(Измененная редакция, Изм. № 1).
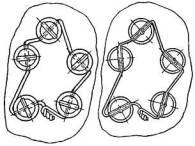
(Измененная редакция, Изм. № 1, 2).
Гайки изображены условно. Данное исполнение может применяться и на шестигранных головках болтов
(Измененная редакция, Изм. № 1).
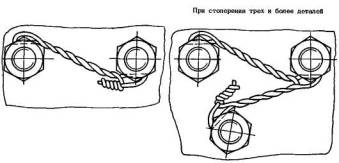
При стопорении трех и более деталей (исполнения 4.1 и 4.4) количество болтов или гаек, стопорящихся одной проволокой, устанавливается конструкторской документацией или технологией изготовления изделия.
(Измененная редакция, Изм. № 2).
4.2. Проволока должна располагаться таким образом, чтобы при приложении к ней произвольно ориентированной нагрузки происходила затяжка резьбового соединения.
4.3. Проволока должна быть перевита без зазоров между витками. Под витком понимается один полный оборот одного конца проволоки относительно другого. Количество витков должно быть не менее трех на длине 10 мм для проволоки диаметром до 0,8 мм включительно и не менее двух на длине 10 мм для проволоки диаметром более 0,8 мм. По согласованию с заказчиком допускается уменьшать количество витков в перевивке до 1,5 .
(Измененная редакция, Изм. № 2).
4.4. В труднодоступных местах при малых расстояниях между стопорящимися деталями допускается проволоку не перевивать.
Примечание . Труднодоступные места устанавливаются по эталонным образцам изделий, согласованным с заказчиком.
(Измененная редакция, Изм. № 1).
4.5. Концы проволоки должны быть перевиты (3-4 витка) и поджаты.
4.6. При выполнении стопорения надрывы и перекручивание проволоки не допускаются.
4.7. Проволока должна быть туго натянута, прогибы, и слабина не допускаются.
Пример записи в конструкторской документации стопорения исполнения 2,1:
Источник
Детали машин
Предотвращение самоотвинчивания резьбы
Способы стопорения резьбовых деталей
Все крепежные резьбы удовлетворяют условию самоторможения ψ , так как в резьбах этого типа угол ψ подъема резьбы значительно меньше приведенного угла трения φ’ .  Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Стопорение резьбовых деталей осуществляют различными способами, при которых используют дополнительное трение в резьбе или фиксирующие детали и материалы. Иногда применяют комбинацию этих способов.
Дополнительное трение в резьбе
Дополнительное трение в резьбе, создают с помощью контргаек, пружинных шайб, фрикционных вставок в винты или гайки и т. п.
Контргайка (рис. 1, а) устанавливается на шпильку или болт после затяжки соединения основной гайкой. При этом между элементами крепежа создается натяг, способствующий увеличению силы трения в резьбе и между контактирующими плоскостями деталей. Этот способ практически не используется в машиностроении, а применяется, преимущественно, в быту, поскольку не является эффективным и существенно повышает стоимость соединения за счет дополнительной гайки. Нередко его применяют совместно с другими способами стопорения резьбовых деталей.
Пружинные шайбы (шайбы Гровера, гроверы) представляют собой один виток цилиндрической винтовой пружины с квадратным сечением и заостренными краями (рис. 1, б, изображение вверху) . Вследствие большой упругости они обеспечивают сохранение сил трения в резьбе, удерживая определенный натяг в соединении.
Острые края шайбы, врезаясь в торцевую плоскость гайки и детали, дополнительно препятствуют самоотвинчиванию гайки. Пружинные шайбы изготовляют разными для правой и левой резьбы.

Пружинные стопорные шайбы изобрел английский инженер Джон Гровер (1836-1892) , именем которого иногда и называют эти детали в обиходе.
Стопорение пружинными шайбами недостаточно надежно, и при высоких уровнях вибрации не исключает самоотвинчивание соединения.
Самоконтрящимися являются гайки с завальцованным пластмассовым стопорным кольцом. Резьба в кольце образуется при навинчивании на гайки винт.
Применение фиксирующих деталей
Широко распространены для предотвращения самоотвинчивания фиксирующие детали, т. е. шплинты, проволоку, стопорные шайбы с лапками, которые отгибают после завинчивания гаек или винтов. Подобные устройства обладают достаточно высокой надежностью, простотой конструкции, удобством сборки и разборки соединения.
Некоторые из этих способов приведены на рисунке 1 (в-л) : стопорение специальными винтами, вворачиваемыми в гайку, штифтами, шплинтами, различными шайбами.
Приварка и деформирование резьбы
Еще один способ предотвращения самоотвинчивания резьбы – приварка или пластическое деформирование деталей расклепыванием и кернением.
Подобные методы применяют в тех случаях, когда не требуется частый демонтаж соединения в процессе эксплуатации, поскольку соединительные элементы крепежа повреждаются в той или иной степени и, зачастую, требуют замены после разборки и последующей сборки.
Применение клеящих и фрикционных материалов
Для предотвращения самоотвинчивания резьбовых соединений нередко используют склеивающие материалы – пасты, лаки, краски и клеи, которые либо значительно увеличивают коэффициент трения в резьбе, либо склеивают между собой детали крепежа.
Склеивающие материалы наносятся на резьбу непосредственно перед завинчиванием.
Иногда на практике используют комбинацию перечисленных выше способов стопорения крепежных деталей, что позволяет повысить надежность резьбовых соединений от самоотвинчивания.
Источник



