
S. Способы изменения структуры и свойств металлов У в твердом состоянии
Изменение структуры и свойств металлов производят и без его расплавления. Для этого используют три характерных для металлических веществ явления: аллотропию, пластическую деформацию и рекристаллизацию.
Аллотропия (полиморфизм)—способность металлов
в твердом состоянии иметь различное кристаллическое строение (вид решетки). Процесс перехода одного вида решетки в другой называется аллотропическим, или полиморфным, превращением. Определенный тип решетки, характерный для металла в твердом состоянии и существующий в определенном интервале температур и давления, называется модификацией (аллотропической формой). Модификации металлов обозначают начальными буквами греческого алфавита: а, |3, у и др.
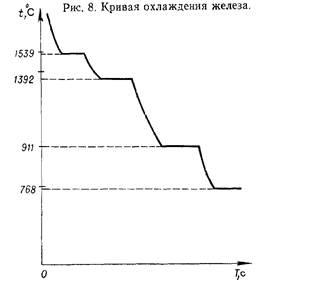
Известны модификации железа, кобальта, титана, олова, марганца, лития и др. Для железа характерны два аллотропических превращения: Fea^Fey. При температуре менее 910 °С и в интервале от 1392 до 1539 °С железо имеет объемно центрированную решетку (Ред), а в интервале температур от 911 до 1392 °С — гранецент-рированную решетку (Fey). На рис. 8 переход железа из одной модификации в другую отмечен соответствующими горизонтальными площадками. При температуре 768 °С аллотропических изменений не происходит. Ниже этой температуры железо магнитно, выше — немагнитно. Температуры 768 °С, 911°С, 1392 °С и 1539 °С называются критическими.
При нагревании железа и переходе Pea в Fey происходят зарождение и рост новых зерен другой формы и размера. Как правило, при этом получаются более мелкие, равноосные зерна, которые при охлаждении, т. е. превращении Fey в Fea, сохраняют свою форму и размеры. Металл получается с более мелкими и равномерными по размеру зернами. Следовательно, при постоянном давлении стоит только нагреть металл до такой температуры, при которой осуществляется переход из одной модификации в другую, а затем охладить его, как атомы, перестроившись из одной решетки в другую, придадут новую форму и размеры зернам.
Процессы, связанные с аллотропическими превращениями железа, широко используются при термической обработке стали и чугуна.
В некоторых случаях аллотропические превращения могут приводить и к разрушению металла. Например, олово при охлаждении ниже температуры —18 °С превращается в порошок, известный под названием «оловянная чума».
Аллотропические превращения можно искусственно затормозить или вовсе не допустить путем быстрого охлаждения металла или добавки в него других элементов.
Пластическая деформация—это изменение размеров и формы металлов под действием приложенных сил и сохранение их после прекращения воздействия (в противоположность упругой деформации, устраняющейся после прекращения действия внешних сил).
В результате пластической деформации металл становится более прочным, твердым и менее пластичным. Происходит это вследствие нарушения строения кристаллической решетки, что затрудняет дальнейшую пластическую деформацию. Явление упрочения металла при пластическом деформировании называется наклепом.
Пластическая деформация сопровождается также изменением и более крупной структуры — формы и размеров зерен. При деформировании в одном направлении (например, при прокатке) зерна получаются вытянутыми. Такую структуру называют волокнистой. Это явление в ряде случаев нежелательно, так как делает тело анизотропным, т. е. свойства его вдоль волокон отличаются от свойств поперек их.
Волокнистость устраняется нагревом (для устранения наклепа до температуры 300—400 °С). При этом обра
зуются новые, отличительные от исходных, равновесные зерна металла. Такой процесс называетсярекристаллизацией, а температура его протекания — температурой рекристаллизации.I Методы исследования структуры металлов и сплавов
Внутреннее строение, или структуру, металлов и их дефекты изучают с помощью макроструктурного, микроструктурного, магнитного, люминесцентного, ультразвукового, рентгеновского н ^-Дефектоскопического методов анализа.
Макроструктура—это строение металла, видимое невооруженным глазом или при небольшом увеличении с помощью лупы.Макроструктурный анализ используют для выявления формы и расположения зерен в литом металле, направления волокон в поковках и штамповках, местонахождения, размеров и форм нарушения сплошности, дефектов сварки, оценки толщины поверхностного слоя в изделиях, подвергнутых специальной поверхностной обработке, и др. Его осуществляют просмотром отшлифованной, отполированной и протравленной поверхности металлического изделия или макрошлифа (вырезанного из заготовки или металлоизделия темплета), поверхность которого шлифуют и протравливают.
Микроструктурный анализ — это исследование структуры металлов и сплавов с помощью микроскопов с увеличением от 1500 до 100000. Его осуществляют посредством изучения микрошлифов — вырезанных из металлоизделия или заготовки образцов, поверхность которых шлифуют, полируют и подвергают травлению специальными реактивами. При использовании электронных микроскопов рассматривают тонкий прозрачный слепок с микрошлифа — фольгу, или реплику.
В последнее время для исследования структуры и свойств металлов широко применяются методы фракто-графии, позволяющие исследовать строение изломов, т. е. поверхностей, образующихся в результате разрушения металлоизделий или заготовок. Изломы изучают посредством макро- и микроструктурного анализа.
Магнитный метод (магнитная дефектоскопия) применяется для выявления трещин, волосовин, раковин и других дефектов, находящихся на поверхности (или близко около нее) изделий из ферромагнитных материалов. Сущ-
ность метода заключается в намагничивании изделия. Затем на поверхность наносится магнитный порошок окиси железа или его суспензия в керосине. Частицы порошка под действием магнитного потока, рассеивающегося в месте расположения дефекта, ориентируются по силовым линиям. В результате отчетливо выделяются даже самые мелкие дефекты.
Люминесцентный метод (люминесцентная дефектоскопия) используется для выявления поверхностных дефектов изделий (микротрещин). Он основывается на свойстве некоторых органических веществ светиться под действием ультрафиолетовых лучей. Сущность метода заключается в нанесении на поверхность изделия специального флуоресцирующего раствора и ее освещении ультрафиолетовым светом. Проникающий в микротрещины раствор под действием лучей светится, тем самым позволяя их выявить.
С помощьюультразвукового метода (ультразвуковая дефектоскопия) выявляют дефекты, расположенные глубоко в толще металла. Для этого используются ультразвуковые дефектоскопы, с помощью которых через толщу металла пропускают пучок ультразвуковых волн и контролируют их прохождение. Любая несплошность металла нарушает нормальное распространение волн, что можно увидеть на экране имеющегося в приборе осциллографа.
Рентгеновский метод (рентгеновская дефектоскопия)применяется для контроля литых, кованых и штампованных деталей, а также сварных соединений. Он заключается в просвечивании деталей рентгеновским излучением и фиксировании выходящего излучения на специальной светочувствительной пленке. При этом темные места на пленке свидетельствуют о наличии дефектов в исследуемых деталях.
Разновидностью рентгеновского метода являетсяу-де-фектоскопия.
Источник
Изменение свойств металлов
Изменение свойств и структуры металлов при механической и термической обработке
Рассмотрим практическое использование изученных нами свойств металлов.
Металлы обрабатывают или с целью получения необходимых форм и размеров изделия, или с целью изменения физико-механических свойств материала. Как увидим в дальнейшем, обработка металла и в первом случае обычно сопровождается частичным изменением их свойств.
Изменения формы и размеров деталей достигают или деформируя металл давлением в пластическом состоянии — прокатка, ковка, штамповка, волочение, или снимая стружку — резание, точение, строгание, сверление и пр.
Изменения свойств и структуры материала достигают путём термической обработки — закалки, отпуска, отжига. Термическая обработка состоит в том, что металл нагревают до высокой температуры и затем подвергают быстрому (закалка) или медленному (отпуск, отжиг) охлаждению. При этом изменяется величина зёрен металла. Так, при закалке зёрна стали вследствие быстрого охлаждения не успевают вырасти и получается мелкозернистая структура, отличающаяся большой однородностью и твёрдостью.
Обработка металлов давлением применима только к металлам, обладающим достаточной пластичностью, т. е. к металлам, значительно деформирующимся без разрушения под действием нагрузки. При обычных температурах обработке давлением можно подвергать свинец, олово, алюминий, медь. Пластичность стали в холодном состоянии для этой операции недостаточна. При нагревании пластичность стали увеличивается, и в горячем состоянии её можно ковать, прокатывать и т. п.
Как изменяется структура металлов при обработке давлением? На первом рисунке показана схема изменения зёрен металла при сжатии (зёрна до и после операции обозначены одинаковыми номерами). Второй рисунок изображает деформацию одного из зёрен в крупном плане. Из рисунка видно, что в основе деформации лежит явление сдвига. Плоскости сдвига в отдельных зёрнах могут не совпадать, и в результате происходят ломка и измельчение зёрен. Это приводит к изменению свойств материала — твёрдость и хрупкость его увеличиваются, а пластичность уменьшается.
Описанное изменение свойств металлов при обработке их давлением в холодном состоянии, связанное с увеличением твердости и хрупкости, называют наклёпом.
У материала, подвергнувшегося наклёпу, увеличиваются упругие свойства (повышается предел текучести) и возрастает хрупкость. Проверить это можно на простом опыте. Если по латунной пластинке, обладающей сравнительно малой упругостью, постучать несколько раз небольшим молотком (проковать пластинку), то она приобретает свойство пружинить, сопротивляться изгибу, т. е. становится более упругой.
Ковка, штамповка, волочение вызывают наклёп на поверхности обрабатываемого металла. Резание ножницами, продавливание и пробивание отверстий тоже вызывают наклёп на кромке металлического изделия. Поскольку наклёп увеличивает (хрупкость металла, то выдавленные отверстия (для заклёпок, например) во избежание появления трещин растачивают, снимая хрупкий слой металла.
Под влиянием переменных (то в одном, то в другом направлении) напряжений прочность металлов с течением времени уменьшается. Это явление, известное под названием «усталости металлов», имеет место в быстроходных машинах, в осях железнодорожных вагонов, рессорах автомобиля. Полагают, что причина этого явления связана с усиленным ростом крупных кристаллов, что приводит к образованию так называемых «трещин усталости», постепенно разрастающихся вглубь детали. При этом полезная площадь поперечного сечения детали уменьшается и, наконец, сечение становится настолько малым, что наступает излом.
Разрешено частичное копирование статей с обязательной ссылкой на источник
Источник
Pereosnastka.ru
Обработка дерева и металла
К операциям по изменению свойств металла готовых изделий или их частей для лучшего использования в производстве относятся:
— упрочнение поверхности изделий путем цементации или электронаплавки твердых сплавов и графита;
— повышение твердости рабочих частей режущих инструментов и отдельных деталей путем их закалки и отпуска;
— повышение вязкости и мягкости металла путем его отжига и нормализации.
Цементацией называется насыщение углеродом поверхности изделий из стали с низким содержанием углерода (до 0,2%) для повышения их твердости и прочности.
Цементация применяется для обработки инструментов, штампов и тех деталей, которые по своему назначению должны иметь твердую наружную поверхность. Твердая поверхность дает возможность деталям лучше сопротивляться износу при трении, а сохраняющаяся мягкая сердцевина — выдерживать нагрузку от ударов (не раскалываться).
Цементация основана на появляющемся у железа и стали при нагреве до 850—900° свойстве растворять углерод и поглощать его в пределах поверхностного слоя. При насыщении углеродом поверхность выработанного из железа или стали изделия становится более твердой.
При производстве цементации та часть поверхности изделия, которая не подвергается цементации, должна быть покрыта предохранительным слоем (например глины). Подготовленное для цементации изделие помещают обычно в железный ящик и засыпают обрабатываемую поверхность так называемыми карбюризаторами. На дно ящика плотно укладывают слой карбюризатора в 20—30 мм, на него кладут изделие и поверх укладывают второй слой карбюризатора толщиной 10—20 мм. Такая укладка называется «пакетом». Наиболее распространенными карбюризаторами являются смеси древесного угля (70 частей) и соды (30 частей) или древесного угля (50 частей), каменного угля •(20 частей) и сажи (3 части).
Ящик с обрабатываемым изделием и карбюризаторами устанавливается на горне. После того как температура в горне достигнет необходимой высоты (до 900°), ящик выдерживается некоторое время на горне, в зависимости от желаемой глубины цементированного слоя, а затем охлаждается. Для прогрева пакета обычно требуется примерно 1,5—2 часа на каждые 100 мм высоты или ширины пакета. Температуру нагрева контролируют специальными приборами — пирометрами или кладут вместе с пакетами железные коробки с кальцинированной содой или с солями калия или бария или фтористого натрия. Каждое из этих веществ имеет разную температуру плавления (в общем от 850 до 990°). Одну коробку берут с солью, имеющей точку плавления, близкую к температуре цементации, другую — с солью с точкой плавления, превышающую предельную температуру для цементации. Первая соль при достижении нужной температуры будет в расплавленном состоянии, вторая — в твердом. По изменениям состояния второй соли можно судить о наличии перегрева. Вся операция занимает от 4 до 8 часов.
Для быстрой цементации обычно применяют желтую кровяную соль. Порошок этой соли насыпается на раскаленную Поверхность изделия, температура поднимается до 700—800°, после чего обрабатываемое изделие охлаждается в воде.
После цементации изделие подвергают закалке при температуре 760—780° и отпуску при температуре 160—180° (см. ниже). Обработка деталей, предназначенных для цементации, производится с припуском.
При термической обработке металлов необходимо оберегать кожу от брызг и, независимо от этого, смазывать лицо и руки мазями, охраняющими от ожогов и изъязвлений. Чтобы предупредить расплескивание электролита, следует наливать его не более чем на 75% емкости ванн.
Решающую роль в технике безопасности играет хорошо устроенная вентиляция как общая (всего помещения), так и специальная (отсосные приспособления у ванн и установок). При работе с вредными смесями следует, кроме того надевать фартук, перчатки, сапоги из резины и соответствующий респиратор или специальный шлем.
Для допуска к термохимической обработке металлов необходимо сдать соответствующий техминимум.
Термохимическая обработка поверхностей деталей и инструментов с целью их упрочнения требует специальных площадей для установки горнов или печей, значительной траты времени на нагревание и может быть применена не для всех марок стали. Поэтому в настоящее время в нашей промышленности получает распространение электроискровой способ упрочнения поверхностей, который не имеет перечисленных недостатков.
Электроискровое упрочнение производится на специальных станках и установках и вручную при помощи небольших (весом до 200 г) приборов, называемых вибраторами.
Для покрытия поверхности изделия употребляется вставляемая в прибор пластинка твердого сплава (титановые сплавы Т15К6, Т30К4) или графита (ЭГ2).
Эта пластинка представляет собой один из двух применяемых обычно в электроискровой установке электродов — анод.
Графитовые электроды применяются для упрочнения чистовых инструментов, так как они обеспечивают лучшую чистоту поверхности упрочненного слоя, чем твердые сплавы.
Схема электроискрового упрочнения несколько отличается от схем при электроискровом резании металла (резке и сверлении). Процесс обработки проходит в воздухе и не требует специальных растворов (рабочих жидкостей).
Упрочняющий электрод (твердый сплав, графит) является анодом установки или вибратора, а обрабатываемое изделие катодом.
Электроды периодически в результате вибрации размыкаются’и замыкаются (при питании установки или прибора постоянным током). Возникает искра, которая переносит частицу анода на поверхность обрабатываемого изделия.
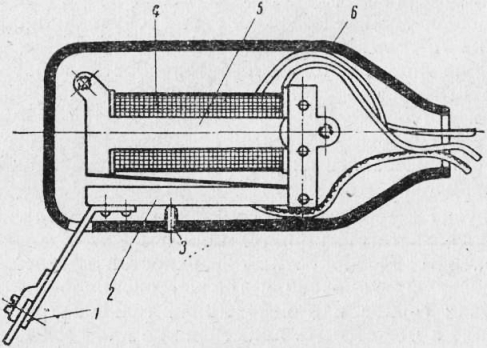
Обычно вибраторы состоят из подвижной части — якоря 2 с электрододержателем 1, упрочняющим электродом и неподвижной катушкой 4 с сердечником, которая включается в сеть (непосредственно или через понижающий трансформатор).
Обработка изделия вибратором производится следующим образом:
— очищенное от загрязнений и ржавчины и слегка натертое маслом изделие помещается в тиски или другое зажимное приспособление;
— включается предварительно проверенный и установленный на необходимый режим (по току и емкости) вибратор со вставленной в него пластинкой твердого сплава или графита; – держа вибратор в руке, приводят его упрочняющий электрод в соприкосновение с поверхностью изделия до возникновения искры; перемещают электрод по упрочняемой поверхности справа вдоль нее, а потом поперек — пока желтые искры не сменятся ярко-голубыми.
При упрочнении рабочей части режущего инструмента следует избегать замыкания упрочняющего электрода с лезвием. После окончания работы и после выключения вибратора необходимо разрядить конденсаторы прибора, прикоснувшись им к обрабатываемой детали.
Во время работы с электроискровыми установками и приборами необходимо пользоваться резиновыми перчатками и защитными очками. К работе могут допускаться лица, предварительно сдавшие специальный техминимум.
Применение электроискрового способа для упрочнения металла резко повышает производительность труда. Производительность вибратора обеспечивает обработку 2 см2 поверхности з одну минуту при толщине слоя покрытия 60—80 микрон. Электронаплавка твердого сплава на рабочую часть режущего инструмента занимает 0,5—1,5 мин. Электроискровое покрытие отличается хорошей схватываемостью с металлом изделия. Режущий инструмент, покрытый электроискровым способом, приобретает прочность в 2—4 раза выше первоначальной.
Закалка заключается в нагревании стали до красного каления (например углеродистой стали до 700—800°), в выдержке ее при этой температуре для прогрева и быстром затем охлаждении в струе воздуха, воде, масле или каком-либо другом охлаждающем веществе.
Время выдержки для прогрева зависит от размеров закаливаемого изделия и составляет примерно по 30 сек. на 1 мм диаметра для цилиндрических деталей, 45 сек. на 1 мм для изделий квадратного сечения и 1 мин. на 1 мм для пластин.
Цель закалки стали — придание ей высокой твердости. Закалка производится в горнах, печах, расплавленных солях, свинце.
При охлаждении нагретого изделия в жидкости необходимо двигать его, чтобы разрушить этим образующуюся вокруг зака ливаемого предмета газовую или паровую рубашку.
Если закаливается только часть изделия, то ее опускают в охлажденную жидкость на необходимую глубину и перемещают изделие вверх и вниз, так как иначе на уровне погружения может образоваться трещина.
Необходимая высота температуры нагрева определяется специальной аппаратурой (пирометрами). При наличии опыта определение высоты температуры производится на основании последовательной смены цвета закаливаемого изделия после того, как температура поднимается выше 500 °С.
Так как под воздействием закалки сталь получает высокую твердость и становится хрупкой, то, чтобы уменьшить хрупкость закаленной стали, ее «отпускают», то есть производят операцию отпуска.
Отпуск заключается в повторном нагревании после закалки изделий из углеродистой стали до 200—300° С, а из быстрорежущей до 560—600° С, с последующим охлаждением, как и при закалке. Цель отпуска — уничтожение хрупкости закаленной стали.
Температуру отпуска для углеродистых сталей можно приближенно определять по цветам «побежалости», появляющимся на чистой поверхности закаленного стального изделия при его нагревании до температуры 330°.
При появлении цвета побежалости, отвечающего заданной температуре отпуска, изделие охлаждают.
При термической обработке часто совмещают закалку и отпуск. В этом случае, не давая охладиться закаливаемому изделию ниже температуры, достаточной для отпуска закаленной части (200—600°, смотря по марке стали), вынимают его из охлаждающей жидкости и быстро зачищают часть его поверхности шкуркой или трением о камень или песок. Затем наблюдают за появлением цветов побежалости на зачищенном месте и, судя по цвету побежалости, окончательно охлаждают изделие.
Можно в зависимости от обстоятельств поступать и так: охладить закаливаемый предмет полностью и вновь нагреть до нужной при отпуске температуры. При таком способе отпуска внутренняя часть закаливаемого изделия получается более твердой.
Ото/сиг состоит в нагревании стали до темно- или светло-красного цвета с последующим медленным охлаждением вместе с печью или в раскаленном песке, золе и других веществах, слабо проводящих тепло. Отжиг служит для уничтожения излишней твердости металла. Сталь после отжига становится мягче и легче обрабатывается режушим инструментом.
Температура при отжиге зависит от состава отжигаемой стали (от 750 до 860°). Чем больше находится в стали углерода, тем ниже должна быть температура отпуска и тем медленнее нужно ее нагревать и охлаждать.
Если требуется, чтобы сталь в изделии имела повышенное сопротивление разрыву и легко обрабатывалась режущим инструментом, ее подвергают нагреву до красного каления, но несколько более высокому (на 25—50°), чем для отжига. Такая обработка называется нормализацией стали.
В последние годы в производстве все шире внедряется термическая обработка изделий (закалка, отпуск, отжиг и нормализация) при помощи электрических индукционных токов высокой частоты (т. в. ч.). Эти токи, имея высокую концентрацию, дают очень высокие температуры, причем время для нагревания весьма незначительно. Большое удобство применения токов высокой частоты заключается в простоте необходимых для этого приборов.
При закалке токами высокой частоты обрабатываемую деталь помещают в специальное приспособление (представляющее собой индукционную катушку в виде навитой медной проволоки), к которому подводятся токи высокой частоты. В результате действия токов поверхность детали быстро и сильно нагревается. После нагревания деталь охлаждают, помещая в специальную среду (раствор или воду). На рис. 2 показано приспособление для применения токов высокой частоты, называемое индуктором.
При работе с токами высокой частоты необходимо предварительно пройти специальный техминимум.
Источник



