
- Изготовление самодельных звёздочек для цепной передачи. Способ Линила.
- Изготовление звездочек
- Звездочки для приводных цепей
- Материалы звездочек цепных передач
- Конструкция ступицы и диска звездочек цепных передач
- Параметры выбора звездочек
- РАСЧЕТ И ПОСТРОЕНИЕ ПРОФИЛЯ ИНСТРУМЕНТА ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗВЕЗДОЧЕК НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
Изготовление самодельных звёздочек для цепной передачи. Способ Линила.
Мы уже рассказывали о способе самостоятельного изготовления приводных звездочек. Теперь рассмотрим этот процесс с комментариями от Андрея Стеканова (Linil).
Началось с того, что в 80-е годы прошлого века изобрели овальные ведущие велозвезды. Мне хотелось такую. Никто сделать не мог. Женщина-технолог сказала — не бывает таких. Дядя слесарь-инструментальщик не стал связываться. Пришлось самому. Эта технология позволяет построить звезду просто разметив ее штангелем, обойдя накопленные погрешности.
1. Берем заготовку и ЛЕГОНЬКО, только чтобы не скользила ножка штангеля отмечаем центр:

2. Считаем угловой шаг 360:n (УШ)
3. Считаем делительный диаметр: D=S/sin(180/n), где S — шаг цепи, n — количество зубьев.
4. Рисуем делительный диаметр:

5. Теперь на делительной окружности надо выбрать три точки, более-менее равномерно распределенные. Число зубьев нашей звезды может быть не кратно 3-м, например 37). Делим через 12, 12, 13. Считаем хорду:
В нашем случае для 12, 13 и наносим точки:

Считаем хорды для 2, 3, 4, 5, 6, 7 и т.д. угловых шагов, чтобы строить таким образом:
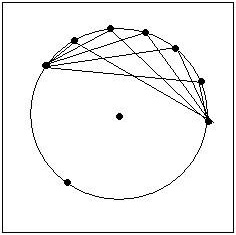
Делительная окружность теперь выполняет лишь справочную функцию — убеждаемся, что хорды правильные и точки попадают на делительную.
Так из просчитанных дуг была составлена овальная звезда.
Далее сверлим. Начинать надо со сверла 1-2мм, потом 5мм и далее на 0.5-0.7мм больше диаметра ролика цепи.
Потом отсечь лишнее. Идеальный инструмент — циркулярная пила, где вместо пильного диска установлен круг от болгарки. Но сойдет и болгарка, и зубило с напильником.
Если посмотреть различные звезды, заострения — кто во что горазд. Мне лично нравятся зубья кассет гоночных велов. Там нет заострения, просто наружный радиус на 2-2.5мм больше делительного. Я так и делаю.

Сталь для малой звезды желательно знать. Она проходит термообработку. Для большой — лишь бы обрабатывалась. Она термообработку не проходит и не калёная переживает насколько малых.
Использовать лазерно-утюжную технологию не желательно. При распечатке на бумаге погрешность непредсказуема. Пусть у одной точки 0,1 мм. Где гарантия , что у второй тоже 0,1 и не в ту же сторону?
Я размечаю штангелем. Там на каждую точку минимум две перестановки штангеля. Уже 0,2 мм. Плюс если штангель ставится по керновке, то накопительная погрешность ещё больше. Но немного исправляет дело то, что риски должны попасть на делительную окружность.
Источник
Изготовление звездочек




![]()
![]()
Звездочки цепных передач цепных передач для сельскохозяйственных машин в зависимости от условий их работы изготовляются из серых чугунов СЧ15, СЧ18, СЧ21, среднеуглеродистых и легированных сталей 40, 45, 40Х, 35Л, 35ХГСА и др.
Чугунные звездочки используются при малых окружных скоростях и небольших передаваемых нагрузках, стальные – при высоких скоростях и больших нагрузках. Пластмассовые материалы (капрон, полиуретан) используются только для изготовления натяжных звездочек, не передающих крутящий момент.
Для повышения износостойкости зубьев в условиях интенсивного абразивного изнашивания звездочки подвергаются термической обработке. После закалки и отпуска звездочки из серого чугуна должны иметь твердость зубчатого венца 320…430 HB. Зубчатый венец стальной звездочки закаливается токами высокой частоты на глубину 2…3 мм до твердости 35…50 HRC.
Технология изготовления звездочки зависит от материала и предъявляемых к детали технических требований. Звездочки из чугуна обычно отливаются с готовыми зубьями, и обработке подвергаются только отверстие в ступице и торцы ступицы. У стальных звездочек зубья фрезеруются или накатываются. Горячее накатывание зубьев звездочек находит все более широкое применение. Когда звездочка изготовляется из стального листа толщиной до 6 мм, то вся она, включая зубья, может быть вырублена из листа методом холодной штамповки. Шпоночная канавка в ступице обрабатывается протягиванием шлицевой протяжкой. Крепежные и стопорные отверстия сверлятся на вертикально-сверлильном станке, после чего, если требуется, метчиком нарезается резьба.
Зубья звездочки можно нарезать по принципу копирования профиля инструмента (дисковой фасонной фрезы) или по принципу обкатки с помощью червячной фрезы, профиль которой рассчитывается в каждом отдельном случае.
На торцах ступиц звездочек иногда конструкцией предусматриваются кулачки – прямые или со скосом (храповые), поверхности которых обычно получаются отливкой и не обрабатываются.
На рис. 15 показана звездочка из листовой стали 40. Обработка этой звездочки может выполняться в такой последовательности. После вырубки по наружному и внутреннему контуру растачивается отверстие диаметром 38 Н 11 и снимается фаска. Затем производятся (с установкой заготовки на оправке) обтачивание по наружному диаметру зубчатого венца и обработка радиусных скосок с двух сторон. После сверления четырех отверстий фрезеруются зубья и производится термическая обработка венца (закалка токами высокой частоты) до твердости 40…50 HRC на глубину не менее 2,5 мм.
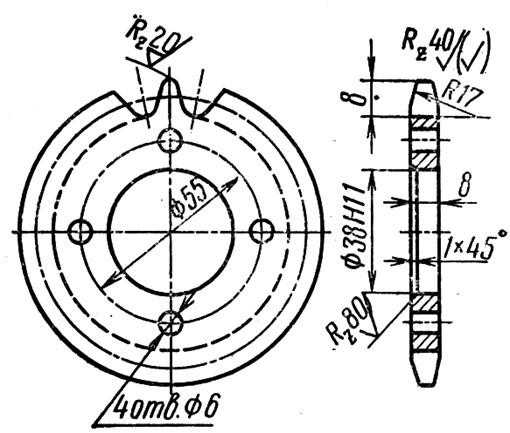
Рис. 15. Звездочка из листовой стали
Источник
Звездочки для приводных цепей
Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия- как наплавка металлов, так и напыление тефлонового слоя.
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.

Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Параметры выбора звездочек
Приведенная выше информация определяет то, что звездочка цепной передачи характеризуется довольно большим количеством различных свойств, которые должны учитываться при выборе наиболее подходящего варианта исполнения. Рекомендациями по выбору назовем следующее:
Наружный диаметр. Этот параметр определяет то, какой длины устанавливается приводная цепь и какое усилие может передаваться. Показатель наружного диаметра варьирует в достаточно большом диапазоне. Кроме этого, слишком большой диаметр не позволяет проводить установку в конкретном случае. При различных диаметрах звездочки проводится понижение или повышение количества передаваемых оборотов.
Оптимальное передаточное отношение. Довольно большое распространение получило понятие передаточного отношения звездочки. Это значение определяет то, сколько зубьев ведущего элемента приходится на зубья ведомого. Для определения подобного показателя применяются специальные формулы.
Диаметр внутреннего посадочного отверстия также имеет значение. Этот показатель во многом зависит от наружного диаметра, также варьирует в достаточно большом диапазоне
При выборе рекомендуется уделять внимание и размерам шпоночной выемки.
Тип применяемого материала при изготовлении изделия может оказывать влияние на эксплуатационные характеристики. В большинстве случаев применяется углеродистая сталь, которая обладает достаточной прочностью и износоустойчивостью
В последнее время большое распространение получили изделия из легированных сплавов, так как они более устойчивы к воздействию повышенной влажности. В большинстве случаев проводится термическая обработка для существенного повышения эксплуатационных характеристик.
Форма зуба в большинстве случаев стандартная. По этому признаку выбирается изделие крайне редко.

В продаже встречается просто огромное количество различных вариантов исполнения звездочек для приводных цепей. При выборе проводится визуальный осмотр, в ходе которого выявляют:
- Отсутствие дефектов. Есть вероятность того, что при производстве были допущены ошибки, которые становятся причиной появления трещин, выемок и других дефектов. Они могут негативно отразиться на прочности и других эксплуатационных характеристиках.
- Точность геометрической формы. Этот момент проверить достаточно сложно, так как даже отклонение в несколько миллиметров может стать причиной возникновения биения и других проблем. Визуально подобный дефект практически не выявить.
- Неравномерность оттенка металла указывает на то, что термическая или другая обработка была проведена с нарушениями. Именно поэтому рекомендуется отдавать предпочтение вариантам исполнения с однородным цветом.
В целом можно сказать, что заусенцы и другие дефекты указывают на низкое качество детали
Именно поэтому следует уделять внимание другим приводным звездочкам, которые на вид выглядят идеально. Основные параметры звездочек во многом определяют эксплуатационные характеристики механизма
РАСЧЕТ И ПОСТРОЕНИЕ ПРОФИЛЯ ИНСТРУМЕНТА ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗВЕЗДОЧЕК НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
1. Расчет и построение
исходного профиля инструмента для нарезания зубьев звездочек типов 1 и 2 должны
производиться в соответствии с черт. 1, 2 и табл. 1.
Построение профиля инструмента
(спаренная фреза) для нарезания зубьев одноходовых звездочек с геометрической
характеристикой зацепления λ £2,2
Построение профиля
инструмента (спаренная фреза) для нарезания зубьев одноходовых звездочек с
геометрической характеристикой зацепления λ > 2,2
Основные зависимости для
расчета и построения профиля инструмента для нарезания зубьев звездочек типов 1
– 3 (черт. 1
– 4)
Расстояние
между центрами скругления спаренной фрезы (черт. 1,
2)
Высота
зуба звездочек типов 1 и 2 – глубина врезания (черт. 1, 2)
Высота
зуба звездочек типов 1 и 3 – глубина врезания (черт. 3, 4)
Диаметр
делительной окружности
По табл. 1
и 2 настоящего стандарта
Диаметр
наружной окружности
Диаметр
окружности впадин
Радиус
впадины зубьев
Смещение
центров дуг впадин
Половина
угла заострения зуба
Радиус
закругления головки зуба при λ 2,2 выполнять по
черт. 3
и при λ £2,2 по черт. 4.









Построение профиля
инструмента для нарезания зубьев одноходовых звездочек с геометрической
характеристикой зацепления λ £2,2
4. Для нарезания звездочек,
применяемых в передачах, работающих в загрязненных средах, допускается
применение стандартных дисковых фрез.
5. Расчет и порядок
нарезания зубьев звездочек типов 2 и 3 стандартными дисковыми фрезами следует
производить в соответствии с черт. 5 и табл. 2.
Порядок нарезания граней
зубьев звездочек типов 2 и 3 стандартной дисковой фрезой
Нарезание первой грани
Нарезание второй грани
Основные расчетные зависимости
для нарезания зубьев звездочек типов 2 и 3 стандартными дисковыми фрезами
(черт. 5)
Смещение оси заготовки относительно торца
фрезы
Угол смещения центров впадин
Глубина врезания фрезы
Ширина
дисковой фрезы
Половина
углового шага звездочки
Диаметр
делительной окружности
По табл. 1
и 2 настоящего стандарта
Диаметр
наружной окружности
Диаметр
окружности впадин
Диаметр
элемента зацепления цепей
Смещение
центров дуг впадин
Половина
угла заострения зуба
ПРИЛОЖЕНИЯ 1, 2.
(Измененная редакция, Изм. № 1).
1. Методы расчета и построения
профиля зубьев. 1
2. Предельные отклонения. 7
Приложение 1 Значения
геометрической характеристики зацепления. 8
Приложение 2 Расчет и построение профиля инструмента для нарезания
зубьев звездочек на металлорежущих станках. 12
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
2.1. Устанавливаются две
степени точности изготовления зубьев звездочек:
1-я степень точности для
звездочек, работающих в цепных передачах и устройствах при скорости v =
3 – 5 м/с.
2-я степень точности для
звездочек, работающих в цепных передачах и устройствах при скорости v 









В.3 Расчетную
нагрузку для многорядных цепей типов 2ПР, 3ПР и 4ПР, испытываемых по режимам
таблиц В.1 и В.2, определяют путем умножения
расчетной нагрузки для соответствующих однорядных цепей на коэффициент, равный:
1,8 – для
двухрядной цепи;
2,5 – для
трехрядной цепи;
3,0 – для
четырехрядной цепи.
В.4
Продолжительность испытания согласно таблицам В.1, В.2 указана с учетом времени периода приработки.
Для
многорядных цепей типов 2ПР, 3ПР и 4ПР нормы средней наработки до отказа и
установленной безотказной наработки определяют умножением средней наработки до
отказа и установленной безотказной наработки для соответствующих однорядных
цепей на коэффициент, равный соответственно 0,8; 0,6; 0,5.
В.5 В таблицах
В.1, В.2 предельное увеличение длины отрезка цепи от
его начального значения с числом звеньев по таблице 8 дано без учета износа в
период приработки.
Таблица В.1 – Группа испытания А
Параметры базового корпуса
Режимы и результаты испытаний
Предельное увеличение длины измеряемого отрезка, мм
Количество звеньев в контуре
Число зубьев звездочки
Частота вращения
ведущей звездочки, мин-1
Передаваемая нагрузка, даН
до отказа, не менее
Установленная безотказная наработка, не менее
Источник



